低合金高強鋼焊接t8/5測定實驗研究
2019-05-31 00:50:56曾威民劉旭輝肖愛達
四川冶金 2019年2期
曾威民,張 波,劉旭輝,肖愛達,歐 玲
(1.湖南華菱漣源鋼鐵有限公司技術中心,湖南 婁底 417009;2.湖南工業大學冶金與材料工程學院,湖南 株洲 412000)
低合金高強鋼因具有較高強度、良好塑韌性和較好的焊接性能,同時具備減輕鋼結構質量的特點,已被廣泛用于工程機械、海洋結構、壓力容器、電力等領域[1-2]。其中,在工程機械結構上,焊接結構占比50%~70%,焊接結構的優劣直接影響到產品的質量、性能及使用可靠性[3-4]。
在低合金高強鋼焊接過程中,熔合區t8/5(焊接過程中熔合區溫度由800 ℃降至500 ℃的時間)的確定對焊接參數選擇和焊后質量的影響尤為重要。為避免高強鋼中局部脆化所帶來的危害,J.brozda等[5]研究發現當t8/5大于60 s時,焊接HAZ沖擊韌性顯著下降。楊景華等[6]研究了焊接熱輸入對TMCP型GR.65高強鋼焊接熱影響區組織及性能的影響時,發現當焊接線能量較小時,焊前預熱可形成細小的板條馬氏體和少量彌散分布的M-A組元等組織,有利于改善粗晶區的沖擊韌性。
目前,做焊接工藝研究時通常是根據SH-CCT曲線測定結果,并結合相關經驗公式對實際線輸入能量進行計算,從而得到相關t8/5值。而實際焊接過程中t8/5并無具體測量方法,計算與實際情況是否吻合無從得知。為此,本文針對低合金高強鋼的焊接過程,對實際焊接過程中t8/5值進行測量,并對傳統計算公式進行修正,得到更加符合低合金高強鋼焊接過程中的t8/5值計算經驗公式,為實際焊接提供參考。
