西門子S7-200系列PLC改造M7130電氣控制系統
2019-06-11 12:01:46張文輝
中小企業管理與科技 2019年10期
張文輝
(廣州市藍天技工學校,廣州 510000)
1 引言
M7130磨床在長期的使用與運行中會出現一定的故障問題,對機械加工企業的日常生產造成了不良影響。為提升企業的生產效率,需對M7130磨床進行升級改造,充分結合企業的生產需求運行最新的生產工藝技術,可以對M7130電氣控制用PLC的S7-200系列進行改造。
2 M7130電氣控制系統概述
M7130電氣控制是目前很多機械加工企業在生產過程中所使用的系統,主要運用在M7130平面磨床電氣控制層面上。M7130是一種平面臥軸矩臺磨床,采用了矩形的工作臺,在工作過程中砂輪旋轉,對放置在工作臺上的工件表面進行磨削處理,對于厚度較小以及結構較為簡單的工件端面有良好的磨削效果,實現了多零件同時加工處理,由冷卻泵電機、砂輪電機以及液壓泵電機組成,均采用單向運轉方式,冷卻泵電機要求能夠單獨斷開冷卻泵電機。在出現短路以及零電壓的狀態下能夠進行有效保護,避免突然斷電對電路中電氣元件的損壞[1]。
3 對M7130電氣控制系統進行西門子S7-200系列PLC改造
3.1 選擇合適的PLC系統
在機械加工企業中為了促進M7130磨床電氣控制線路的改造,需要結合具體方法的使用情況選用最佳的PLC系統,由接觸器KM3來代替接插件XP1,由按鈕SB6與SB5來進行控制液壓泵電機的冷卻工作。使用過程中增加了SB7作為總停按鈕,PLC的輸入信號中有效運用了SQ2作為充退磁開關以及電流繼電器KA。為了便于操作控制比較,可以保留原有的電氣控制線路,以整流橋直流供電的電磁吸盤來進行有效處理。由三臺電機的KM1、KM2、KM3接觸器來共同控制PLC的輸出端。對有效的電磁吸盤控制,利用反向接通、斷電以及正向接通等方式,以轉換開關SA1來達到良好的吸盤控制效果。要求電磁吸盤能夠對工件產生足夠的吸引力對工件充分吸緊。將按下SB2和SB4,通過啟動電機M1、M2和M3來進行磨削加工處理。
因此,基于PLC改造的需求,設置M7130磨床操作的相關參數數值。10路輸入,3路輸出的點數設置,充分滿足M7130的線路改造要求。運用CPU為西門子公司S7-200系統來進行改造。結合具體工作量的開展情況進行有效擴展,滿足機械企業的線路升級改造需要,能夠實現超過余量1/3的輸出,近1/3余量的輸入設置,該PLC系統在運行過程中能夠實現10路輸出以及14路輸入,設備改造優勢較為明顯。
3.2 PLC系統的輸入點分配與輸出點分配
在輸入與輸出點的分配上,PLC系統采用了I/O的點數分配表。電流繼電器的輸入點編號為I0.0,砂輪電機1M啟動按鈕為SB1,輸入點編號為I0.1。砂輪電機1M停止按鈕為SB2,輸入點編號為I0.2。液壓泵電動機3M啟動按鈕為SB3,輸入點編號為I0.3。液壓泵電機3M停止按鈕為SB4,輸入點編號為I0.4。冷卻泵電機M2,啟動按鈕為SB5,輸入點編號為I0.5。冷卻泵電機2M停止按鈕為SB6,輸入點編號為I0.6。熱繼電器為KR1、KR2,輸入點編號為 I0.7,退磁轉換開關為 QS2,輸入點編號為I1.0。總停止按鈕為SB7,輸入點編號為I1.1。砂輪電機1M,控制接觸器KM1,輸出點編號為Q0.0,液壓泵電機3M,控制接觸器為KM2,輸出點編號為Q0.1,冷卻泵電機2M控制接觸器為KM3,輸出點編號為Q0.2[2]。
3.3 對M7130進行PLC改造的控制線路圖分析
