面向不規則煙包的籠車碼垛系統的設計與應用
2019-06-01 05:45:18林海波熊英俊付華森時峻峰
煙草科技 2019年4期
林海波,熊英俊,付華森,張 毅,時峻峰
1.重慶郵電大學自動化學院,重慶市南岸區崇文路2號 400065
2.湖北省煙草公司宜昌市公司,湖北省宜昌市西陵區沿江大道42號 443000
3.湖北眾與和智能裝備科技有限公司,湖北省宜昌市西陵區黃河路8號 443000
目前國內煙草物流企業通常利用人工把不規則煙包放入托盤或籠車中進行碼垛,勞動強度大,工作效率低且容易出錯[1]。隨著工業自動化技術的快速發展,碼垛機器人在機械制造、食品飲料、化工、倉儲物流等領域發揮著重要作用,已成為工業自動化生產過程中不可或缺的設備[2]。近年來針對碼垛機器人的應用已開展了大量研究,葉辰雷等[3]分析了碼垛機器人的常規工作模式,利用圓弧插補方式對運行軌跡進行了優化;董航等[4]提出了一種可以用于控制碼垛機器人平穩運行的上層算法;Zhang 等[1]利用三次樣條迭代算法碼垛煙包,使碼垛軌跡更加平滑;萬彪剛[5]設計了一種件煙碼垛機器人控制系統,并提出了拐角處圓弧過渡的優化方法;李銀華等[6]采用脈沖區間算法降低了煙箱分揀的誤差率。但是針對不規則煙包碼垛尚未有理想的實際應用方案。為此,以宜昌市煙草公司物流配送中心為對象,通過對煙包碼垛過程進行分析,設計了一種面向不規則煙包的籠車碼垛系統,以期滿足碼垛作業需求,提高碼垛系統的工作效率和準確性。
1 系統設計
1.1 結構組成
