面向鋼軌目標廓形的多砂帶磨削作業打磨模式
2019-06-04 01:17:24劉月明赫思堯丁召倫李建勇
中國鐵道科學 2019年3期
劉月明,赫思堯,丁召倫,王 慧,李建勇
(1.北京交通大學 機械與電子控制工程學院,北京 100044;2.廣州有軌電車有限責任公司 工務部,廣東 廣州 510308)
鋼軌承運著不同型式、載重、速度的列車運行,輪對長期碾壓沖擊致使鋼軌表面出現接觸疲勞層、波浪形磨耗、剝落、肥邊等病害[1-2]。通過鋼軌打磨可切除鋼軌表層材料以清除病害層,并可修復鋼軌廓形以改善輪軌接觸關系,大幅延長鋼軌服役壽命。鋼軌打磨作為公認的鋼軌養護技術,在國內外軌道交通領域已得到廣泛運用,縮減了鋼軌更換成本,明顯改善了運營經濟效益[3]。
當前鋼軌打磨裝備多為砂輪,它們以不同角度和選定功率組合而成的作業方式成為打磨模式。顧凱凱等[4]利用鋼軌打磨試驗裝置,研究不同工藝參數下的砂輪/鋼軌間的摩擦系數、表面粗糙度、磨損量等,獲取規律可導現場打磨作業的實施。依據GMC96頭鋼軌打磨車,Lin等[5]提出砂輪打磨模式的生成算法,并據此確定不同打磨遍數的材料去除任務量,為鋼軌打磨作業優化提供依據。面向鋼軌打磨作業需求,砂帶打磨具有彈性接觸、冷態磨削等獨特的加工優勢,已經被用于國內外的有軌電車軌道維護,其用于鋼軌打磨作業時火花沿鋼軌縱向噴出,易于實現集塵且降低火花四濺引發火災的概率,且利用內凹型接觸輪包絡廓形可以提高打磨精度。但是,專門以砂帶作為打磨工具且針對多砂帶磨削作業的打磨模式相關研究尚未見報道。