在機械企業的生產過程中對M7130進行技術改造的PLC控制線路圖具體如下圖1所示。在完成改造之后的照明燈安全電壓為24V,要求將380V接觸器線圈電壓重新設置為220V,以滿足線路改造的各項設置要求。
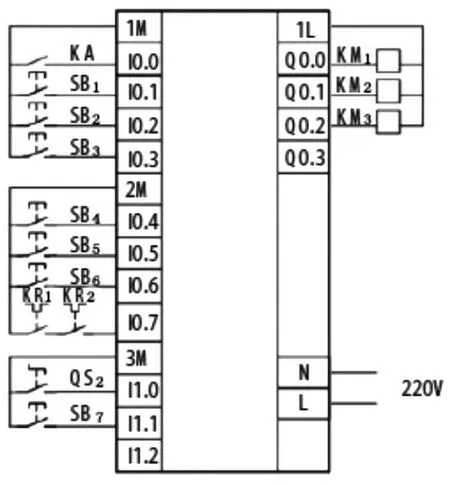
圖1 M7130磨床PLC改造線路圖
3.4 對M7130進行PLC改造的控制梯形圖程序分析
在對M7130進行PLC改造的過程中要求建立程序梯形圖,為PLC改造運行提供了保障。下圖2展示了M7130平面磨床的PLC控制梯形圖程序。不同的PLC元件分別代表了不同的功能,在系統改造過程中分別發揮著不同的作用。KA是欠電流繼電器觸點,SB1是砂輪啟動按鈕,SB2是砂輪停止按鈕,SB4是液壓泵起動按鈕,SB3是液壓泵停止按鈕,SB5是冷卻泵起動,SB6是冷卻泵停止按鈕,SA1-1是電磁吸盤充磁按鈕。SA1-2能夠實現電磁吸盤去磁,SA2進行砂輪調整,SB7為總停按鈕,KM1是砂輪電機控制接觸器,KM2是液壓泵電機控制接觸器,KM3是冷卻泵電機控制接觸器,KM4是工作臺充磁控制接觸器,KM5是工作臺去磁控制接觸器。
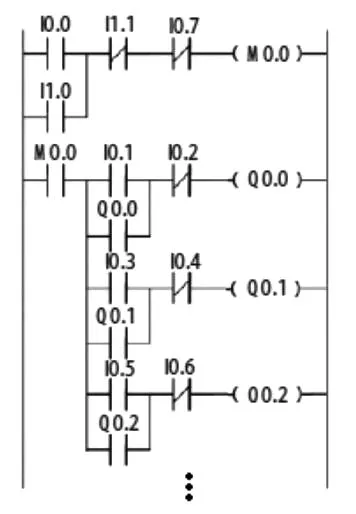
圖2 M7130控制系統的PLC控制梯形圖
以S7-200可編程控制器進行系統的改造優化升級,設置220V的PLC電源電壓,采用220V的接觸器線圈作為負載電源,對M7130控制系統中的照明線路不進行改造,以繼電器輸出方式繼續進行使用,采用CPU224的處理方式,能夠有效滿足輸入輸出總點數的各種使用需求。由PLC來控制接觸器的開關,這種操作方式能夠有效避免由于轉換開關開閉而可能出現的電火花現象,在電磁吸盤電路的開關或者閉合上采用的是接觸器的觸點進行操作,從而對電磁吸盤的控制電路起到良好的改造升級作用。利用兩個接觸器觸點來進行電磁吸盤的吸合與退磁操作。以PLC定時器來有效控制去磁時間,不需工作人工即可完成相應操作,在具體的使用過程中能夠做到有效而準確地控制不同工件的剩磁情況,從而結合其具體運行情況進行相應調整。以接觸器KM3取代冷卻泵電機的接觸器,同時在冷卻泵的起動與停止控制上運用兩個按鈕來進行操作控制。通過接觸器KM4與KM5來控制電磁吸盤的吸合、放松以及退磁回路,以達到良好的改造效果。在KM4線圈得電狀況下,正向接通電磁吸盤YH直流電源時,吸合工作狀態以YH進行表示。在KM5線圈得電狀態下,直流電源反接以YH符號表示,顯示出退磁的工作狀態。
通過對M7130進行西門子S7-200系列PLC改造升級處理之后促進了電氣設備的良好運行,降低了故障的發生率,在一定程度上提升了生產效率,取得了良好的改造經濟效益與社會效益,對其他機床電氣控制線路的改造提供了理論參考價值。
4 結語
M7130平面磨床電氣控制線路進行改造處理是系統長期運行的改革需要,采用S7-200 PLC系統具有較大的應用空間,在使用過程中能夠有效減少故障的發生率,提升生產效率。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
通信電源技術(2018年5期)2018-08-23 01:16:18
電子制作(2018年2期)2018-04-18 07:13:37
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
商業評論(2014年9期)2015-02-28 04:32:41
機電信息(2014年20期)2014-02-27 15:53:20
