雙頭螺柱安裝力矩風(fēng)險分析及控制
2019-06-06 08:37:34
福建質(zhì)量管理 2019年10期
(河南西峽汽車水泵股份有限公司 河南 南陽 474350)
雙頭螺柱(或稱雙頭螺栓)的安裝(本文只研究雙頭螺柱裝在有螺紋孔的機(jī)座的過程),雙頭螺柱裝配有兩個力矩:一個是裝配過程力矩,另一個是裝配后的靜態(tài)力矩。這里存在一些常見的問題,如裝配后雙頭螺柱的靜態(tài)力矩要小于裝配力矩;隨時間推移靜態(tài)力矩會不斷衰減(沒有特殊輔助情況下,如裝配前涂螺紋膠等)。由于相關(guān)的人員對以上問題的潛在風(fēng)險認(rèn)知盲區(qū),給裝配控制帶來一定的挑戰(zhàn)。到目前為止國內(nèi)外對雙頭螺柱靜態(tài)力矩控制要求及方法沒有統(tǒng)一明確的說法。為有效對雙頭螺柱進(jìn)行裝配進(jìn)行風(fēng)險控制,減少失效機(jī)率,降低成本,滿足客戶需求,通過對雙頭螺柱裝配力矩及質(zhì)量控制潛在風(fēng)險的研究,對設(shè)計者、制造裝配者特別是汽車、飛機(jī)等運(yùn)輸機(jī)械裝配行業(yè)(安全要求零缺陷)的意義顯得非常重大。我們從2014年開始研究這方面課題直到現(xiàn)在,經(jīng)歷5年時間,通過對一種雙頭螺柱安裝力矩狀態(tài)、風(fēng)險模擬、數(shù)據(jù)采集對比來尋求一種更合理的工藝控制方法。
以M8X1.25-6H的雙頭螺柱安裝舉例來說明(技術(shù)要求:安裝力矩25±3N.m,雙頭螺栓一頭要全部裝入機(jī)座螺孔內(nèi)),安裝力矩即裝配過程力矩,如果將靜態(tài)力矩控制在25±3N.m時,我們可以看下下圖統(tǒng)計出來的靜態(tài)力矩變化情況表。

通過以上圖形可以看到雙頭螺柱裝配后的靜態(tài)力矩(測得數(shù)據(jù)平均值)已不在如我們理想要求范圍內(nèi),且隨時間推移其靜態(tài)力矩是在為不斷衰減的。以下我們便來討論一下防止雙頭螺柱靜態(tài)力矩衰減的可行方法及力矩衰減的存在的潛在風(fēng)險。
一、靜態(tài)力矩常見的防衰減的方法
(一)增大裝配貼合面
(1)增大力矩:將裝配力矩設(shè)置在最上限附近使雙頭螺柱與螺孔充分貼合。其優(yōu)點(diǎn)是簡單易行。缺點(diǎn)是調(diào)整有限,效果可能達(dá)不到理想目標(biāo);(2)改變裝配件結(jié)構(gòu):通過改變雙頭螺柱或機(jī)座下的螺孔結(jié)構(gòu)來增大最終擰緊的結(jié)合面積,如增大螺紋尾部倒角面積、或?qū)㈦p頭螺柱、螺孔加工成臺階相貼合的方式。其優(yōu)點(diǎn)是效果明顯,有長期防衰減作用。其缺點(diǎn)是措施需經(jīng)過設(shè)計者或最終使用方認(rèn)可,且額外增加大量的工藝費(fèi)用;
(二)增加附料
增加螺紋緊固膠等。優(yōu)點(diǎn)是力矩防衰減效果明顯。其缺點(diǎn)需經(jīng)過設(shè)計者或最終使用方認(rèn)可同意,額外增加一定的費(fèi)用;
(三)改變螺孔、雙頭螺柱的大小徑等尺寸
如適當(dāng)增大螺孔小徑或適當(dāng)減小雙對螺柱的大徑。優(yōu)點(diǎn)是可適當(dāng)減小靜態(tài)力矩的衰減,缺點(diǎn)是會損失一些雙頭螺柱安裝強(qiáng)度。