1 實驗
1.1 實驗材料
試驗采用湖南華菱漣鋼生產的8 mm厚960低合金鋼,主要化學成分見表1。熱處理工藝為淬火+高溫回火。
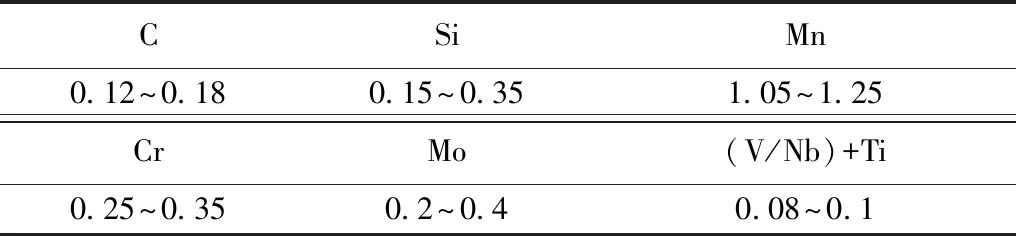
表1 960QT鋼化學成分(質量分數/%)
采用林肯JM-120低合金鋼氣保焊絲,其化學成分如表2所示。
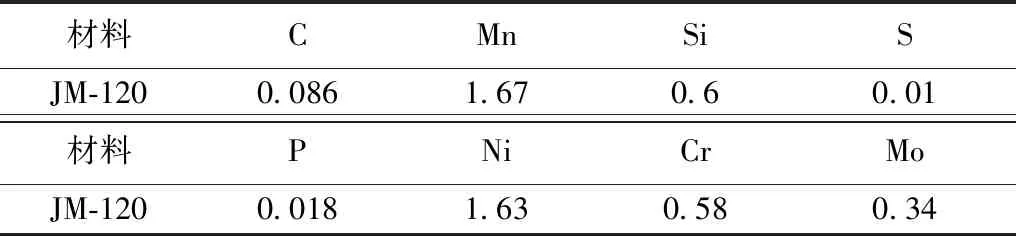
表2 JM-120焊絲化學成分(質量分數/%)
1.2 實驗方法
1.2.1SH-CCT曲線測定方法
利用差熱分析法來確定960鋼的相變溫度Ac1和Ac3。以0.05 ℃/s的加熱速度從室溫加熱至峰值溫度1000 ℃,保溫15 min,測得升溫過程中相變溫度Ac1、Ac3。由膨脹法測得降溫時的馬氏體轉變溫度。
在MMS-200熱力模擬試驗機上進行焊接熱影響區粗晶區熱模擬試驗,用熱膨脹法測定相變溫度,對不同連續冷卻條件下的熱影響區粗晶區組織轉變規律進行測定和研究。試樣尺寸為Φ6 mm×80 mm的圓棒,模擬焊接熱循環曲線如圖1所示,加熱速度為100 ℃/s,峰值溫度為1320 ℃,保溫時間為1 s,冷卻過程中的t8/5分別為3 s、4 s、6 s、10 s、20 s、30 s、60 s、150 s、300 s、600 s、1000 s。
1.2.2t8/5實際測定方法