本文將面向鋼軌打磨目標廓形,根據砂帶與鋼軌表面的接觸應力分布情況,結合相關理論建立單砂帶的磨削能力評價模型,以此為基礎對多條砂帶磨削作業的打磨模式進行研究,利用仿真對所提出的打磨模式進行打磨質量評價驗證。
1 單條砂帶材料去除模型的建立
鋼軌廓形不是規則曲線,其系經輪軌匹配優化形成。以當前國內多數采用的60 kg·m-1鋼軌為例,其幾何廓形如圖1所示。由圖1可見,該廓形是由R13,R80和R300的光滑曲線連接而成。為清晰描述打磨模式,現將磨削角度定義為:鋼軌廓形截面上任一點的法線方向與豎直方向的夾角,以α表示。
打磨鋼軌旨在修復其廓形,并去除其表面的病害層。砂帶磨削一般由帶有橡膠層的接觸輪支撐砂帶實現材料去除,針對鋼軌目標廓形的形成精度需要,為降低砂帶磨頭數,可將接觸輪設計成帶有內凹弧度的截面。通過分析鋼軌表面病害層的分布規律,進而合理布置砂帶的磨削角度,以在多砂帶聯合磨削作用下形成所需要的鋼軌目標廓形。
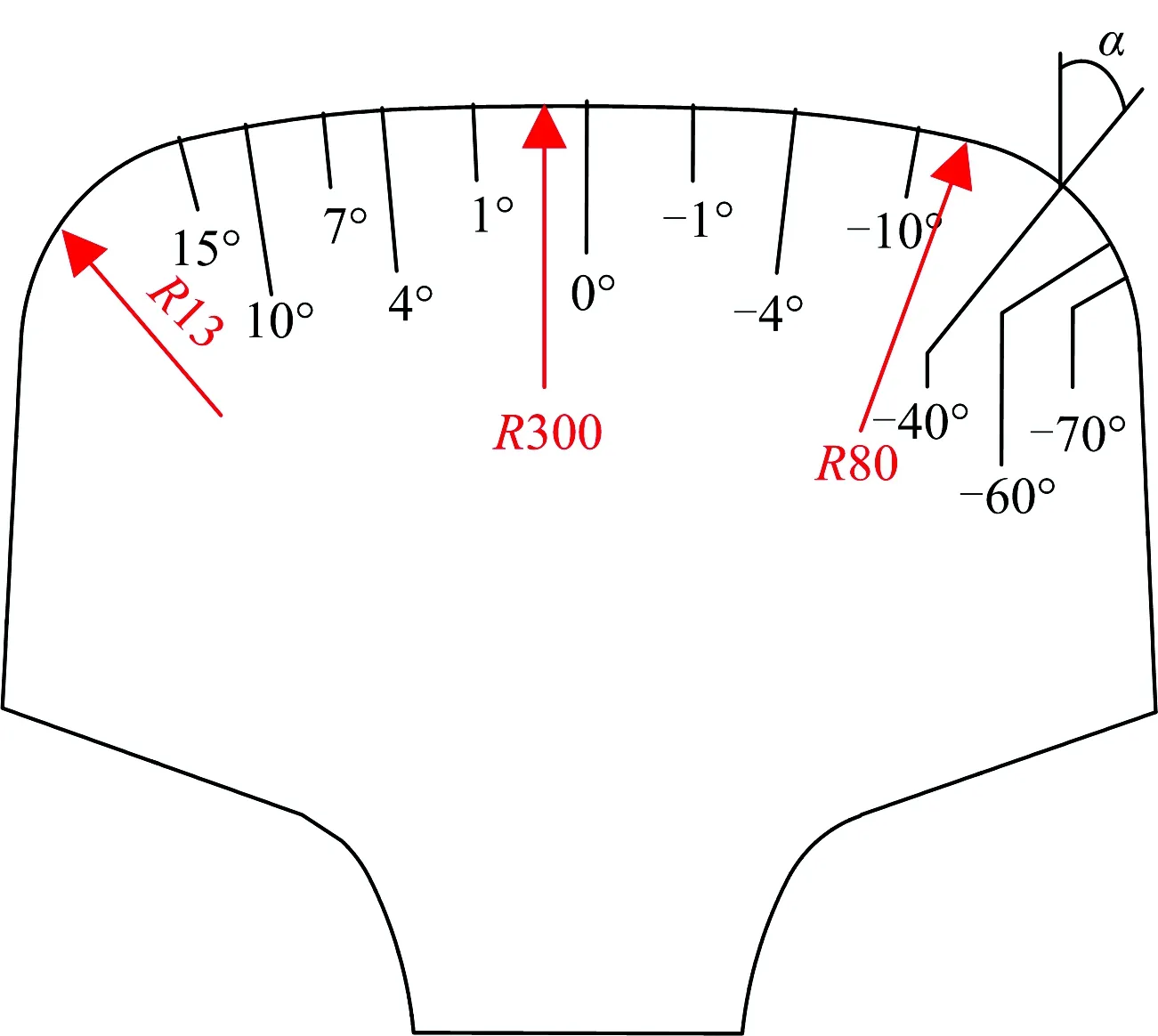
圖1 60 kg·m-1鋼軌幾何廓形及磨削角度
砂帶磨削包絡生成鋼軌目標廓形的原理如圖2所示。由圖2可見,第i個砂帶磨頭與第i+1個砂帶磨頭在鋼軌的不同位置、以不同的磨削角度依次打磨通過鋼軌,去除其表面材料,以使鋼軌廓形逐漸逼近目標廓形,砂帶的磨削角度及包絡次數與鋼軌病害層、砂帶的打磨能力直接相關。