面向不規則煙包的籠車碼垛系統主要由預排層算法、矯正裝置、緩沖區和碼垛機器人等部分組成,其硬件布局見圖1。首先在計算機中提前存入條煙訂單數據,根據訂單可以判斷出每個煙包中的條煙數量,再利用預排層算法確定煙包到達輸送帶末端的姿態以及運動路徑。當煙包到達輸送帶末端時,通過矯正裝置對煙包位置和姿態進行調節,以便碼垛機器人穩定抓取。
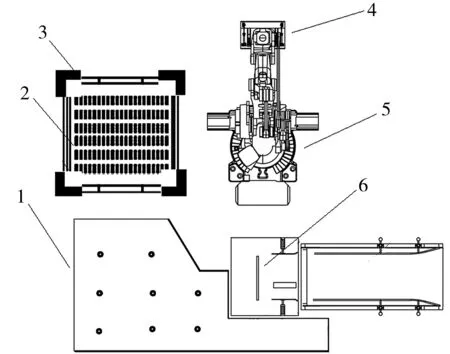
圖1 碼垛系統硬件布局圖Fig.1 Hardware layout of stacking system
1.2 煙包矯正裝置
為了使碼垛機器人抓取煙包更加穩定,設計了矯正裝置用于調整煙包位置和姿態。該裝置主要由位置限位板、氣缸、橫向夾板、矯正導條、固定裝置、頂升裝置、輸送帶等部分組成,見圖2。其中,矯正導條由兩根形狀特定的鋼條構成,固定在傳送裝置的兩邊用于引導煙包的運動方向;位置限位板位于矯正裝置末端,與兩邊的橫向夾板共同作用確定煙包在水平面上的位置;橫向夾板安裝于矯正裝置的末端兩側,板上布滿細孔,用于降低夾緊煙包時夾板與煙包表面薄膜擠壓而產生的噪聲;頂升裝置是固定在豎直方向上的一個頂升氣缸,位于矯正裝置下方,通過水平面上的洞口進行頂升和收縮,用于調節煙包豎直方向上的姿態。
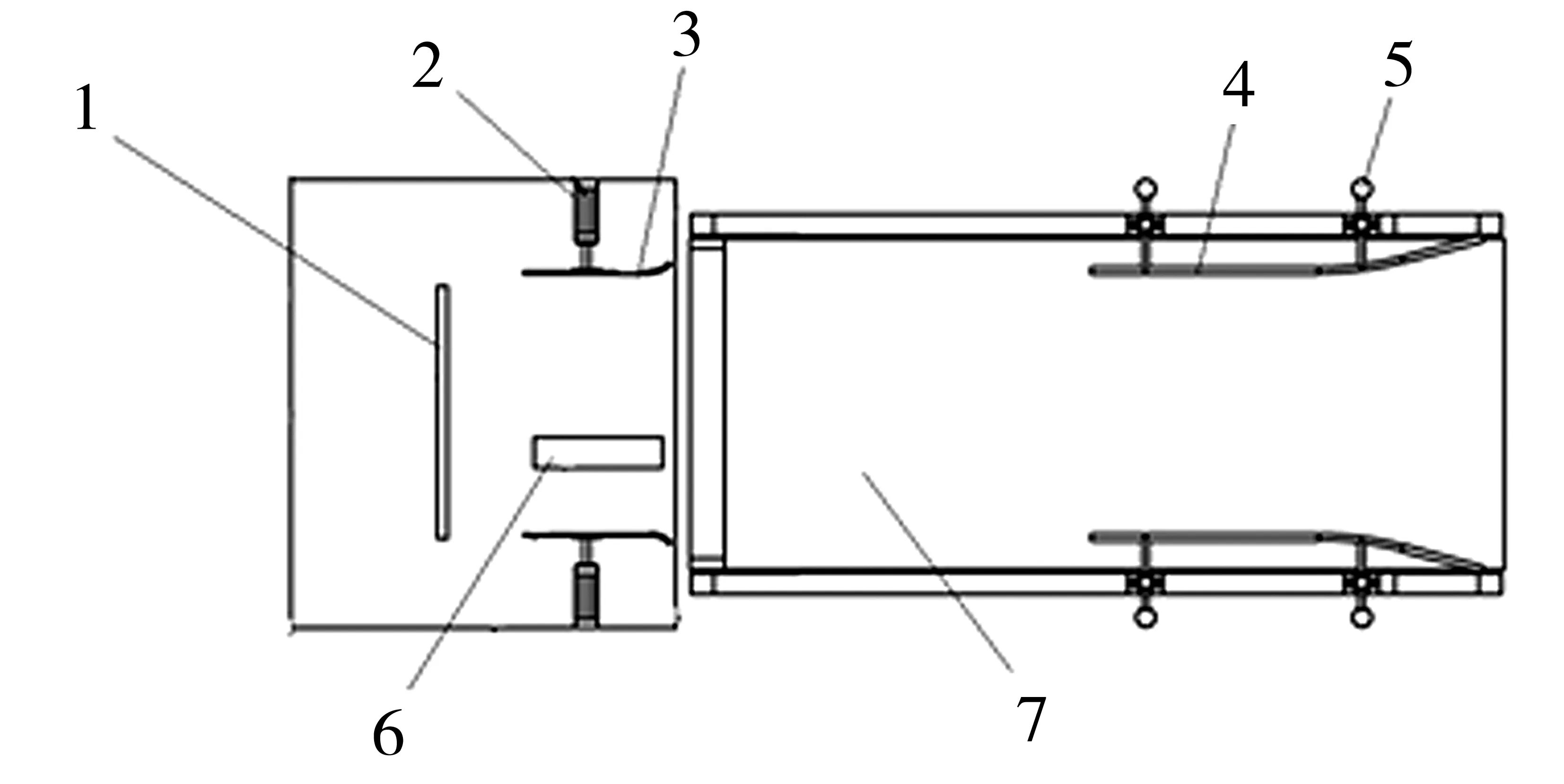
圖2 矯正裝置Fig.2 Correcting device
1.3 緩沖區
在碼垛機器人附近有13 個緩沖區,用于放置不能直接放入籠車中的煙包,緩沖區1 ~13 分別標記為H1~H13(數字較小的為低位緩沖區,反之為高位緩沖區),見圖3。其中,H1 位于煙包矯正裝置的上方,其余12 個緩沖區位于碼垛機器人的四周。