在熱模擬試驗的基礎上選取參數進行實際焊接試驗,焊接使用直徑1.2 mm的JM-120焊絲,采用氣體保護焊。焊接前在試樣背面的邊部和中心位置分別焊接1~2組熱電偶測溫絲,在焊接過程中將熱電偶連接測量器,并以0.2 s為周期將測量數據導入計算機。采用originPro 8.0 對數據進行擬合分析,得到實測t8/5值,如圖2所示。
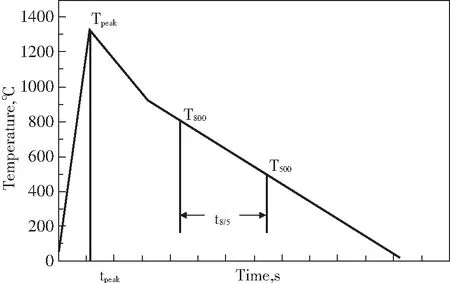
圖1 模擬焊接熱循環曲線
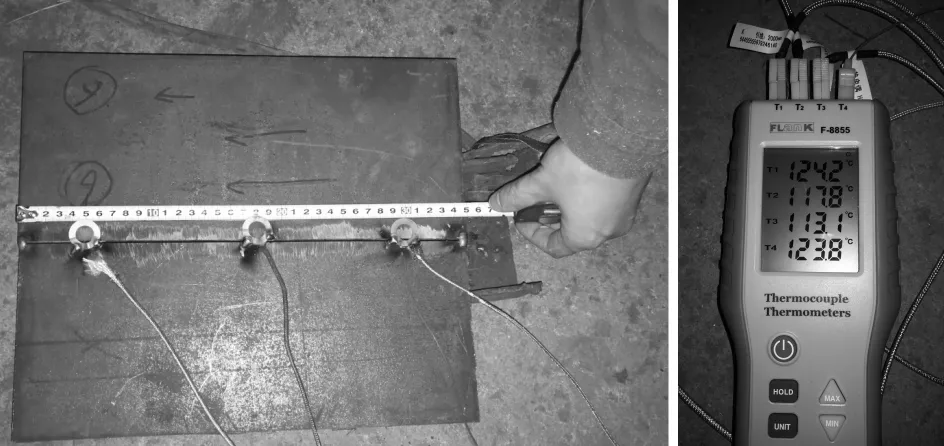
圖2 焊接過程中實測t8/5
2 SH-CCT圖的測定
利用差熱分析法確定960鋼的相變溫度。以0.05 ℃/s的加熱速度將960鋼從室溫加熱至峰值溫度1000 ℃,如圖3所示,保溫15 min,測得升溫過程中相變溫度Ac1、Ac3,由膨脹法測得降溫時的馬氏體轉變溫度,如表3所示。
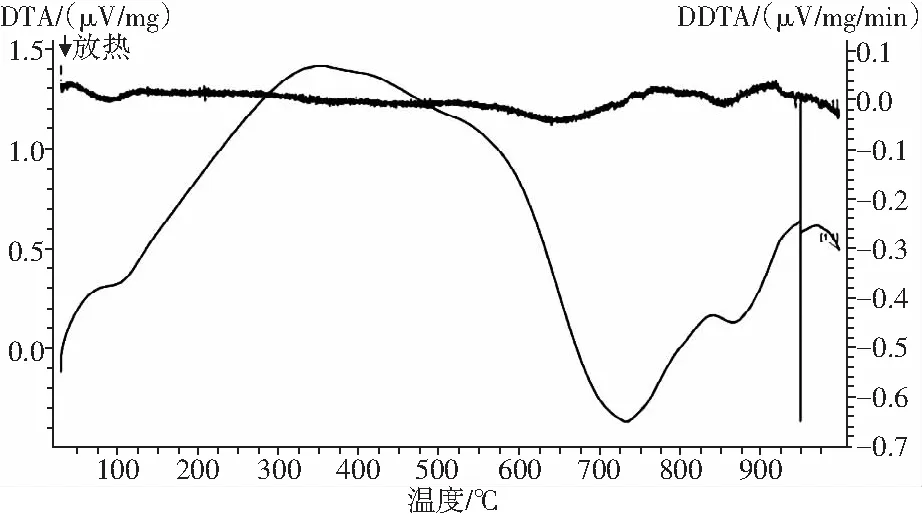
圖3 960鋼的DAT曲線

Ac1/℃Ac3/℃Ms/℃733868450
根據所測得的各t8/5條件下的熱膨脹曲線,確定材料在各個冷卻速度下對應的組織轉變開始點和結束點,從而確定各相變點溫度,進而繪制試驗用鋼的SH-CCT曲線,如圖4所示。由圖4可見,隨著焊接熱輸入的增加,焊后冷卻速度由快變慢,960鋼熱影響區粗晶區發生了M、M+B和B三種不同類型的組織轉變。當t8/5≤6 s時,熱影響區粗晶區發生的是100%的M相變;當t8/5在6 s和60 s之間時,粗晶區發生的是M和B的相變;當t8/5>150 s時,發生的是完全的B相變。
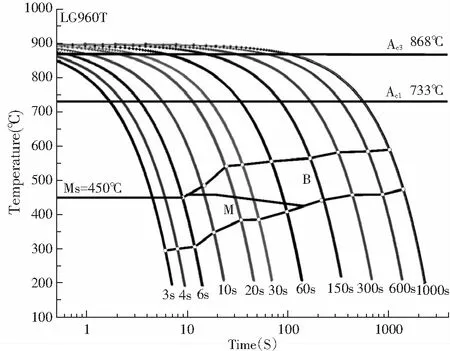