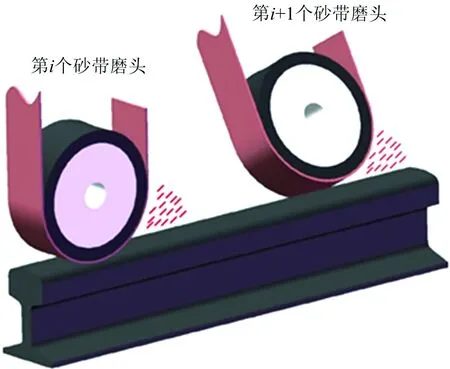
圖2 砂帶磨削包絡形成鋼軌目標廓形
砂帶與鋼軌的接觸狀態直接取決于接觸輪廓形和鋼軌磨耗廓形,在砂帶打磨作業時,接觸輪軸線與鋼軌縱向延伸方向垂直,砂帶打磨機構沿鋼軌縱向進給,通常情況下砂帶與鋼軌間為曲面接觸[6]。打磨時砂帶與鋼軌接觸區域如圖3所示。由圖3可見,砂帶與鋼軌之間呈橢圓狀接觸,其長軸、短軸分別用a和b表示,接觸壓強服從橢圓分布[7-8]。

圖3 鋼軌與砂帶接觸狀態
在該接觸區域內,接觸壓力分布為
(1)
其中,
式中:p(x,y)為接觸區域內壓力分布;x為沿鋼軌縱向的坐標值;y為沿鋼軌橫向的坐標值;p0為橢圓形接觸區域中心點處的最大接觸壓力;Fn為法向接觸力;EC為接觸彈性模量;E1和E2分別為接觸輪和鋼軌的彈性模量;μ1和μ2分別為接觸輪和鋼軌的泊松比;Req為等效半徑;κ1和κ2分別為砂帶與鋼軌表面在接觸處的相對主曲率;R1和R2分別為接觸輪和鋼軌的表面曲率[9]。
當砂帶與鋼軌表面接觸時,施加的打磨力作用方向系沿鋼軌砂帶接觸區域的法線方向,在該打磨力的作用下砂帶與鋼軌表面間形成類似圖3所示的接觸區域,材料去除即由該區域內的砂帶磨料與鋼軌相互作用所致,接觸區域形狀、大小隨接觸點處幾何形狀的變化而變化。
