基于離散元的交叉導流式穴播裝置仿真與試驗
2019-05-27 08:47:26曾令超陳林濤陳學深
農機化研究 2019年10期
曾令超,馬 旭,陳林濤,陳學深,陳 濤
(華南農業大學 工程學院,廣州 510642)
0 引言
水稻是我國主要糧食作物之一,也是全國單位面積最高的糧食作物。目前,我國水稻種植機械化水平較低,是水稻生產全程機械化的薄弱環節[1]。尤其是雜交稻移栽強調少本稀植,依靠超強的分蘗能力來提高產量,移栽時主要采用人工移栽的方式進行作業,勞動強度大,且在雜交稻育秧環節存在播種精度低等問題[2]。在水稻機械化育秧移栽的方式中,主要的應用是機插秧,缽體苗移栽技術不傷根、不傷苗,解決了傳統機插秧的不足,增產效果顯著,是育秧移栽的主要發展方向之一[3]。因此,為提高雜交稻機移栽自動化水平,亟需進行缽盤精密穴播播種技術研究,以有效地提高育秧質量[4]。
國外水稻缽盤育秧設備以亞洲代表的為多,且日本和韓國的水平最高,如井關、實產業株式會社生產有水稻缽苗育秧的流水線[5],但這些設備主要是針對常規稻大播量育秧要求所研制。國內的水稻機械化育秧播種裝置主要有機械式、振動式和氣力式等類型。王立臣[6]等研制的外槽輪式水稻穴盤育秧流水線,通過調節排種板的開度實現對常規稻的穴播,但對低播量要求的雜交稻播種空穴率較高。李志偉[7]等研制的電磁振動式播種裝置,通過對供種裝置和振動部件的工作參數進行優化實現了對雜交稻和常規稻穴播,但電磁振動的工作參數難以控制。馬旭[8]等人研制的水稻秧盤育秧精密播種流水線,采用定量供種和振動勻種相結合的兩級雙振動式排種方式實現對不同播量的生產要求,但該播種機構復雜,對秧盤的適用性還存在問題。劉彩玲[9]等研制的往復擺動式氣吸式水稻缽盤精量播種裝置,通過對吸種部件結構和工作參數的優化實現了對雜交稻的精密穴播,但播種器存在吸孔堵塞的問題,推廣運用受到阻礙。
為此,針對水稻精密穴播裝置中存在芽種播種穩定性差和精度低的問題,設計一種具有交叉導流式種室與穴播窩眼滾筒相結合的精密穴播裝置,采用離散元仿真和試驗研究相結合方法,對該裝置展開研究,為今后雜交稻精密穴播裝置的研究奠定堅實的基礎。