圖4 960鋼的焊接SH-CCT結果
3 t8/5與線能量關系研究
3.1 理論公式計算
SH-CCT圖主要是用于指導實際焊接生產,預測粗晶區的性能,而冷卻時間t8/5主要與焊接線能量E及預熱溫度T0有關。因此,為了將960鋼的SH-CCT圖更方便的應用于實際焊接,利用經驗公式將t8/5與線能量及預熱溫度聯系起來。關于t8/5計算的經驗公式較多,下面以最常用的D.Vwer理論經驗公式和稻垣道夫公式進行計算分析。
D.Vwer(烏威)的理論經驗公式[7]:
三維傳熱(厚板):
(1)
二維傳熱(薄板):
t8/5=(0.043-4.3×10-5T0)
(2)
臨界板厚:
(3)
式中:E為焊接線能量(J/cm);δ為板厚(cm);δcr為了臨界板厚(cm);T0為初始溫度;F為接頭系數,取值為0.9;η為熱效率,取值為0.85。
根據式(3)取焊接時線能量E=12 kJ/cm,預熱溫度T0=100 ℃,計算得到臨界板厚值δcr=8.25 mm。按D.Vwer公式計算的不同預熱溫度下厚板和薄板(以8 mm為例)t8/5與線能量的關系曲線如圖5所示。
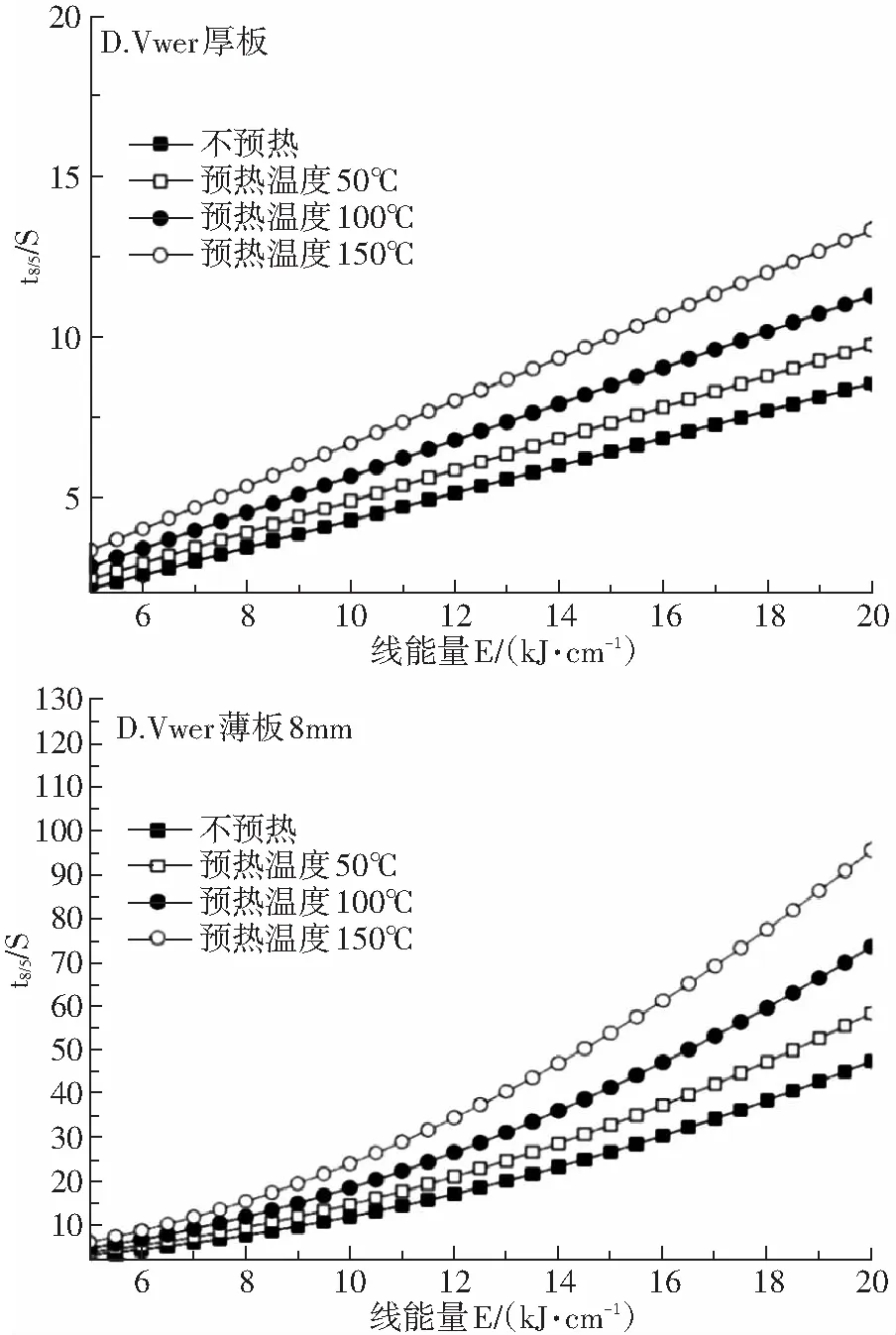
圖5 不同預熱溫度下D.Vwer公式計算的LG960QT鋼焊接線能量與t8/5的關系曲線
根據稻垣道夫等[8]建立的經驗公式:
(4)
