山鋼日照2050熱連軋基于超快冷的雙相鋼DP600的生產(chǎn)實(shí)踐
2019-05-31 00:45:24李賀
四川冶金 2019年2期
關(guān)鍵詞:工藝
李 賀
(山東鋼鐵集團(tuán)日照有限公司,山東 日照 276800)
山東鋼鐵集團(tuán)日照有限公司2050 mm熱連軋產(chǎn)線于2017年9月熱試投產(chǎn),定位高品質(zhì)高附加值產(chǎn)品;配置先進(jìn)的單蓄熱、雙蓄熱式加熱爐;采用西馬克公司最新裝備技術(shù),以及TMEIC公司最新的自動(dòng)化控制和傳動(dòng)系統(tǒng)。廣泛吸收其他生產(chǎn)線的配置優(yōu)點(diǎn):大壓下量的定寬機(jī)、邊部加熱器、產(chǎn)品質(zhì)量分析系統(tǒng)PQA等,為生產(chǎn)具有競(jìng)爭(zhēng)力的產(chǎn)品提供了設(shè)備和技術(shù)保障。軋后冷卻設(shè)備設(shè)計(jì)為國(guó)內(nèi)首家同時(shí)采用前后置超快冷配置。熱軋雙相鋼具有高強(qiáng)度,高塑性,高抗疲勞性能,成形性好的特點(diǎn),成為汽車用鋼的熱點(diǎn)[1]。