單條砂帶在鋼軌表面打磨過程的示意如圖4所示。圖中:o為打磨鋼軌表面上的一點,以其為原點建立直角坐標系xyz;H為砂帶磨削經過的鋼軌表面區域微元;dt為砂帶與微元H接觸的時間;vs為砂帶磨削速度;vf為砂帶沿鋼軌縱向進給的作業速度。
dt時間內,砂帶沿鋼軌移動產生的表觀接觸軌
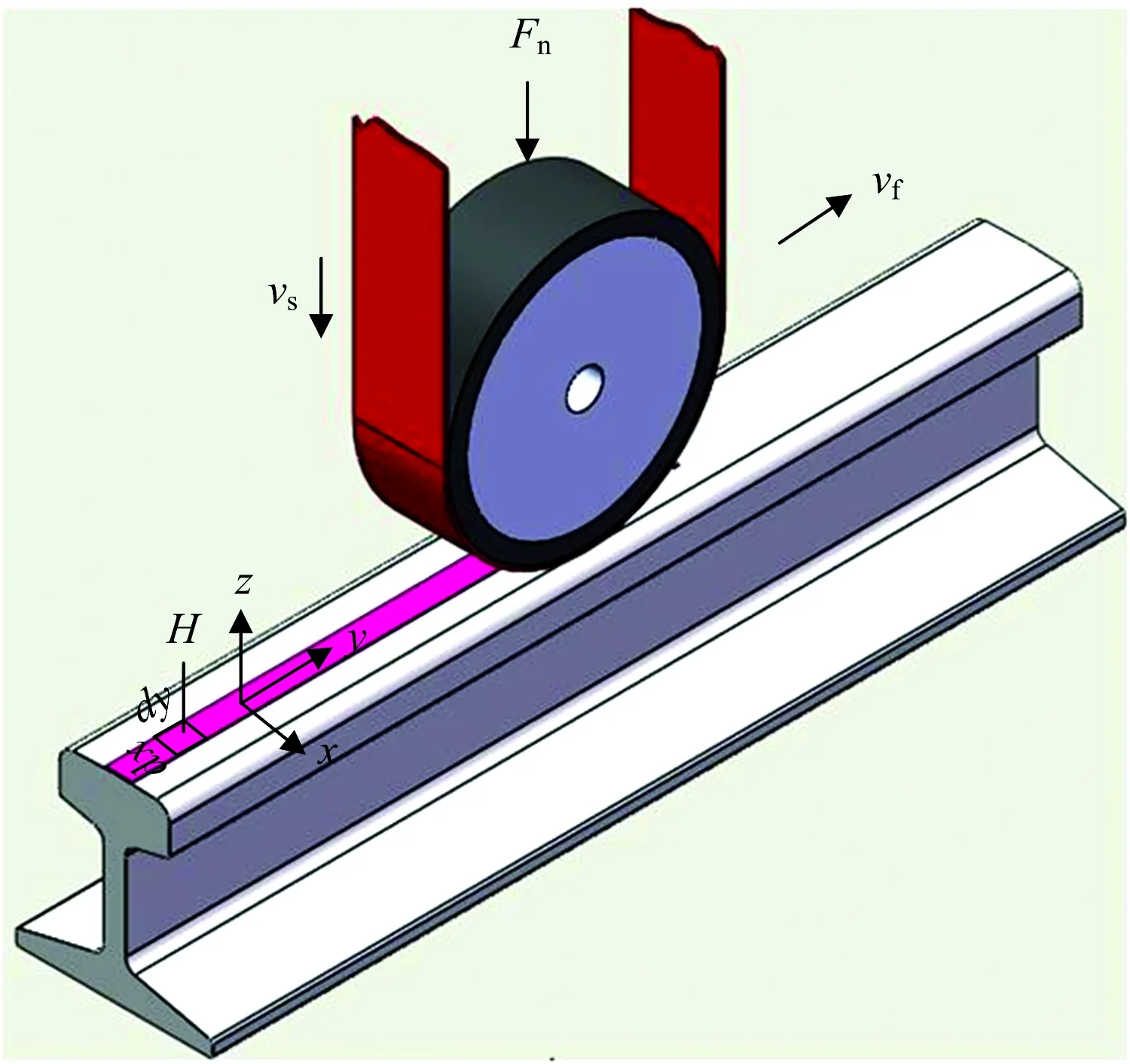
圖4 砂帶磨削痕跡示意圖
跡長度dy為
dy=vfdt
(2)
dt時間內,由于砂帶自身的旋轉,H在砂帶表面真正經過的距離dl則為
dl=vsdt
(3)
聯立式(2)和式(3),得到dt時間內砂帶與鋼軌的實際接觸面積Sw為
(4)
則實際接觸面積Sw上參與磨削的磨粒數Nw為
(5)
式中:N0為砂帶表面單位面積上的磨粒數目。
由切削理論可知,磨削角度為α的單顆磨粒切削時,其切削深度hm和施加力Fi之間滿足以下關系式。
(6)
式中:HV為材料的維氏硬度;k為磨粒與鋼軌相互作用影響因子,通常取1.08;λ為切削深度與靜壓力下壓痕深度的比值。
由式(1)可得到單位面積內的接觸壓力分布,再結合單位面積內的磨粒數目,可獲得單顆磨粒受力Fi為
(7)
單顆磨粒通過所設定的微元H時,假定其材料去除體積為V0,則有
(8)
dt時間內,Nw個磨粒在微元H處的材料去除體積V為
(9)
式中:dh為微元H處的材料去除深度。
聯立式(6)、式(7)和式(9),可得
(10)
(11)
式中:ht為砂帶沿打磨進給方向在鋼軌表面產生的材料去除深度。