1 總體結構與工作原理
1.1 總體結構
設計的雜交稻精密穴播裝置主要由種室和排種裝置兩部分組成,如圖1所示。其中,種室主要包括種箱、3個導種板(3、5、11)及其對應的調節螺栓(1、4、12)等。導種板3是最先與進入種箱的稻種的接觸部件,稱為輸入導種板;導種板5是在進入穴播窩眼滾筒前與稻種接觸的最后一個導種板,稱為充填導種板;位于兩者間的導種板11,稱為勻種導種板。排種裝置則主要由穴播窩眼滾筒(滾筒上布有方形窩眼共14×19個)、清種刷、推種裝置、護種裝置及排種裝置殼體等組成。種室通過種箱固定在排種裝置殼體上,每一導種板都有前后兩個調節螺母和調節螺栓,二者和種箱上的長孔共同組成導種板的調節裝置,使得導種板可相對種箱沿垂直方向上下調整。

1.導種板調節螺栓 2.種箱 3.輸入導種板 4.導種板調節螺栓 5.充填導種板 6.清種刷 7.穴播窩眼滾筒 8.推種裝置 9.護種裝置 10.排種裝置殼體 11.勻種導種板 12.導種板調節螺栓
1.2 工作原理
工作時,穴播窩眼滾筒和清種刷間通過安裝在排種裝置殼體的皮帶帶動下沿逆時針旋轉,護種裝置中的護種帶通過與穴播窩眼滾筒和穴播窩眼滾筒的窩眼內稻種顆粒間摩擦帶動下運動;稻種先后經過輸入導種板、勻種導種板、輸出導種板到達穴播窩眼滾筒,在種室內形成“S”形流動,通過輸出導種板進入到排種裝置形成均勻的具有一定厚度的種層;在充填區的種層與穴播窩眼滾筒相互作用下,稻種進入穴播窩眼,完成了充種;在窩眼外多余的稻種顆粒通過清種刷進行清除,清種后的稻種返回充種室,充填到窩眼內的種子,在護種帶的保護下,在投種點被投出,播在走下下面的缽體盤內。輸入導種板的作用是將進入的具有隨機分布性的大量稻種平鋪在輸入導種板末端;勻種導種板的作用是將從輸入導種板進入的稻種顆粒流種層變薄并均勻;充填導種板的作用是穩定稻種顆粒的流動并在穴播裝置的充填區形成均勻種層。
2 仿真與分析