自產(chǎn)線投產(chǎn)以來(lái),利用超快冷高壓模式對(duì)雙相鋼產(chǎn)品生產(chǎn)進(jìn)行了多次調(diào)試,不斷總結(jié)經(jīng)驗(yàn),優(yōu)化工藝,最終實(shí)現(xiàn)了雙相鋼的批量穩(wěn)定生產(chǎn)。
1 產(chǎn)線流程
產(chǎn)線流程如圖1所示。

圖1 產(chǎn)線流程
2 超快冷簡(jiǎn)介
2.1 前置式超快速冷卻系統(tǒng)
系統(tǒng)設(shè)備布置在精軋機(jī)后,集管數(shù)量為4 組×10對(duì),采用高壓密集射流冷卻裝置,用于將熱軋板帶鋼按給定的工藝要求冷卻到中間溫度。通過(guò)配置的前置式超快速冷卻設(shè)備,結(jié)合層流冷卻,采用直接熱軋加超快速冷卻的生產(chǎn)工藝,利用細(xì)晶強(qiáng)化、析出強(qiáng)化與相變強(qiáng)化相結(jié)合的機(jī)制提高強(qiáng)度、韌性等力學(xué)性能,改善焊接使用性能,可在不添加或少添加合金元素用量的情況下,開(kāi)發(fā)同等級(jí)別的熱軋板帶材,降低生產(chǎn)成本。
2.2 后置式超快速冷卻系統(tǒng)