當砂帶表面磨粒經過微元H時,接觸區域經過H點的切削痕跡為MN,如圖5所示,接觸區域內任一點C所受到的壓強可利用接觸區域內的壓力分布計算得到。根據接觸區域解析表達式, 切削痕跡MN的長度和沿y向的壓力分布皆可計算得到。
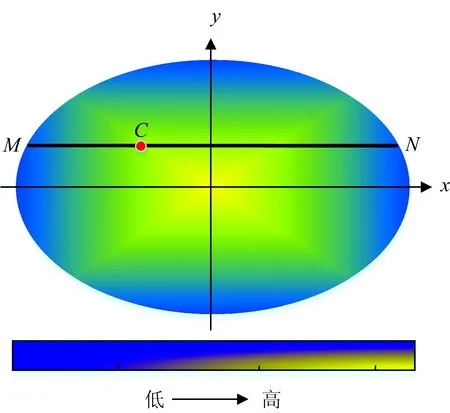
圖5 接觸區域內的壓力分布
在垂直于打磨進給方向的表面上,鋼軌截面的去除廓線由多條類似MN的切削痕跡構成,整個接觸區域經過鋼軌某一截面時,利用積分即可計算接觸區域內任一點的材料去除深度。砂帶經過鋼軌的某一截面后,可求其表面的材料去除深度廓線。
砂帶磨削在鋼軌橫截面上的材料去除面積系打磨深度h(x)在接觸寬度2a內的積分,至此可以獲得砂帶打磨的材料去除廓形模型以及材料去除面積模型。
2 打磨模式的設計
在打磨鋼軌時,需要根據目標廓形的要求來設計打磨模式,即通過合理的規劃實現圖6所示的目標廓形。
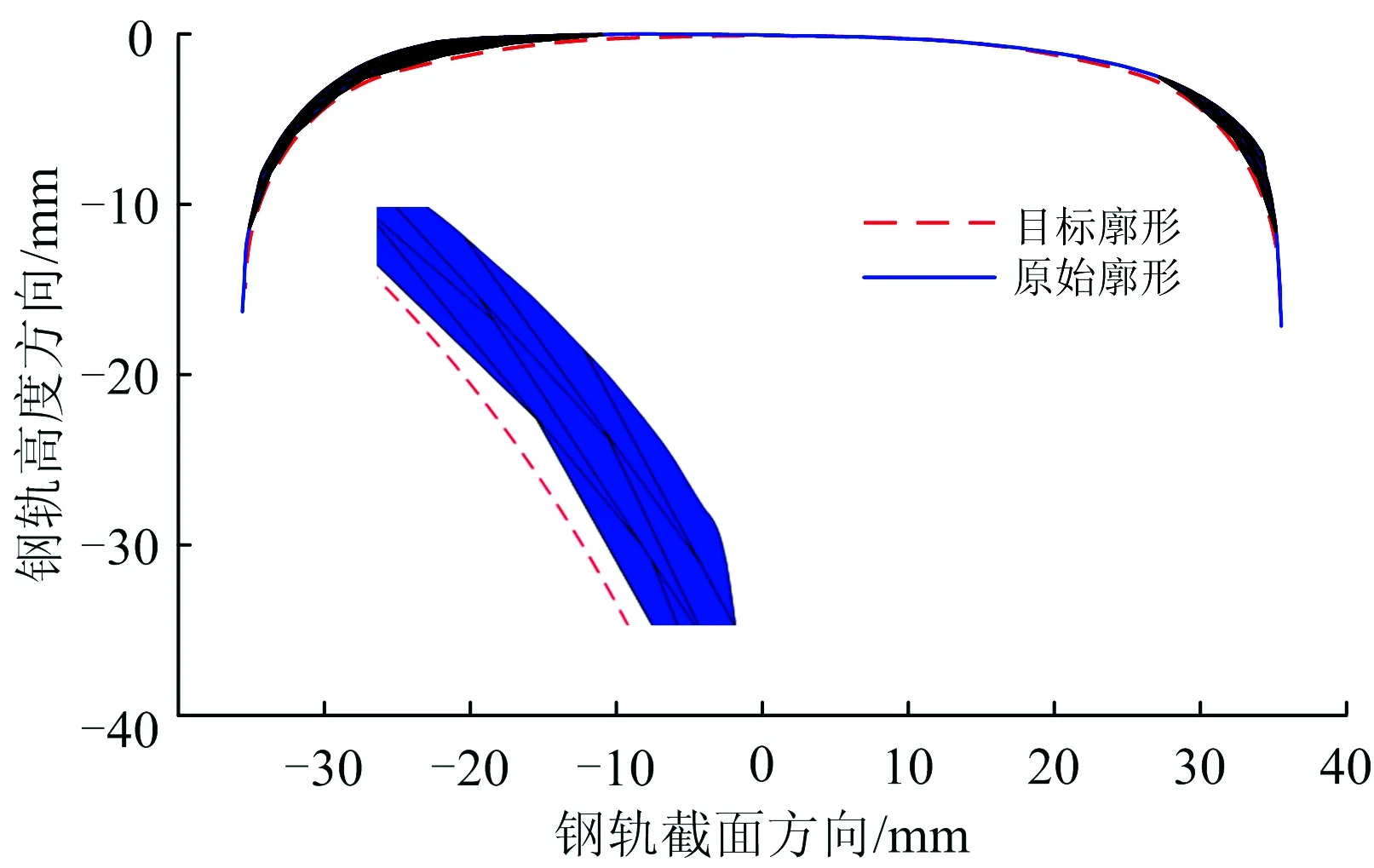
圖6 病害鋼軌的原始廓形與目標廓形對比
盡管鋼軌表面磨損不均勻,但仍可以獲得材料去除量沿磨削角度的分布規律,進而獲取鋼軌表面總的材料去除量。以總的材料去除量作為輸入,確定作業速度、打磨功率、砂帶磨削速度、打磨角度等參數,結合單個砂帶磨頭產生的磨削廓線,可以廓線逐漸逼近目標廓形為原則設置打磨模式。