為了對比本文設計的交叉導流式種室結構與傳統種室結構的穴播裝置充填性差異,本節將采用離散元軟件EDEM,對不同種室結構的機械穴播裝置的充填性能進行比較分析。
2.1 仿真方法
本仿真用UG軟件分別建立傳統種室的穴播裝置和交叉導流式種室的穴播裝置三維模型,并對穴播裝置工作時的運動進行仿真,設定穴播窩眼滾筒參數。根據雜交稻穴播充填要求,以窩眼充填2~6粒稻種為合格標準,低于2粒為漏播,高于6粒為重播。當充填區形成一定厚度的種層后,開始連續對窩眼內的種子進行統計分析。
2.2 仿真參數設置
為了能更準確地模擬稻種顆粒在穴播裝置內的運動,雜交稻顆粒模型采用49個不同半徑的球體替代[10],顆粒的三軸尺寸為9、2.68、2mm,如圖2所示。
根據相關文獻研究[11],對稻種、幾何體、稻種—稻種、幾何體—稻種的物理參數設定如表1所示。

圖2 水稻芽種顆粒離散元模型
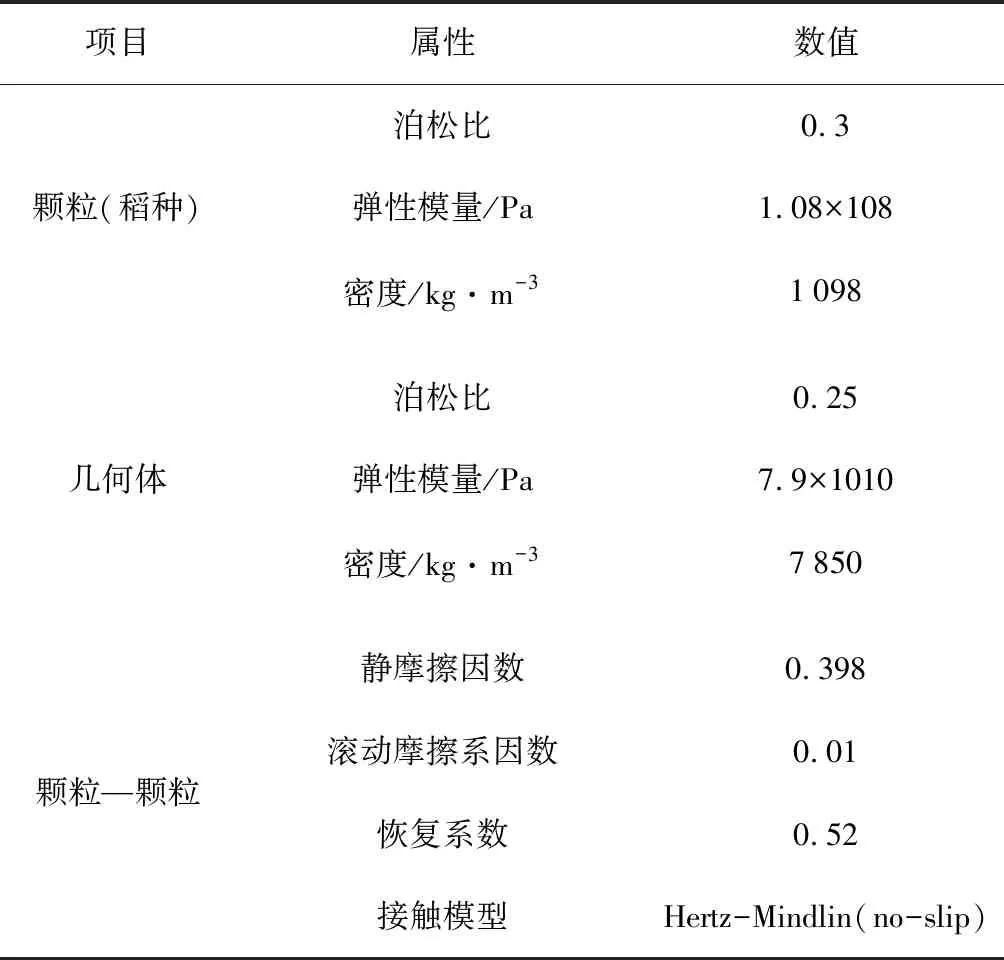
項目屬性數值顆粒(稻種)泊松比0.3彈性模量/Pa1.08×108密度/kg·m-31098幾何體泊松比0.25彈性模量/Pa7.9×1010密度/kg·m-37850顆粒—顆粒靜摩擦因數0.398滾動摩擦系因數0.01恢復系數0.52接觸模型Hertz-Mindlin(no-slip)
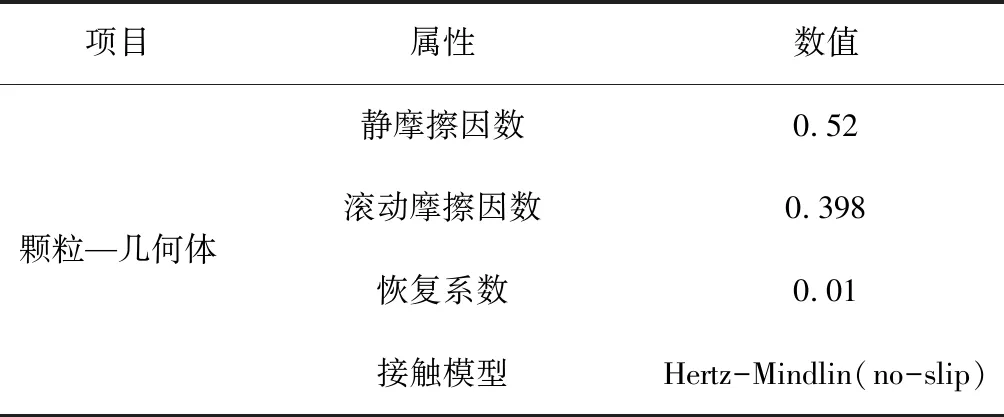
續表1
2.3 顆粒工廠設置
顆粒工廠位于種箱的頂部入口處,設置為動態工廠,共生成稻種顆粒7 000粒,每秒生成100 000粒。顆粒生成時初速度為0,受重力作用在種箱內下降,如圖3所示。圖3中,a為穴播窩眼滾筒和清種刷間的鉗形區域。
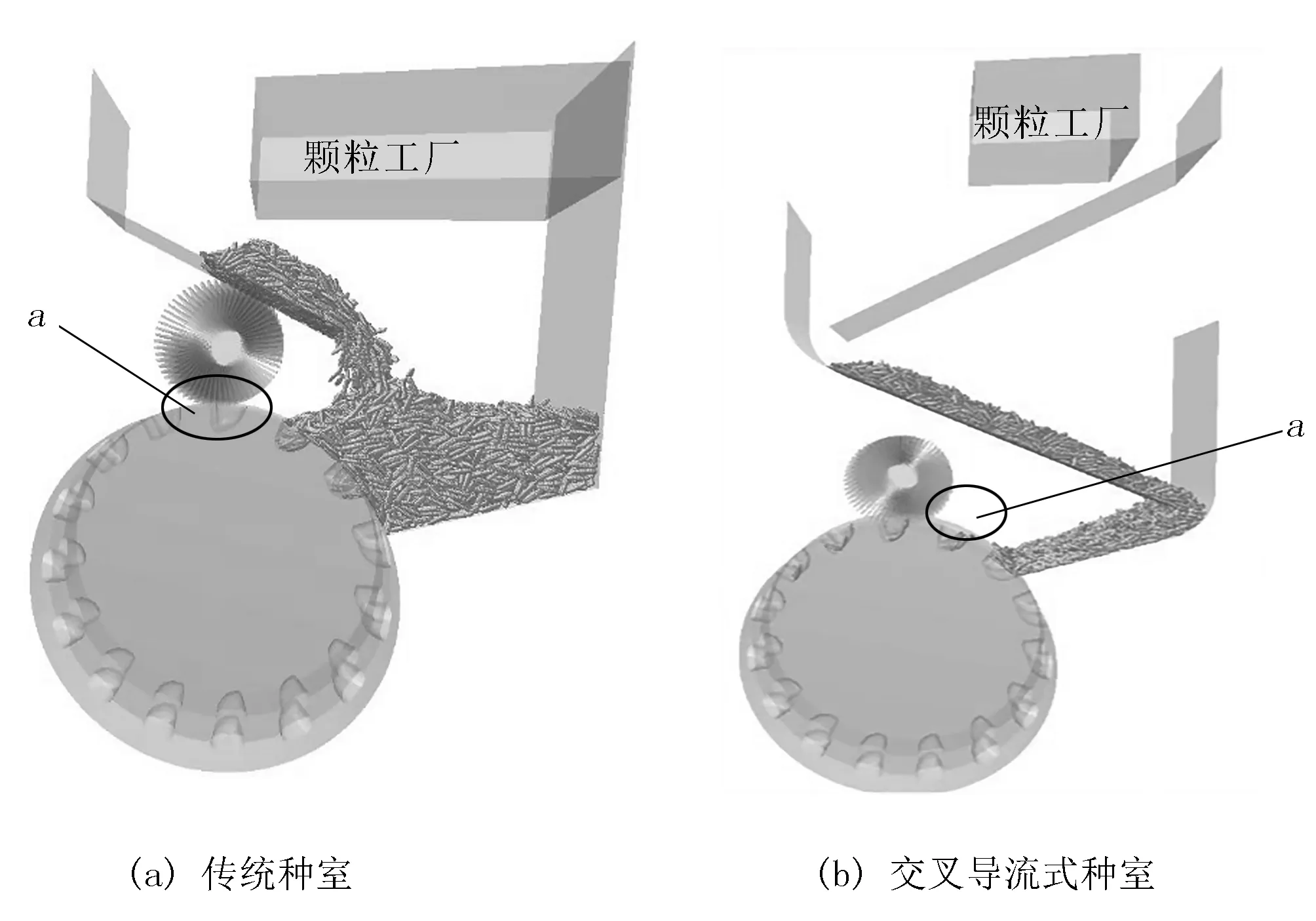
圖3 不同種室結構穴播裝置的離散元仿真過程
2.4 仿真計算設置
根據顆粒的最小單元球體半徑大小,本次仿真設置時間步長為1×10-6s,仿真總時間為3s, 每間隔0.01s保存1次數據,球面與球面的網格尺寸為0.36mm,球面和幾何體的網格尺寸為2.16mm。