系統(tǒng)設(shè)備布置在層冷精冷段后卷取機(jī)前,集管數(shù)量為3組×10對(duì),采用高壓密集射流冷卻裝置,將熱軋板帶鋼按給定的工藝要求冷卻到終冷溫度,滿足特殊產(chǎn)品如DP雙相鋼、TRIP鋼等鋼種的生產(chǎn)。
超快冷設(shè)備壓力范圍在0.2~1.0 MPa,最大水量13000 m3/h。軋后冷卻工藝布置見(jiàn)圖2。
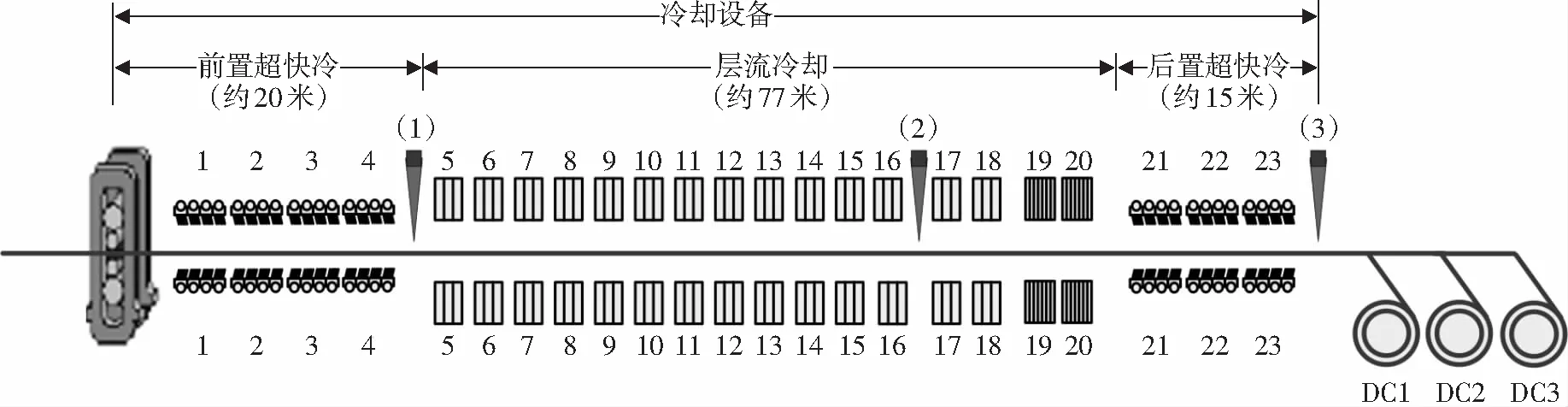
圖2 軋后冷卻工藝布置
3 生產(chǎn)工藝
3.1 成分設(shè)計(jì)
考慮到DP600雙相鋼的特點(diǎn),成分設(shè)計(jì)采用低碳低合金的Si-Mn-Cr系,通過(guò)相變來(lái)獲得鐵素體-馬氏體的雙相組織,成分設(shè)計(jì)見(jiàn)表1所示。
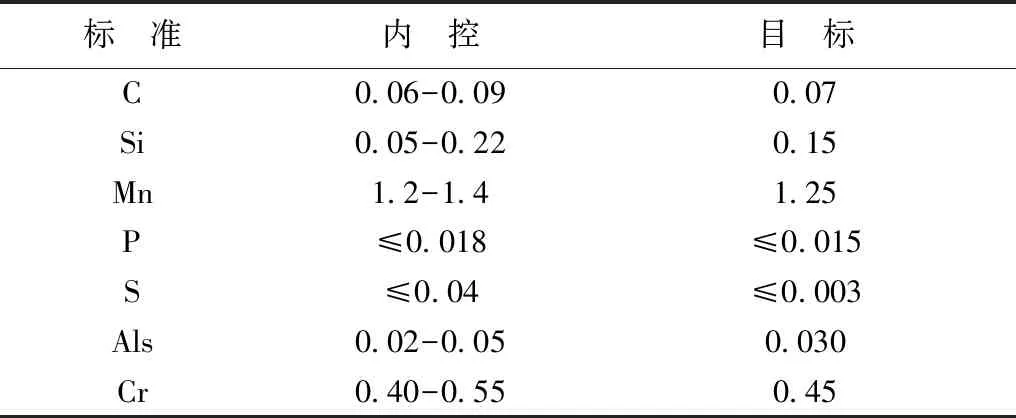
表1 DP600化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
鋼中Cr+Ni+Mo≤1.5%。
3.2 熱軋工藝
3.2.1加熱
(1)加熱時(shí)間260-280 min,為保證表面質(zhì)量,在爐時(shí)間超過(guò)360 min直接打回爐,不得軋制。