考慮到打磨裝備的實際工況需求,不同砂帶磨頭的進給速度是相同的,而針對每個磨削頭所對應的材料去除廓線需求不同,砂帶磨削速度將直接影響到不同磨削角度下的材料去除量。為確定打磨作業中合理的砂帶磨削速度范圍,并以激光位移傳感器測定磨削深度,試驗參數見表1。
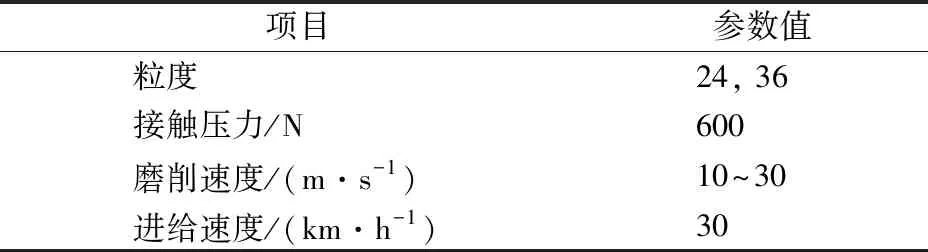
表1 砂帶打磨試驗參數
砂帶磨削速度與打磨量之間的關系如圖7所示。由圖7可見,在其他打磨工藝參數不變的情況下,隨著磨削速度的增加,單位時間內通過磨削區域的磨粒也隨之增加,進而提高了材料去除量。當該速度增至一定值后,其磨削效率增長速率變小,因磨粒受到鋼軌表面的反沖擊頻率增大,屬于彈性磨削的砂帶退讓頻率亦增大,導致磨削深度減小,磨削效率增幅降低[10]。如果繼續增加砂帶磨削速度,對提高切削深度作用不大,砂帶磨削速度可圍繞30 m·s-1設定。
采用80條砂帶打磨裝備進行鋼軌維護時,兩側鋼軌各有40條砂帶進行作業,設定的打磨角度活動范圍獨立,互不干擾。考慮打磨模式時,可將砂帶磨頭由第1條至第40條依次設定,以鋼軌表面打磨深度最大點處所對應的角度作為磨削角度,如圖8所示,原始廓形對應的最大打磨深度位置為-55.3°,此角度即為第1條砂帶的打磨角度。
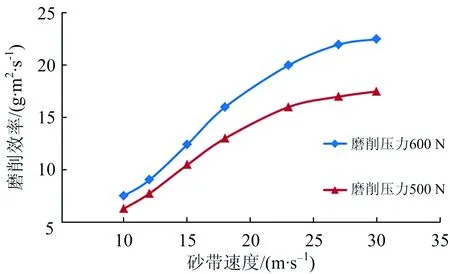
圖7 砂帶磨削速度與打磨量的關系
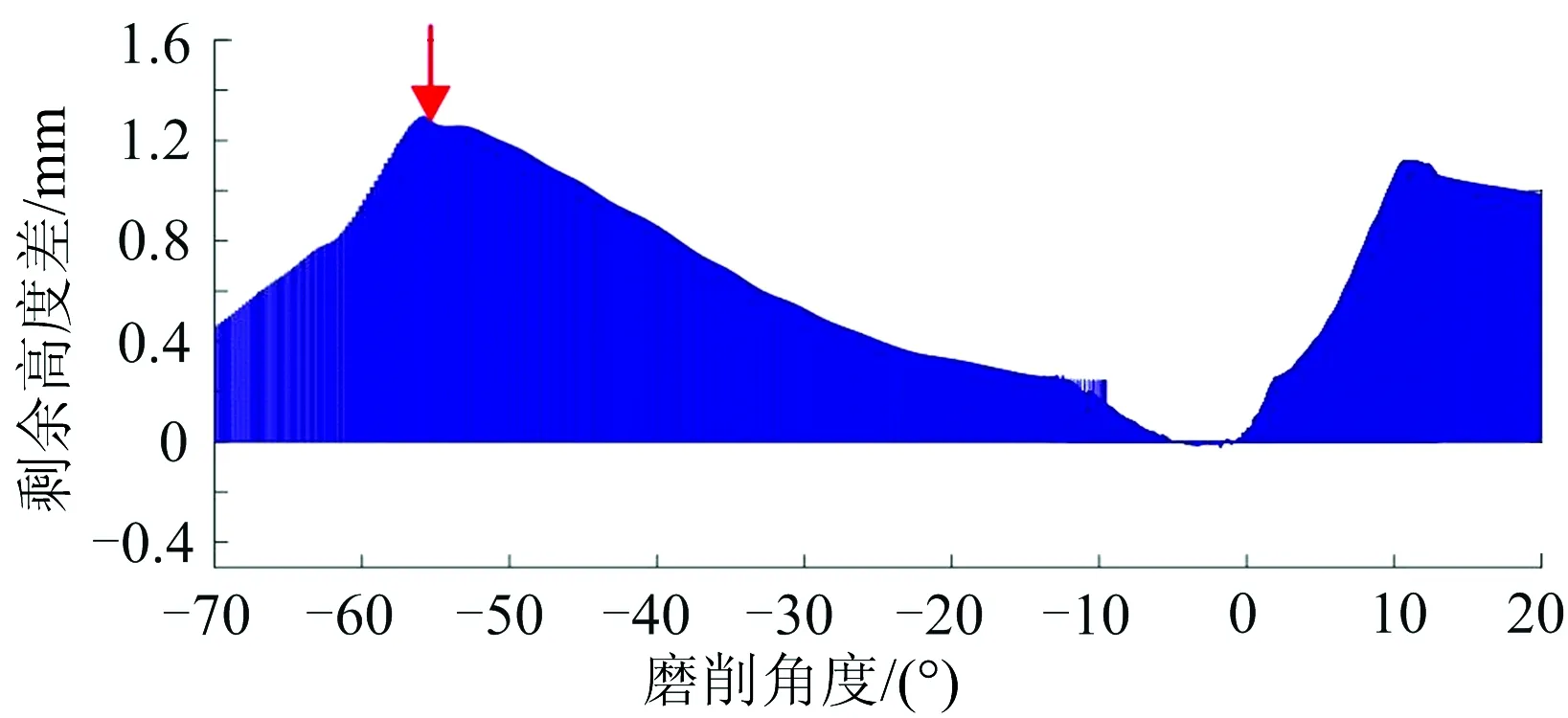
圖8 最大打磨深度位置