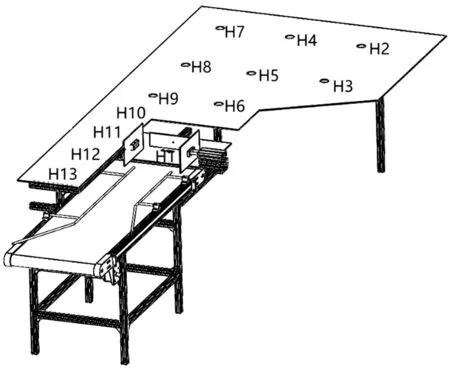
圖3 緩沖區平臺示意圖Fig.3 Schematic diagram of buffer platform
1.4 煙包預排層算法
根據先到煙包優先匹配和效率最優原則,設計了一種煙包預排層算法,利用該算法對各個煙包的狀態和次序進行處理后,再放入籠車中碼垛。
1.4.1 煙包分類
根據訂單將煙包用塑料薄膜打包成一個整體,其最小組成單位是1 條煙,如果5 條煙組成一層,一個煙包最多有5 層,即有25 條煙。因此,一個煙包最少有1 條煙,最多有25 條煙,共有25 種類型,見圖4。對于層數n 的煙包,頂層可以有1~5條煙共5 種情況。對于頂層有3~5 條煙的煙包,可以平穩支撐起上方煙包,這種煙包歸為n 層A 類;對于頂層有1~2 條煙的煙包,其上方無法平穩放置其他煙包,這種煙包歸為n 層B 類。
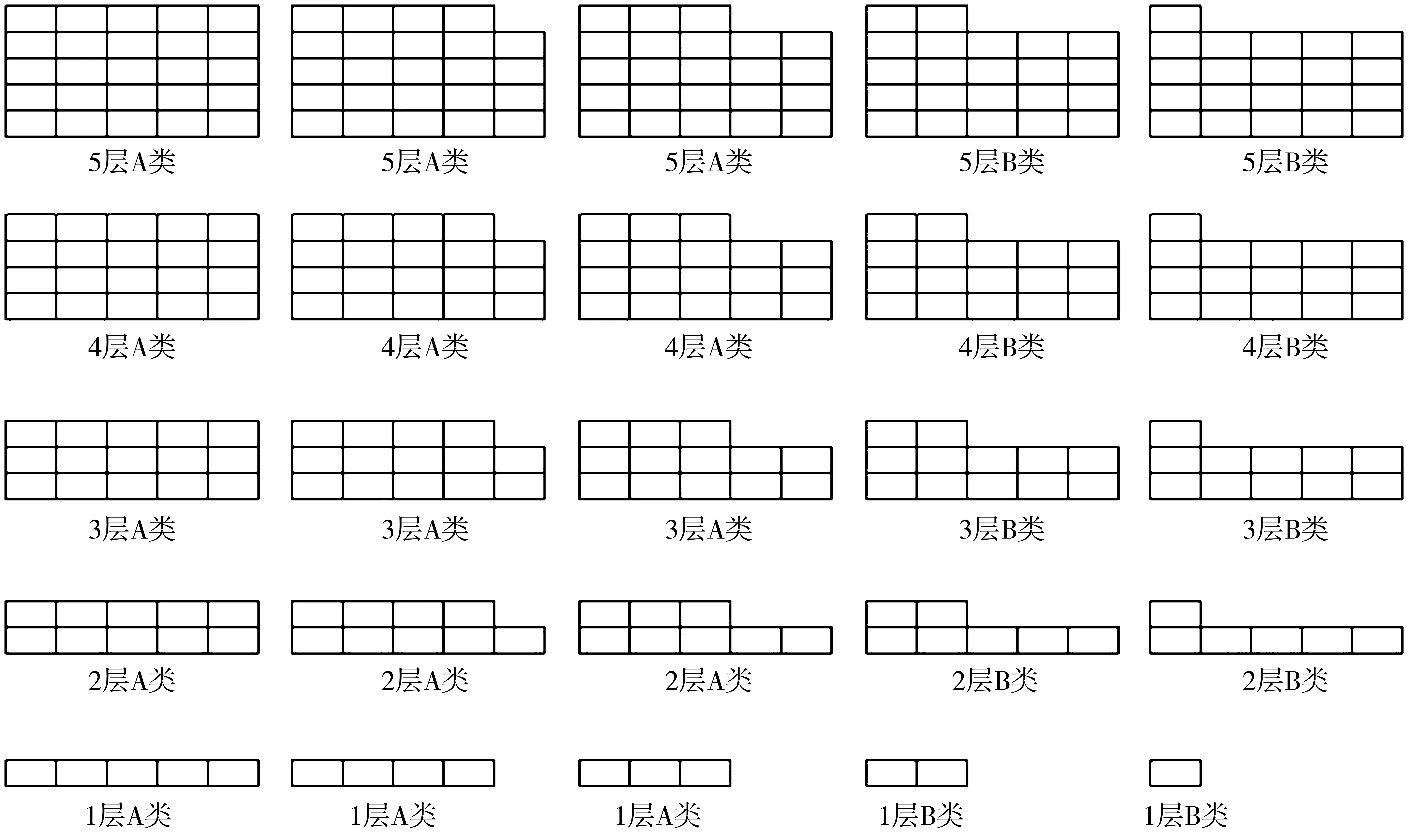
圖4 25 種煙包類型Fig.4 Cigarette parcels of 25 types
1.4.2 煙包在籠車中的擺放規則
用于放置煙包的籠車只有一個開口,其余三邊用鐵網固定。煙包在籠車中的擺放位置有7個,依次編號為1~7,見圖5。機械抓手有固定端和自由端,通過自由端的伸縮來夾放煙包,考慮到自由端的抓手容易損壞籠車和煙包,碼垛機器人抓取煙包時需要按一定規則和順序放入籠車中。