以上方法或用一種或多種方法混合使用都能達(dá)到目的。但無論哪種,如果不考慮實(shí)際的潛在風(fēng)險,盲目采用措施不僅會帶來成本增加,資源浪費(fèi),更有可能給顧客留下安全隱患。
二、雙頭螺柱靜態(tài)力矩衰減原因及風(fēng)險
(一)雙頭螺柱靜態(tài)力矩衰減原因
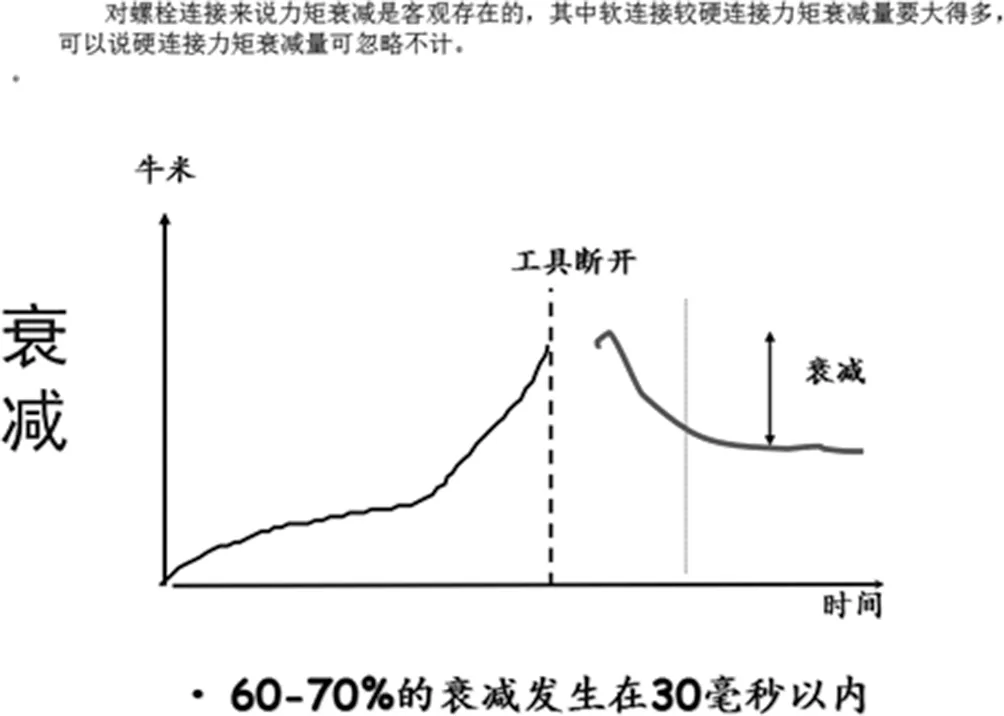
由于雙頭螺柱裝配過程中與相應(yīng)螺孔配合部位出現(xiàn)相互擠壓、拉伸而產(chǎn)生的應(yīng)力,隨時間推移有一定的釋放,這些釋放的應(yīng)力來源來自雙頭螺柱安裝力矩。無論采取何種防衰減措施,應(yīng)力釋放不會停止的。另外一般的雙頭螺柱裝配力矩衰減理論與帶有大螺栓頭的或整機(jī)裝配后的力矩衰減不同,如下圖是一家國外著名公司給出的一個衰減定論,但雙頭螺柱裝配力矩衰減試驗(yàn)結(jié)論與此定論出現(xiàn)沖突。
如果只是純粹的靜態(tài)力矩衰減而雙頭螺柱安裝到位,對零件或產(chǎn)品的最終裝配是沒有影響的;但靜態(tài)力矩小到一定程度,雙頭螺柱就很容易因外界振動,磕碰等因素而退出螺孔,造成雙頭螺柱螺螺紋配合長度減小。最終在裝配其它零件時,雙頭螺柱能承受的預(yù)緊力(拉力)就會大幅減弱。
(二)雙頭螺柱裝配相關(guān)潛在風(fēng)險試驗(yàn)
(1)不同靜態(tài)力矩的雙頭螺柱承受的拉力對比試驗(yàn)
靜態(tài)力矩分別為17N.m-20N.m;10N.m-13N.m;3N.m-6N.m三個范圍內(nèi)的M8雙頭螺柱裝配件各5件(裝配件裝配條件都是一樣的,如材質(zhì),裝配工具,力矩。唯一時放置時間不同)通過不斷對試驗(yàn)配件施加力矩來對雙頭螺柱配合部位增加拉力,確認(rèn)螺紋配合部位最終承受的最大力矩,統(tǒng)計數(shù)據(jù)求平均值,見下圖。
注:此試驗(yàn)要求M8雙頭螺柱裝配件螺紋副承受拉力不小于40N.m(是單件而非平均值)。
通過確認(rèn)試驗(yàn)中的每個數(shù)據(jù)及平均數(shù)據(jù)(單件力矩沒有小于80N.m的情況)可知雙頭螺柱螺紋副承受的拉力大小與靜態(tài)力矩大小沒有關(guān)系,即雙頭螺柱裝配后靜態(tài)力矩對最終裝配風(fēng)險沒有關(guān)系。
(2)不同配合長度雙頭螺柱承受的拉伸力對比試驗(yàn)
10牙,5牙,3牙(按螺紋副配合牙數(shù)分類)三個范圍內(nèi)的M8雙頭螺柱裝配件各5件(這些裝配件都是同材質(zhì)同技術(shù)要求的產(chǎn)品),通過不斷的對試驗(yàn)配件施加力矩來增加雙頭螺柱配合部位的拉力(在裝配過程中要保持螺紋副配合長度即配合牙數(shù)不變)。確認(rèn)螺紋配合部位最終承受的最大力矩,統(tǒng)計數(shù)據(jù)求平均值,見下圖。

注:此試驗(yàn)件M8雙頭螺柱裝配件螺紋副要求承受拉力不小于40N.m(是單件而非平均值)。
通過以上數(shù)據(jù)可知不同的配合長度的螺紋副承受的拉力存在明顯差異,且配合長度越小,螺紋副承受的拉力就越小(試驗(yàn)中,配合5牙與3牙的雙頭螺柱均不能滿足技術(shù)要求值而被拔出,配合部位絲牙嚴(yán)重受損),其存在的風(fēng)險就越大。