(2)加熱出爐溫度提高至1240 ℃,采用弱氧化氣氛燒鋼。
3.2.2粗軋
(1)R2軋機(jī)終軋溫度:平均控制在1080 ℃。
(2)R2軋機(jī)5道次均開(kāi)啟除鱗。
3.2.3精軋
(1)精軋入口溫度FET在1030-1050 ℃左右,終軋溫度設(shè)定為820 ℃,工序重點(diǎn)為冷卻溫度的精準(zhǔn)控制。為保證卷取溫度控制,首先須保證終軋溫度的精準(zhǔn)控制,因此精軋軋制速度采用勻速軋制,以4.2 mm DP600為例,精軋穿帶速度為6 m/s,軋制速度為7.5 m/s。
3.2.4軋后冷卻及組織性能
在軋后冷卻段控制相變開(kāi)始點(diǎn)和結(jié)束點(diǎn),得到合理的馬氏體和鐵素體體積分?jǐn)?shù),是熱軋馬氏體雙相鋼的基本原理[2],超快冷TMCP過(guò)程應(yīng)滿足以下條件:(1)足夠的鐵素體生成;(2)抑制珠光體和貝氏體生成;(3)殘余奧氏體轉(zhuǎn)變?yōu)轳R氏體[3]。根據(jù)化學(xué)成分,為實(shí)現(xiàn)生產(chǎn)低成本高強(qiáng)度雙相鋼的目的,設(shè)計(jì)采用低溫卷曲的工藝,前置超快冷出口溫度670 ℃,空冷10 s, 250 ℃低溫卷取,冷卻工藝路徑如圖3所示。