2.5 仿真結果與分析
根據離散元仿真軟件EDEM的后處理功能,當顆粒在穴播窩眼滾筒表面形成帶動層時,顆粒受壓大小分布如圖4所示。由圖4可以看出:采用交叉導流式種室形成的帶動層要比傳統種室的要薄,因而進入鉗形區域的顆粒數較少,相應顆粒受剪切或者碾壓作用也較小。
對穴播窩眼滾筒表面劃分網格,通過EDEM的后處理得到其表面受壓分布,如圖5所示。由圖5可以看出:采用傳統種室的穴播窩眼滾筒表面所受的壓力要大于多層導流式的穴播窩眼滾筒,且壓力較大地集中在相鄰排的窩眼間區域和與清種刷形成的鉗形區域(圖3中的a)。表面壓力較大和不均勻會導致位于帶動層的顆粒間產生較大相互摩擦且對顆粒的充填窩眼產生不良影響,而采用交叉導流式的穴播窩眼滾筒表面受到的壓力相對較均勻。

圖4 顆粒受壓大小分布圖
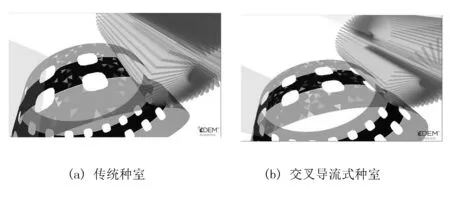
圖5 穴播窩眼滾筒表面受壓分布圖
為了分析稻種與清種刷間的相互作用,通過后處理得到顆粒對清種刷產生的扭轉力矩隨時間變化規律,如圖6所示。
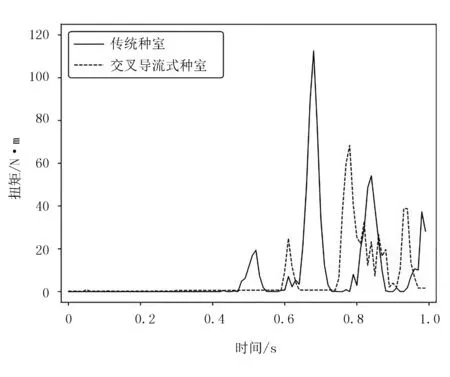
圖6 充填時顆粒對清種刷產生的扭轉力矩隨時間變化圖
由圖6可以看出:種室采用傳統種室的與交叉導流式種室相比,清種刷受到顆粒的作用扭矩幅值較大,且脈沖性較強。因此,顆粒在采用直接式種室的穴播窩眼滾筒上運動時,位于窩眼外的顆粒(將被清種刷掃出的顆粒)會受到較大脈沖清種力,易對稻種造成損傷,且不利于清種,在清種過程中清種刷的工作負荷較大;而采用交叉導流式種室,顆粒在清種區域所受的清種作用力較小且均勻,清種刷的工作負荷較小。
滾筒上的窩眼內稻種經過清種刷后,充填窩眼情況如圖7所示。從仿真結果可以看出:采用傳統種室的穴播裝置,由于帶動層較厚導致清種不良(圖中7的圈內有未被清出的稻種),會對稻種的護種和投種帶來不良影響,從而影響穴播窩眼滾筒的充填性能。