圖5 煙包在籠車中的擺放位置Fig.5 Positions of cigarette parcels in caged-vehicle
抓取的煙包先放入位置1,再放入位置2 或位置3,只有位置2 和位置3 都放好煙包,才可以放入位置4;只有位置2 放好才可以放入位置5;只有位置4 和位置5 都放好才可以放入位置6;位置7 是最后一個放入位置。籠車中較后放入煙包的位置是低位位置,所有低位位置煙包高度不能高于高位位置煙包高度,在滿足以上所有條件下優先將煙包放到堆疊高度較低的位置。
1.4.3 算法實現
煙包預排層算法實現過程見圖6。皮帶輸送的煙包共25 種,根據相鄰煙包、緩沖區煙包以及籠車中煙包情況進行匹配和碼垛。籠車外可能存在相鄰第i 與i+1 個煙包進行匹配,也可能存在當前第i 個煙包與緩沖區H2~H13 上煙包進行匹配,這兩種情況下匹配后的煙包高度不能高于5 層煙包。把煙包放入籠車中匹配和碼垛時,需要遵循煙包在籠車中的擺放規則。如果相鄰煙包可以成功匹配,則直接將匹配后的煙包放入籠車中進行碼垛,否則根據煙包分類進行處理,A 類煙包直接放入籠車中,B 類煙包根據匹配需求進行姿態調整。
B 類煙包到達矯正裝置時有兩種姿態,兩種煙包互為翻轉180°,見圖7a 和圖7b。在此情況下,B類煙包可以將其中一個煙包以翻轉姿態與另一個正姿態煙包進行匹配,見圖7c。
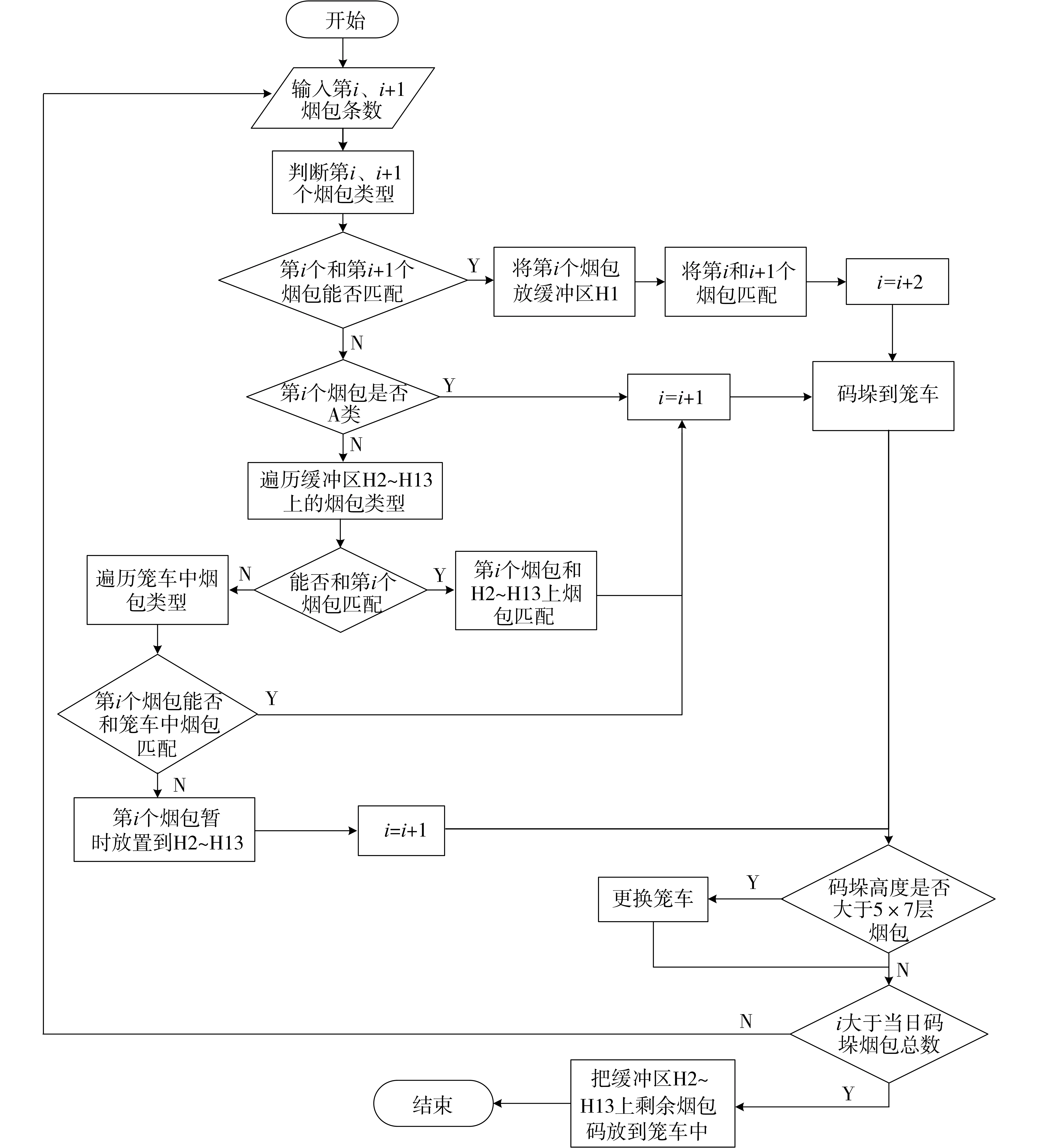
圖6 預排層算法流程圖Fig.6 Flow chart of pre-layering algorithm
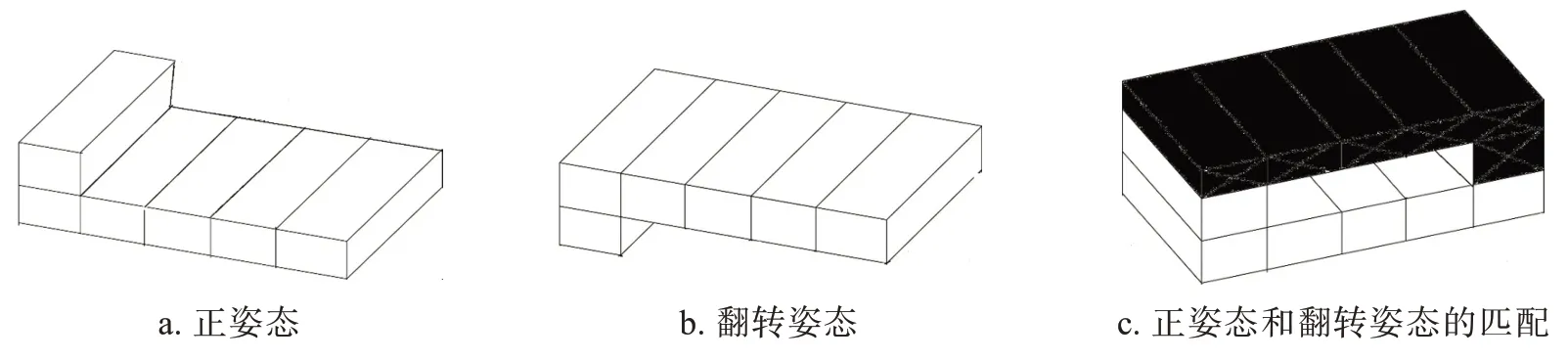