第一次試制,冷卻采用前后置超快冷高壓模式,壓力設(shè)定為0.8 MPa,中間普通層流冷卻僅投用兩組精調(diào)段,其余集管不用,超快冷水泵開(kāi)啟5臺(tái),總水量8000 m3/h,具體工藝如表2、圖4、圖5所示。
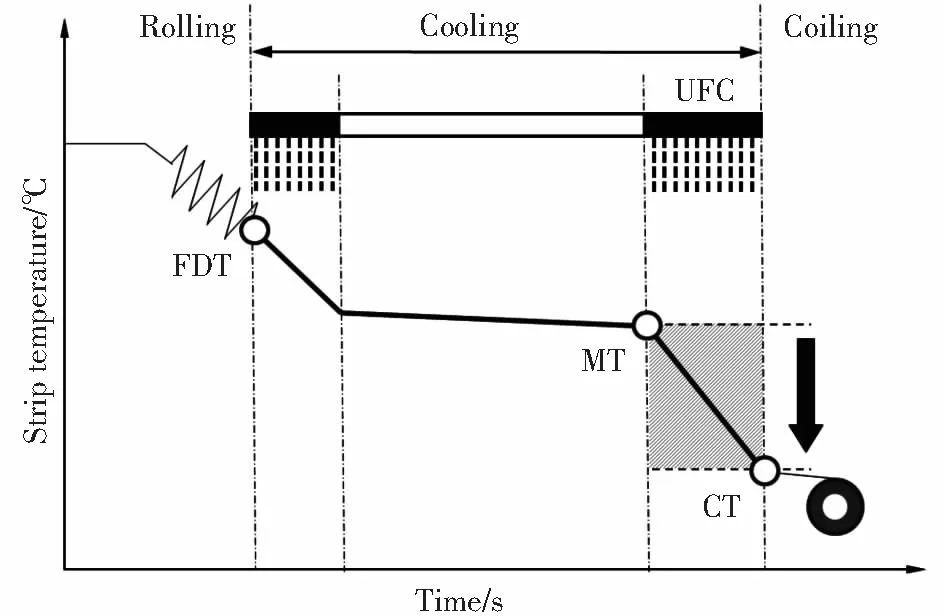
圖3 基于超快冷的雙相鋼工藝路徑控制示意圖
試制產(chǎn)品性能如表3所示。
2支4.2 mm DP600卷取溫度整體偏高。第一支抗拉強(qiáng)度不合格,第二支整體卷取溫度比第一支低50℃,性能合格但總體強(qiáng)度余量較小。金相組織如圖6所示。
從金相組織來(lái)看,主要為鐵素體和少量馬氏體,本次試制的雙相鋼卷取溫度較高,H1218A078227組織中出現(xiàn)貝氏體。對(duì)于4.2 mm DP600雙相鋼,卷取溫度控制在250 ℃以下,可以實(shí)現(xiàn)強(qiáng)度滿足要求。本次試制的4.2 mm DP600,第一支尾部溫度達(dá)450 ℃,抗拉強(qiáng)度不合格;第二支尾部卷取溫度300-350 ℃,抗拉強(qiáng)度合格,但由于組織中出現(xiàn)貝氏體組織,屈服強(qiáng)度較高。