下面對兩種不同種室的充填能力進行仿真。穴播窩眼滾筒每次轉10圈,計2 660穴,統計清種后窩眼內充填的種子數量,試驗結果如表2所示。

圖7 采用不同種室的穴播裝置充填效果圖
表2 穴播裝置充種性能對比試驗結果
Table 2 Simulation result between hill-drop sowing device with different seed-filling rooms %

通過仿真分析可知:采用交叉導流式種室的穴播裝置與傳統種室相比,在穴播窩眼滾筒上形成的帶動層較薄,穴播窩眼滾筒表面所受正壓力較小,清種刷受到的顆粒的扭矩較小,從而有利于稻種顆粒的充填和對穴播窩眼滾筒的清種。由表2可以看出:交叉導流式種室的充填合格率為85.10%,與傳統種室相比,合格率提高了5.47%,且變異系數較小,表明仿真的充填性能較穩定。
3 試驗
為了驗證設計的穴播裝置的交叉導流式種室設計以及仿真分析的可行性,將針對機械式穴播裝置,對交叉導流式種室與傳統種室進行播種性能對比,并將仿真的充填結果和穴播裝置實際的播種試驗結果進行對比。
3.1 試驗條件
試驗地點在華南農業大學農業工程實驗室,采用研制的多層導流式種室與傳統種室的穴播裝置進行性能對比,如圖8所示。試驗所用水稻品種:雜交稻品種為培雜泰豐,干種的千粒質量為21.40 g,含水率為14%~20%,進行催芽處理,種芽長度為1~2mm。
3.2 試驗安排
針對導種板角度確定,參照振動流動式播種裝置中多層導流式種箱的結構參數[12]及稻種的利用重力平衡法得到的滑動摩擦角[11],選取導種板的傾斜角度為θ1=31°、θ2=34°、θ3=29°。根據稻種在交叉導流區不發生結拱的條件[13],交叉導流區域開口間隙為25mm、導種板間垂直間隙為25mm時,通過前期預試驗發現:當導種板過渡圓弧半徑為40mm時,稻種在種室內流動性良好,沒有發生堵塞,可作為新研制的交叉導流種室的結構參數。
3.3 試驗指標