如果第1條砂帶的打磨功率P、砂帶磨削速度等參數已確定,由最大打磨深度處可獲取砂帶打磨對應打磨角度及其與鋼軌接觸的中心點,進而可通過計算得到砂帶打磨后的材料去除廓線及打磨面積。
給定首個砂帶磨頭的磨削角度后,可根據當前鋼軌表面的剩余高度并以打磨量最大為原則獲取第2條砂帶的打磨角度;以此類推,獲取第n條砂帶的打磨角度及剩余高度,一直到鋼軌表面剩余高度滿足設定的打磨精度為止;磨削角度計算過程如圖9所示。
3 打磨質量的評價
打磨模式設計完成后可以對鋼軌打磨的目標廓形進行預測并分析廓形誤差,以判定打磨模式合理性及打磨質量的可靠性。打磨后的鋼軌廓形即為40條砂帶先后打磨所致,通過計算處理即可獲取多條砂帶在鋼軌橫向截面上聯合作用的效果,鋼軌打磨目標廓形與預測廓形的對比如圖10所示。
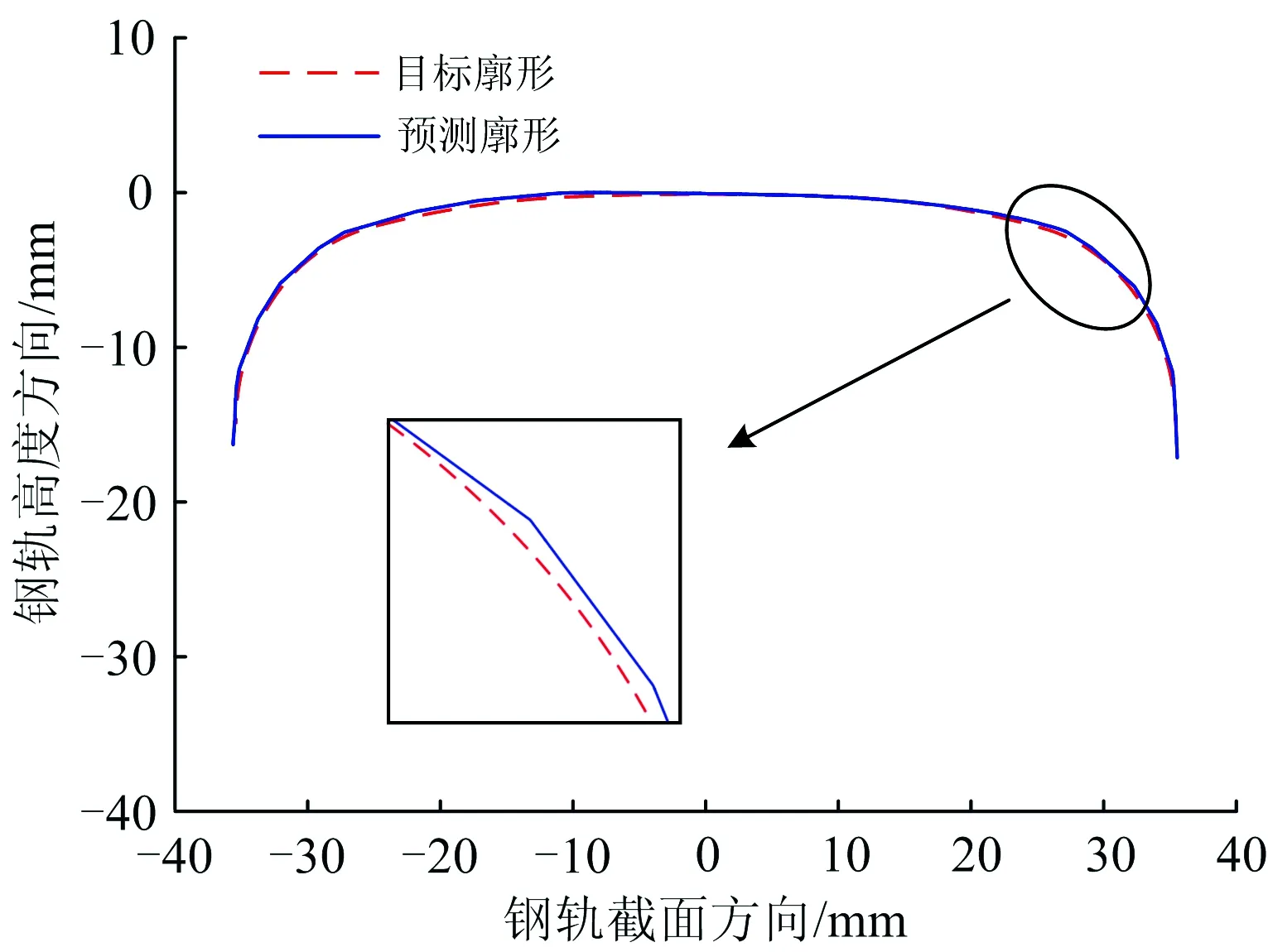
圖10 鋼軌打磨廓形預測
將求解后的鋼軌表面預測廓形與目標廓形進行對比,可以計算打磨后鋼軌表面相對于目標廓形的殘余高度,進而分析打磨誤差,結果如圖11所示。為了評估打磨質量指數(Grinding Quality Index,GQI)[11],以某一殘余高度下(暫定0.2 mm,視鋼軌養護質量驗收標準而定)對應的磨削角度占所有磨削角度的百分比作為打磨質量指數。
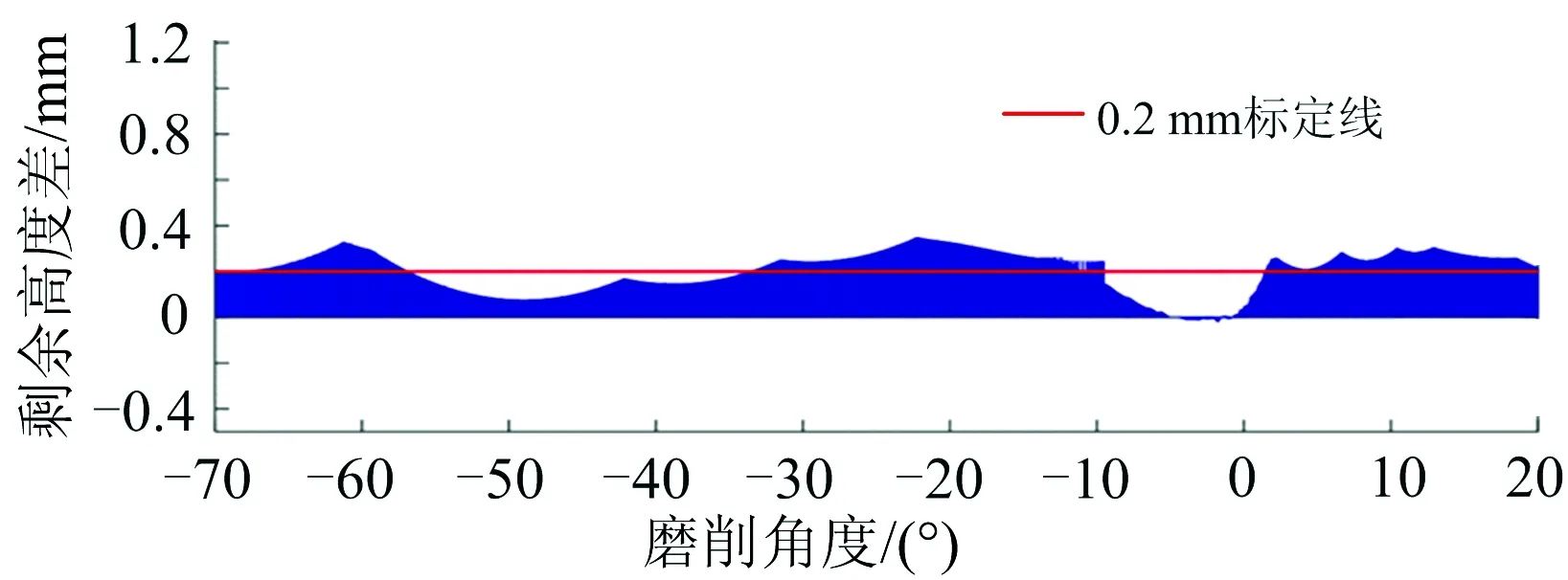
圖11 鋼軌打磨后表面剩余高度