表2 DP600試制生產(chǎn)工藝
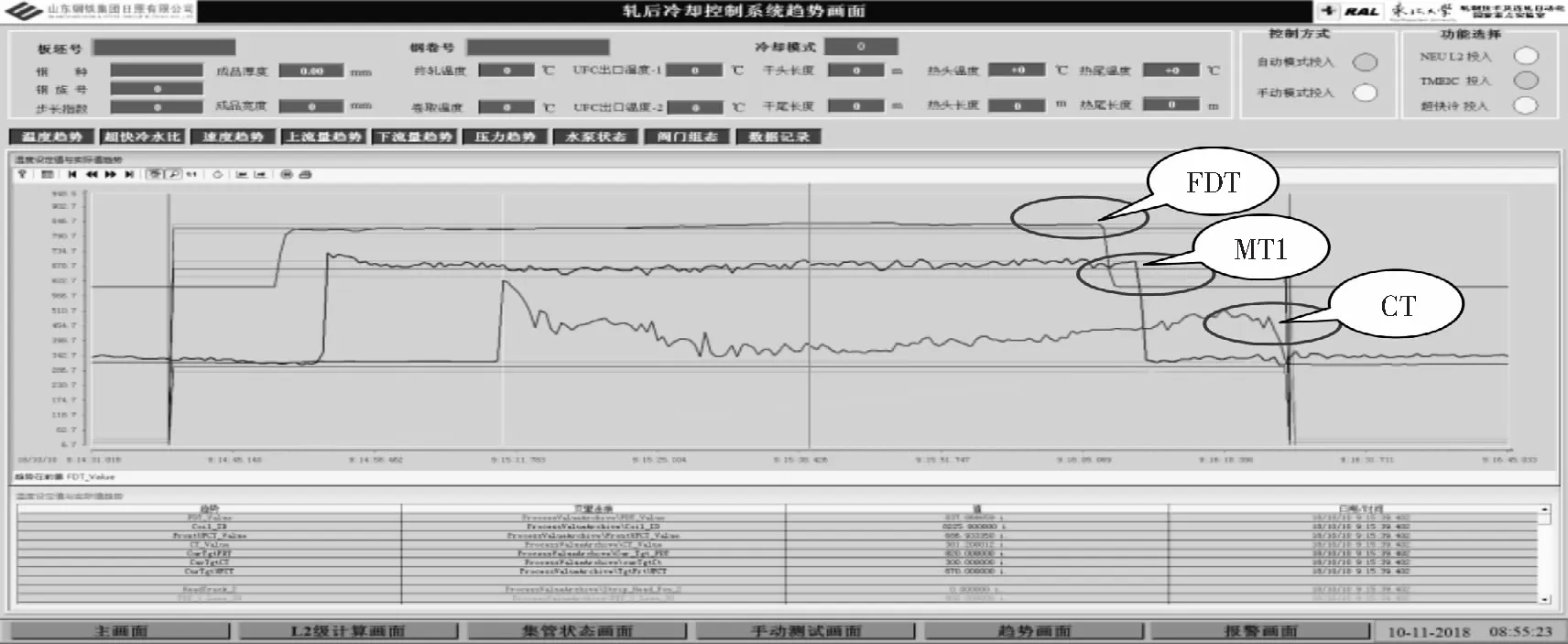
圖4 H1218A078225溫度曲線
圖5 H1218A078227溫度曲線

規(guī) 格鋼卷號(hào)屈服強(qiáng)度,MPa抗拉強(qiáng)度,MPa延伸率A50,%屈強(qiáng)比 DP600指標(biāo)要求330-470580-700≥24-4.2mmH1218A078225初驗(yàn)431519260.83復(fù)驗(yàn)428519320.8243952527.50.84H1218A078227初驗(yàn)46758825.50.79
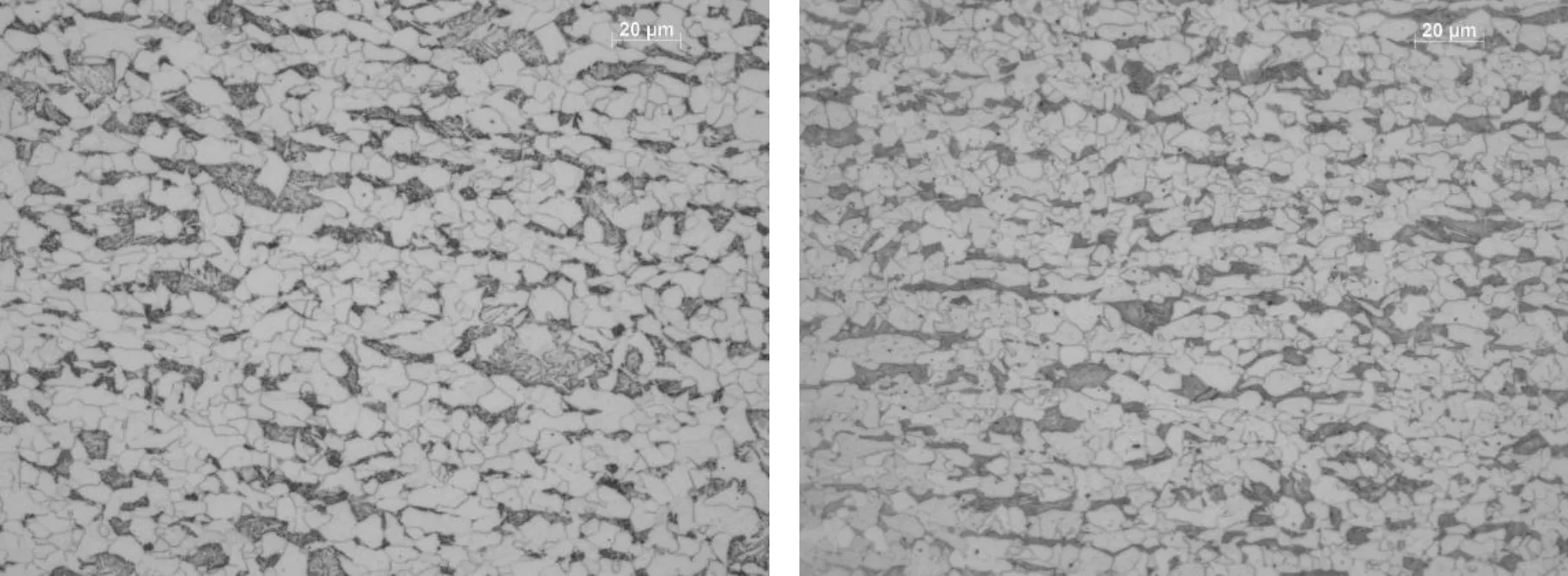
H1218A078225 H1218A078227圖6 首次試制雙相鋼的金相組織
依據(jù)首次試制結(jié)果,綜合設(shè)備和工藝控制情況,在后續(xù)試制時(shí),增加超快冷水泵至6臺(tái),總水量10 000 m3/h,其余工藝不變,具體工藝如表4、圖7、圖8所示。卷取溫度較低,主要是高壓模式水量大,帶鋼表面帶有殘留水,加上現(xiàn)場(chǎng)水汽較大,影響了高溫計(jì)檢測(cè),使用手持高溫計(jì)卸卷后立即檢測(cè),實(shí)際溫度應(yīng)在200 ℃左右。