根據缽盤播種裝置的播種性能要求,測試指標包括重播率和漏播率。二者通過對14×29的秧盤,按照五點取樣法劃分區域,統計劃分域內125穴的每穴粒數,連續統計5盤,計625穴。重播率Y1、漏播率Y2計算公式為
(1)
其中,Y1為漏播率;N1為統計域內每穴低于2粒的總穴數(穴);N總為統計的總穴數(穴)。
(2)
其中,Y2為重播率;N2為統計域內每穴高于6粒的總穴數(穴)。
合格率Y3(%)可表示為
Y3=1-Y1-Y2
(3)
3.4 試驗結果與分析
依據上述統計方法,對采用交叉導流種室和傳統種室分別進行對比試驗,統計得到漏播率、重播率和合格率,如表3所示。
表3 穴播裝置性能對比試驗結果
Table 3 Test result between hill-drop sowing device with different seed-filling rooms %
由表3可以看出:采用交叉導流種室的穴播裝置播種合格率為82.12%,與傳統種室相比合格率提高了3.88%,表明采用交叉導流種室能有效提高機械滾筒式穴播裝置的播種性能。交叉導流種室穴播裝置播種性能合格率的試驗值與充填合格率仿真值相比,相對誤差為3.63%,表明仿真結果與實際相近,離散元仿真方法對播穴播裝置的設計具有參考意義。
4 結論
1)設計了一種交叉導流式種室的雜交稻穴播裝置,通過仿真對比分析,與傳統種室相比,在穴播窩眼滾筒表面上形成的帶動層較薄、所受正壓力較小,使清種刷受到種子清種的扭矩較小,從而有利于稻種顆粒的充填和清種。試驗結果表明:設計的穴播裝置與傳統種室的穴播裝置合格率分別為82.12%和78.24%,相比提高了3.88%,有效地提高了播種性能。
2)采用離散元軟件EDEM對設計的穴播裝置和傳統種室的穴播裝置的工作過程進行了仿真對比分析,充填特性統計結果表明:設計的穴播裝置與傳統種室的穴播裝置充填合格率分別為85.10%和79.63%,相比提高了5.47%;仿真的充填合格率與試驗的播種合格率相比,相對誤差最大約為3.63%,表明仿真結果與實際相近,仿真分析對精密穴播裝置的設計具有參考意義。