(三)認(rèn)知風(fēng)險及控制
由以上試驗(yàn)情況我們可知雙頭螺柱無論是安裝過程力矩還是安裝后的靜態(tài)力矩對裝配件不會造成直接風(fēng)險。關(guān)于雙頭螺柱裝配風(fēng)險共可分兩大類,一類是裝配件自身存在質(zhì)量問題,如雙頭螺柱,機(jī)座孔螺孔存在材質(zhì)、加工等引起的質(zhì)量問題。另一類則是雙頭螺柱裝配配合長度不足。我們可通過下表來認(rèn)知雙頭螺柱失失效風(fēng)險機(jī)理及控制分類。

雙頭螺柱裝配件失效分析失效模式失效后果失效可能原因控制備注1、螺柱材質(zhì)強(qiáng)度超差(含材料缺陷);2、螺孔材質(zhì)強(qiáng)度超差(含材料缺陷);螺柱拔脫1、配件用錯材質(zhì);2、配件存在裂紋,孔洞缺陷1、制做配件時檢測配件材質(zhì)是否符合要求;2、配件加工時,檢測配件是否存在制造缺陷。具體的風(fēng)險要依據(jù)實(shí)際情況來決定,本表僅供參考借鑒3、螺柱螺牙大徑超下限;螺柱拔脫1、配件加工時將螺柱大徑加工超差;2、量檢具失精,測量不準(zhǔn)確加工或使用雙頭螺柱時檢測螺紋大徑,并確認(rèn)量檢具準(zhǔn)確性。4、螺孔螺牙小徑超上限;螺柱拔脫1、配件加工時將螺柱小徑加工超差;2、量檢具失精,測量不準(zhǔn)確加工或使用配件時時檢測螺紋孔小徑,并確認(rèn)量檢具準(zhǔn)確性。5、螺柱配合牙數(shù)(長度)超差螺柱拔脫1、雙頭螺柱裝配不到位(輸出力矩不足);2、有異物存在;3、雙頭螺柱裝配后因外界因素而脫出。1、確認(rèn)裝配件或設(shè)備是否符合要求;裝配設(shè)備輸出力矩是否滿足要求;2、裝配后確認(rèn)裝配效果。3、采用防脫出自鎖螺柱;4、運(yùn)輸過程中減小零部件的振動與磕碰。6、雙頭螺柱裝配位置度超差無法安裝配件1、雙頭螺柱直線度或同軸度超差;2、螺孔位置度,垂直度圓跳動超差;1、加工雙頭螺柱、螺孔時統(tǒng)計加工過程性能;2、加工后檢測裝配尺寸及位置度。
注:1.裝配質(zhì)量風(fēng)險問題發(fā)現(xiàn)后,在采取措施前要全面評審、驗(yàn)證與之相關(guān)的因素是否形成新的潛在風(fēng)險;
2.對裝配質(zhì)量風(fēng)險問題采取措施時需考慮防錯,以減少人員主觀判斷的機(jī)率。
另外我們在解決潛在風(fēng)險或已發(fā)問題時要注意盡量壁開兩個誤區(qū):誤區(qū)之一是將雙頭螺柱裝配后雙頭螺柱退出原因過度歸于裝配力矩不足或靜態(tài)力矩衰減。一方面較大的裝配力矩可能超出技術(shù)要求才能解決問題。另一方面較大的裝配力矩可能將產(chǎn)品裝配部位擠壓變形。且花費(fèi)大量人力、物力、財力去提高裝配靜態(tài)力矩的方法也是不明智的;誤區(qū)之二是把雙頭螺柱裝配后螺紋退出原因歸于機(jī)座螺孔不合理,盲目變更機(jī)座螺紋孔的加工工藝來提高雙頭螺柱安裝后的靜態(tài)力矩。這有可能直接導(dǎo)致螺紋副強(qiáng)度減弱或制造成本上升。
在以上兩個誤區(qū)避開基礎(chǔ)上,要找到雙頭螺柱安裝力矩的潛在風(fēng)險,及其風(fēng)險控制方法就相對容易、安全。