圖7 煙包姿態Fig.7 Orientation of cigarette parcels
2 碼垛機器人軌跡規劃
2.1 3-5-3樣條插值函數
利用碼垛機器人抓取矯正后煙包進行匹配和碼垛。為了保證煙包抓取和放置平穩,分別在抓取點和放置點的正上方設置一個過渡點[7]。碼垛機器人最基本的抓取到放置過程是:抓取點A→過渡點B→過渡點C→放置點D。
本文中利用高階多項式插值函數對一次抓取到放置過程進行軌跡規劃研究。其中,五次多項式插值法通過增加約束條件,可以使角度和角速度的變化曲線更加平滑,也可以解決三次多項式插值法中關節角速度出現突變等問題。由于增加了約束條件,運算量相應變大,推導過程也更加復雜[8]。
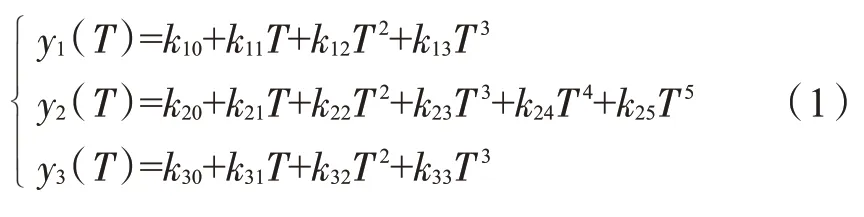
結合三次多項式和五次多項式插值法的優勢,采用3-5-3 樣條插值函數進行軌跡規劃[9]。抓取點A 到過渡點B 用三次樣條函數擬合,過渡點B到過渡點C 用五次樣條函數擬合,過渡點C 到放置點D 用三次樣條函數擬合。這3 段路徑的軌跡方程分別為:
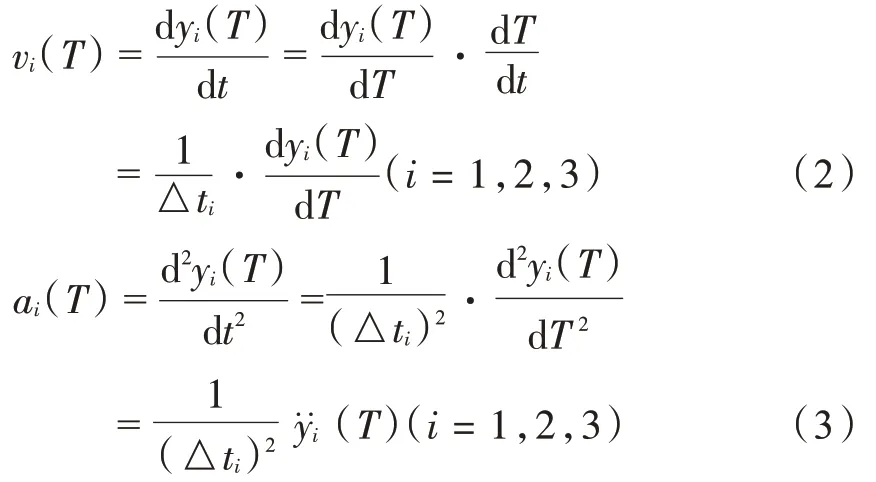
各個關節的角速度和角加速度分別為:
利用3-5-3 方法進行軌跡擬合,3 段軌跡由4個點組成,假設 4 個點的位置分別為 S0,S1,S2,S3,角速度分別為 v0,v1,v2,v3,角加速度分別 a0,a1,a2,a3。則存在以下已知條件:①各個關節在抓取點A和放置點 B 的位置 S0,S3,角速度 v0,v3,角加速度a0,a3;②各個關節在過渡點 B 和 C 的位置 S1,S2;③3 段軌跡的位置、角速度以及角加速度連續、可導。由條件③可推出以下關系:

根據以上已知的14 個條件,可以求解出14 個未知系數k1j(j=0,1,2,3),k2j(j=0,1,2,3,4,5),k3j(j =0,1,2,3)。
2.2 基于改進遺傳算法的時間優化
已知每段多項式的插值時間,根據式(1)可求解出14 個未知參數。但還需要選擇最優多項式插值時間,使機械手運動時間最短。為此,基于遺傳算法對時間進行優化:
式中:hi(i = 1,2,…,m-1)表示第i 段B 樣條的時間間隔,hi=ti+1-ti;Vimax、aimax分別表示角速度約束和角加速度約束。
基于改進遺傳算法的時間優化步驟為:
(1)編碼。將機械手沿每段樣條曲線運動時間hi編碼成遺傳算法所需要的染色體。由于實數編碼具有精度高、簡單靈活、表示范圍大等特點[10],文中采用實數編碼表示決策變量hi。
(2)種群初始化。初始種群確定在每段hi的取值范圍內,隨機產生一定數量個體。
(3)種群適應度函數f。適應度值是遺傳算法評價個體的標準[11],本文中采用外點懲罰函數法,根據優化目標確定f = ∑ti+ εp,其中p 是添加的懲罰函數項,ε為懲罰因子。
(4)選擇方式。采用自適應遺傳方式計算種群的評價適應度值favg,篩選出適應度值大于平均值的個體,將其作為子代個體。