式中E為焊接線能量,E=60UI/v(J/cm)[I為焊接電流(A);U為焊接電壓(V);v為焊接速度(cm/min)];β為厚板(mm);T0為被焊件的初始溫度(℃);采用CO2氣體保護焊,K為焊接線能量系數,取0.345;n為焊接線能量指數,取1.7;β為接頭系數,取1;δ0為厚板補償項,取13;α為板厚修正系數,取3.5;T為冷卻區間的溫度特征值,取600 ℃。
圖6給出了按稻垣道夫公式計算的不同預熱溫度下t8/5與線能量的關系曲線。
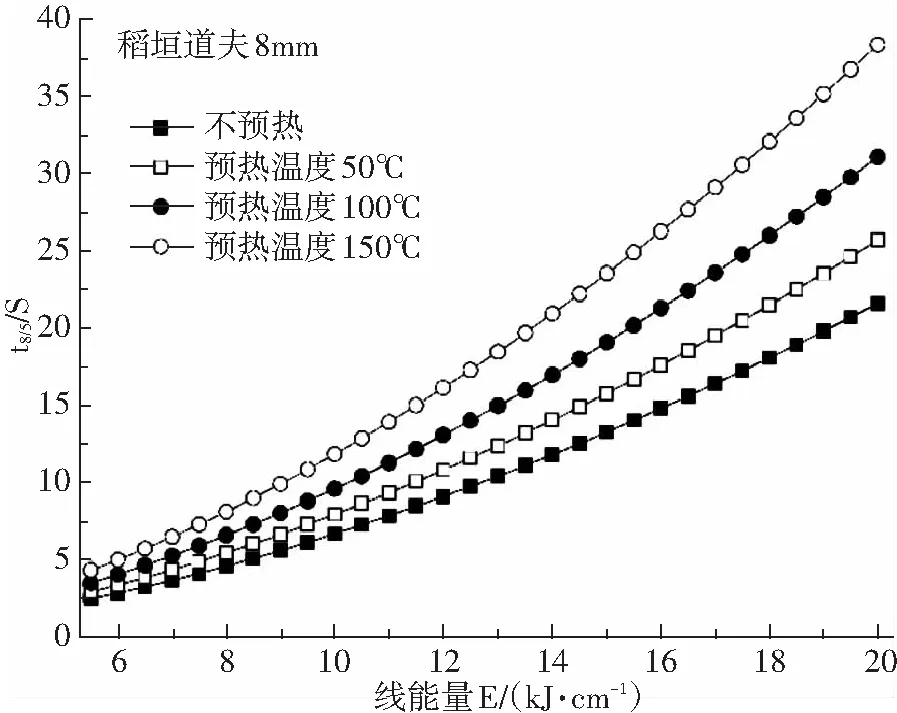
圖6 不同預熱溫度下稻垣道夫公式計算的焊接線能量與t8/5的關系曲線
3.2 實測熱影響區t8/5
采用不同的線輸入能量進行實際焊接,并對焊接過程中t8/5進行測量,測量結果如表4所示。將熱影響區實測t8/5值與計算值進行比較,發現實測結果與D·Vwer薄板公式計算結果較為相近。
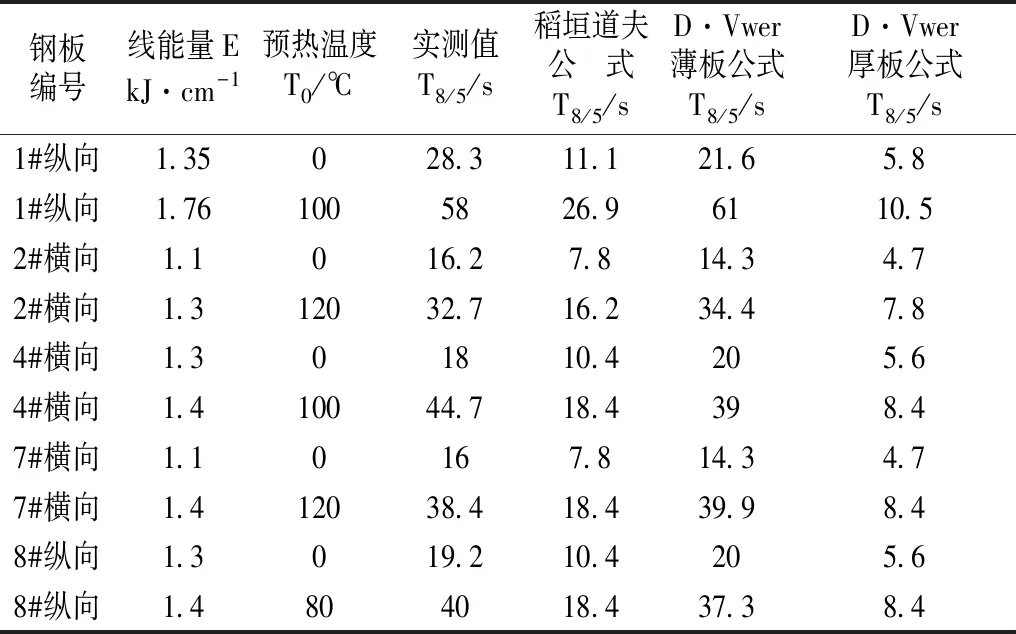
表4 960鋼實測t8/5值與計算值
(5)
f(T0)為與材料導熱λ、比熱容等熱物理常數相關的溫度函數表達式。
對表4中的數據進行擬合,推導出LG960QT的t8/5值與線能量E的關系式如下:
t8/5=(0.0576-1.57×10-4T0)
(6)
式中:E為焊接線能量(J/cm);δ為板厚(cm);T0為初始溫度;F為接頭系數,取值為0.9;η為熱效率,取值為0.85。
3.3 960鋼實際焊接工藝組織對比
選取t8/5=30 s,代入式(6)進行計算得到線能量為E=1.3 kJ/mm,并結合實際情況得到焊接工藝參數如表5所示。按表中的工藝參數進行實際焊接實驗,并對焊后粗晶區進行取樣檢測。對比熱模擬實驗與實際焊接過程中的組織及硬度對比。