產(chǎn)品性能如表5所示。
優(yōu)化工藝后的金相圖及兩相比例圖如圖9、圖10所示。

表4 優(yōu)化后生產(chǎn)工藝
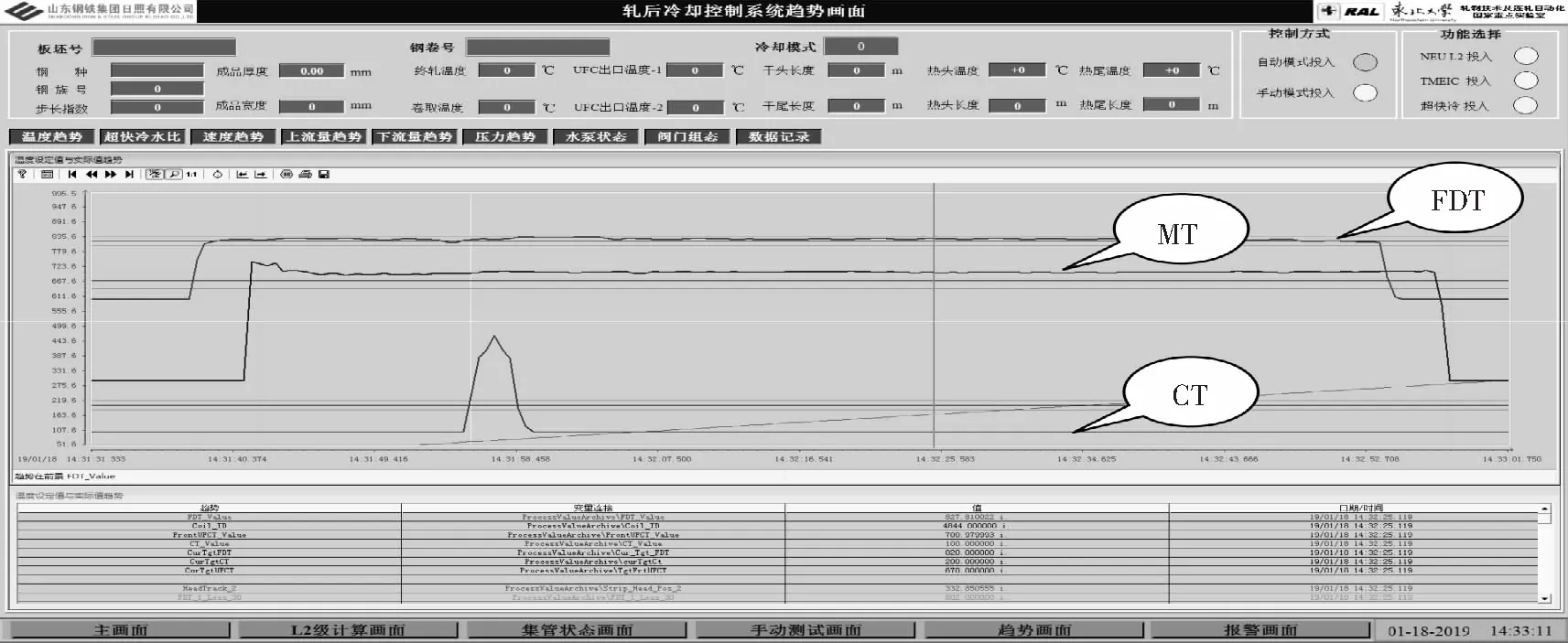
圖7 H12191000873卷取溫度
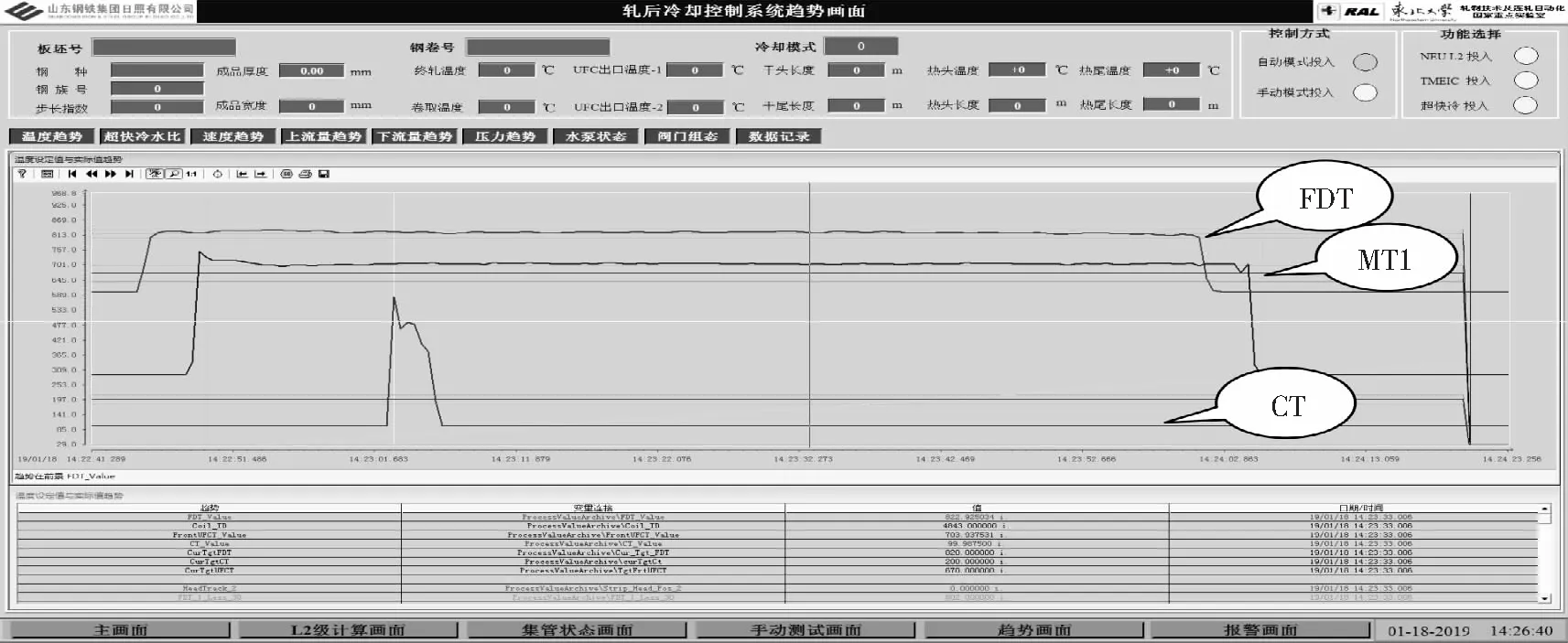
圖8 H11191000872卷取溫度

規(guī) 格鋼卷號(hào)屈服強(qiáng)度,MPa抗拉強(qiáng)度,MPa延伸率A50,%屈強(qiáng)比 DP600指標(biāo)要求330-470580-700≥24-4.2mmH12191000873初驗(yàn)365642270.57H11197000872初驗(yàn)359623280.57
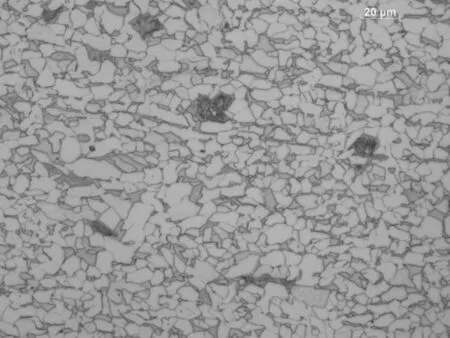
H12191000873
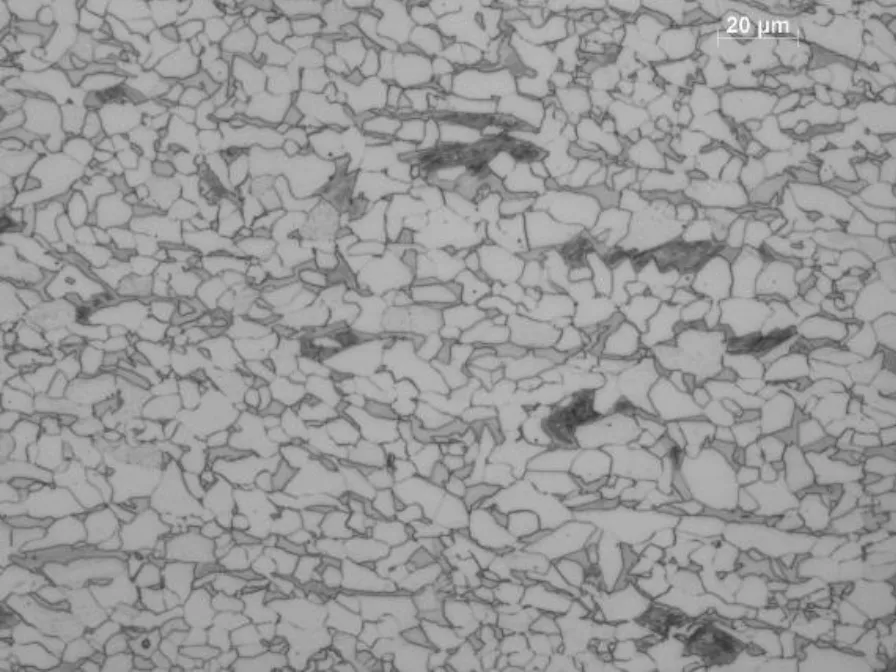
H11197000872圖9 優(yōu)化工藝后的雙相鋼金相組織
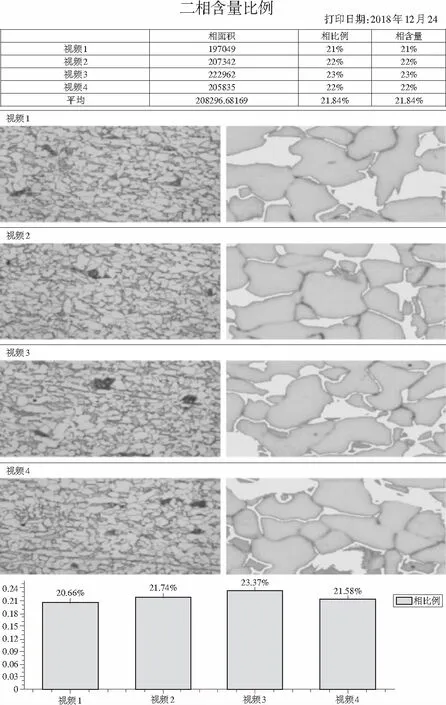