(5)改進自適應交叉與變異方式。采用單點交叉方式生成新個體,按照單點變異方式進行操作。在進化初期增大種群的交叉概率,減少變異概率,以避免優質個體處于停滯狀態,且不會破壞個體結構。在進化后期減少交叉概率,以避免最優個體的有效模式被破壞,同時增大變異概率,增強局部搜索能力,保持種群的多樣性。根據每代個體的適應度值,自適應調整后的交叉概率Pc和變異概率Pm分別為:
式中:k0= 1-(fmax- favg)/fmaxavg,fmax和 favg分別表示種群最大和平均適應度值,fmaxavg表示當代進化代數fmax與favg的最大差值;f '是相互變異的兩個體中得到的較大適應度值;P1、k1和k2均為常數。
2.3 Matlab仿真及分析
采用MATLAB 軟件進行仿真,種群規模取100,迭代次數取100。其中,交叉與變異概率參數分別為:P1= 0.5,k1= 0.005,k2= 0.02。由圖8 可見,在滿足碼垛機器人角速度和角加速度約束條件下,改進遺傳算法比標準遺傳算法收斂速度快,能夠快速找到最優目標值;由圖9 可見,碼垛機器人在滿足運動學約束條件下,各個關節位置、角速度、角加速度曲線平穩光滑,規劃軌跡符合碼垛機器人工作要求。
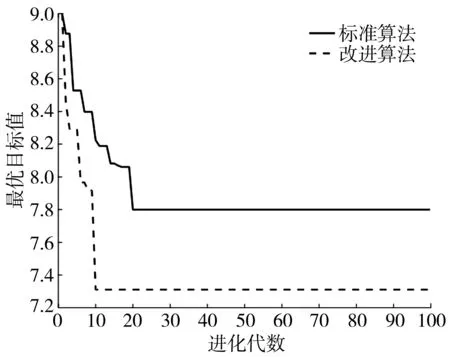
圖8 兩種算法運行時間對比Fig.8 Comparison of running time between two algorithms
3 應用效果
3.1 試驗設計
將不規則煙包籠車碼垛系統應用于宜昌市煙草公司物流配送中心,按訂單順序隨機選取2017年4—7月共4 個月的銷售訂單100 個。碼垛機器人以1.8 m/s 速度運行,煙包輸送速度與物流配送中心其他輸送帶速度保持一致,統計煙包數量、碼垛時間、碼垛速度、運行噪聲、條煙損壞率等數據。