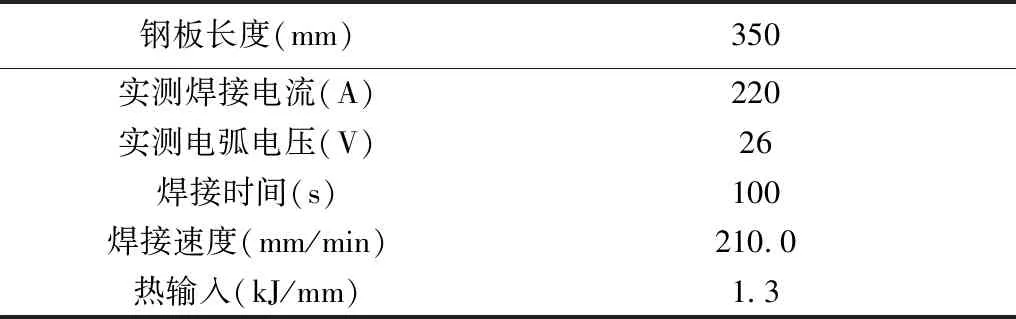
表5 焊接工藝參數
如圖7所示,熱模擬試樣粗晶區和實際焊接接頭的組織類型,均以板條馬氏體為主,存在少量板條貝氏體。平均硬度值分別為325.4HV1和320HV1。可見,t8/5為30 s時熱模擬粗晶區和實際焊接接頭粗晶區組織和硬度是一致的。同時,與公式(6)推導出來的t8/5和線能量的計算公式也是吻合的。
4 結論
(1)獲得了LG960QT的SH-CCT圖及不同t8/5條件下熱影響區粗晶區的組織和顯微維氏硬度值。結果表明:隨著t8/5的增大,熱影響區顯微組織硬度呈逐漸降低的趨勢。t8/5在3~6 s時,組織主要為板條馬氏體組織。當t8/5在10~60 s時,隨著t8/5的增加,過熱區組織中板條馬氏體逐漸減少,板條貝氏體逐漸增加。當t8/5為150 s時,開始出現粒狀貝氏體。當t8/5大于600 s后,顯微組織以粒狀貝氏體為主,顯微硬度變化不大。
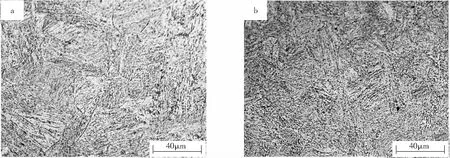
(a)熱模擬t8/5=30 s,325.4 HV1 (b)E=1.3 kJ/mm(層溫120℃),320 HV1圖7 熱模擬粗晶區與實際焊接粗晶區組織比較
(2)經驗證發現D·Vwer建立的薄板經驗公式適合于8 mm厚960鋼實際焊接過程中t8/5的計算,根據實測t8/5修正公式,建立了960鋼焊接線能量與t8/5的關系公式,t8/5為30s時熱模擬粗晶區和實際焊接接頭(E=1.3 kJ/mm)粗晶區組織和硬度是一致的。