圖10 優(yōu)化工藝后的雙相鋼兩相比例
從金相組織來(lái)看,主要為鐵素體和馬氏體組織;由兩相比例圖看,馬氏體組織約占22%左右。將該工藝生產(chǎn)的雙相鋼送用戶處進(jìn)行試用,試用情況良好,用戶對(duì)產(chǎn)品質(zhì)量表示滿意,并簽訂了批量供貨協(xié)議。
4 結(jié)論
(1)要得到鐵素體-馬氏體雙相鋼,采用低溫卷取的工藝時(shí),超快冷高壓模式的水量和壓力穩(wěn)定是關(guān)鍵,正常情況下,超快冷需滿足壓力0.8 MPa,水量10000 m3/h。
(2)超快冷高壓模式水量過(guò)大,對(duì)側(cè)噴、反噴裝置要求較高,必須保證帶鋼表面吹掃干凈,否則會(huì)影響溫度檢測(cè),進(jìn)而影響溫度反饋控制。
(3)針對(duì)雙相鋼生產(chǎn)提出了一系列工藝優(yōu)化措施,目前在工藝實(shí)現(xiàn)方面,雙相鋼的生產(chǎn)調(diào)試取得了成功,軋制過(guò)程穩(wěn)定,各控制模塊運(yùn)行比較正常,產(chǎn)品性能和表面質(zhì)量均滿足要求。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52