3.2 數據分析
由圖10a 可見,100 次測試中碼垛煙包數量在 4 000 ~ 7 000 包/次之間。由圖 10b 可見,每個訂單所用碼垛時間為5 ~10 h/次,煙包數量除以碼垛時間即可得到煙包碼垛速度。由圖10c 可見,系統碼垛速度在810 ~870 包/h 之間,顯著高于人工碼垛速度,能夠滿足煙草物流配送中心工作要求[12]。由圖 10d 可見,測試現場運行噪聲在 62 ~65 dB 之間,符合工業企業環境噪聲排放標準[13]。由圖10e 可見,在第53 次測試中,4 300 個煙包中出現了1 個損壞煙包,條煙損壞率僅為0.02%。由圖10f 可見,所有測試中沒有出現碼垛出錯現象。

圖9 改進算法后各關節運行狀態Fig.9 Running status of each articulation after algorithm modification

圖10 碼垛系統現場測試數據Fig.10 On-site test data of stacking system
4 結論
基于預排層算法設計了一種面向不規則煙包的籠車碼垛系統,利用矯正裝置調整煙包位置和姿態,采用碼垛機器人實現煙包放入籠車中的自動碼垛,有效解決了人工碼垛煙包工作效率低、容易出錯等問題。以宜昌市煙草物流配送中心為對象進行測試,結果表明:煙包碼垛速度大于800 包/h,條煙損壞率小于0.1%,碼垛出錯率小于0.1%,設備運行噪聲小于72 dB,各項指標均能達到物流配送中心的工作要求,提高了煙草物流生產的自動化水平。