如圖11所示,圖中紅線為0.2 mm的標定線,計算0.2 mm高度以下對應的打磨角度為ασ,總的打磨角度為αω,則打磨質量指數為

(13)
式中:GQI為GQI的值。
經過計算可得,該打磨模式下的鋼軌表面打磨質量指數為56%,可將該質量指數與設定值進行比較,因不同廓形下材料去除量是不同的,在完成打磨后可自動預測當前廓形與目標廓形間的差異值,當差異值較大時,可利用模式生成流程再計算1次,即可將打磨質量指數提高至90%以上。
4 結 語
在分析砂帶與鋼軌表面接觸狀態的基礎上,結合單顆磨粒的切削痕跡與運動狀態,建立了砂帶打磨鋼軌表面的材料去除模型及剩余廓線計算模型,確定以打磨面積作為評價砂帶打磨能力的參量;依據鋼軌表面材料去除量與打磨角度的分布規律,提出了以打磨深度最大值作為確定打磨角度的方法,并據此依次布置砂帶打磨角度;結合所確定的打磨工藝參數,進而生成了打磨模式;利用仿真打磨后的效果,確定需要打磨的角度及次數,指導多砂帶聯合打磨作業實施。利用仿真結果得到的質量指數驗證了打磨模式的合理性,預測了鋼軌打磨的生成廓形。以打磨質量指數作為評價廓形的精度,并指導打磨作業的實施。后續將開展打磨試驗進行驗證。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
故事大王(2016年7期)2016-09-22 17:30:08
新聞傳播(2015年10期)2015-07-18 11:05:40