熱軋板坯去毛刺機的設計與應用
2019-06-12 07:38:58王文合
中小企業(yè)管理與科技 2019年11期
王文合
(河北鋼鐵集團邯鋼公司中板廠,河北 邯鄲056015)
1 引言
鋼鐵企業(yè)中厚板生產線使用的原料為熱送連鑄板坯經過二次切割后的短定尺坯料。連鑄板坯在分割過程中,端部下表會產生熔渣(即毛刺),這種毛刺不僅可以對輥道、軋輥等設備造成諸如撞擊、輥面劃傷、輥身裂紋等傷害,而且由于氧化渣會夾雜在熱軋鋼板的首尾部而影響軋制板材的質量,對產品質量和成材率有很大影響。為了解決此問題,熱軋板坯去毛刺機的設計應用成為中厚板產線提高產品質量,提高成材率和降低輥耗的必要手段。
2 去毛刺機選型計算
去毛刺機去除板坯上毛刺主要有兩個作用:一是提高板材軋制的質量,二是減少對輸送輥、軋輥的傷害。錘刀式去毛刺機,這種機型結構簡單,操控方便,占用空間少。該種去毛刺機為滾筒式結構,滾筒(即清理輥)周圍均勻布置有錘片。其工作原理是通過激光檢測開關對板坯位置進行準確判斷,清理輥在電機的驅動下旋轉,然后利用高速旋轉的一組錘刀片,錘刀片通過離心力甩開,擊打在板坯下端部清理熔渣。清理下來的熔渣還可通過斜溜槽和收集箱將其收集起來用吊車運走。錘刀式去毛刺機中心標高、轉速的設定及板坯位置信號檢測等對實現去毛刺功能起到關鍵作用,其特點適用于中厚板短坯料生產線。
2.1 參數計算的基本數據
結合目前產線上生產坯料的情況和選型去毛刺機的部分常規(guī)參數,確定下面數據:
最小鋼坯:210mm×1500mm×1600mm;最大鋼坯:260mm×1700mm×2750mm;鄰輥直徑:φ320mm;鄰輥輥身長度:2800mm;清理輥轉數:400~700r/min;清理輥工作直徑:D=1500/2-320-30=400mm;清理輥有效清理長度:L≥1700mm,取值L=2000mm。
2.2 電動機功率計算
電機是錘刀式去毛刺機傳動系統(tǒng)的核心設備,其功率和轉速的大小直接影響著毛刺去除效果。為了滿足板坯去毛刺要求,通過對毛刺脆斷能耗分析來確定電機的功率。錘刀式去毛刺機,是以高速旋轉的錘刀沖擊毛刺,以沖擊力克服毛刺斷裂的阻抗力,將毛刺以脆性斷裂的形式打掉。試驗數據表明,從切削力和位移作用推算,對于普碳鋼和低碳合金鋼在鋼坯溫度1000℃時,去除毛刺的斷裂能耗約為1kN·m。
輥道平穩(wěn)運轉作業(yè)時電機需要提供的負載轉矩包括輥子的靜力矩、毛刺輥對軋件產生的動力矩,即去毛刺的斷裂能耗。
M=Gμr+Q
式中,G 為毛刺輥的重量;μ 為滾動軸承的摩擦系數0.002~0.005;r 為輥子半徑;Q 為去毛刺的斷裂能耗。
因為滾動軸承的摩擦系數非常小,輥子的靜力距非常小,故可忽略不計。
對于電動機功率的選擇,一般按下面公式計算:P=T×n/9550
式中,P 為電動機功率,kW;T 為電動機轉矩(克服板坯毛刺阻力切削能耗),N·m;n 為電動機轉速,r/min。
將參數代入公式,計算可得P=73.30kW,取電機功率為75kW。
3 去毛刺機布置安裝
中厚板材生產線具有坯料小、規(guī)格多、軋制周期短、坯料溫度高、運行速度快等特點。目前生產線上的在線去毛刺設備多是將刀具布置在板坯下表面,因此需要將去毛刺機布置在相鄰兩個輸送輥子之間。對于長坯生產線,其輥子間距足以布置去毛刺機。而對于短坯生產線,因其輥子間距相對較小,如果想在該生產線上布置去毛刺機,必須去掉其中一個輸送輥,在這個空間上布置去毛刺橫梁,然而去毛刺橫梁又不能作為輸送輥道,這樣去掉一個輥子后就會出現某些問題,這就使得去毛刺機在短坯生產中的使用受到了一定的限制。
在輸送輥道生產線上,相鄰兩個輥子的最大理論間距為板坯長度的一半,輥子間距如果過小,不足以安裝去毛刺橫梁,而如果安裝了去毛刺機又不做其他改進的話,就會出現掉坯現象,從而影響板坯的正常輸送[1]。這就要求我們不能完全地照搬某一型號的去毛刺機,而應該結合考慮產線現場實際情況,尤其是中板產線板坯去毛刺區(qū)域多是集中傳動輥道,去毛刺機輥不易安裝,涉及方面較多影響較大,以及資金費用多等方面因素,合理選擇去毛刺機及其安裝位置,并適當進行優(yōu)化改進,以滿足生產現場情況的需求。
3.1 方案
將去毛刺機安裝在集中傳動6 段輥道后面,同時需要將7段輥道移動到8 段輥道前,如圖1 所示位置。

圖1 去毛刺機布置圖(方案一)
若執(zhí)行此方案,在不增設其他裝置的情況下,軋制生產時兩塊板坯批軋時控溫鋼板不在去毛刺機位置停留,去毛刺機刀片也不會傷到鋼板下表面,控溫及軋制停放的工藝線長度增長了3067mm。但也存在某些缺點:一是此位置基礎中間有道橫梁,去毛刺機安裝在此位置需要破除橫梁,這樣會降低基礎強度;二是去毛刺機安裝在此位置需要施工費及其他輔料費用合計約20 萬元,成本相對較高。
3.2 收集裝置
考慮為了熔渣收集清理方便,在去毛刺機下部設置斜溜槽和溶渣收集箱,熔渣收集到一定量時用行車將收集箱吊走,如圖2 所示。
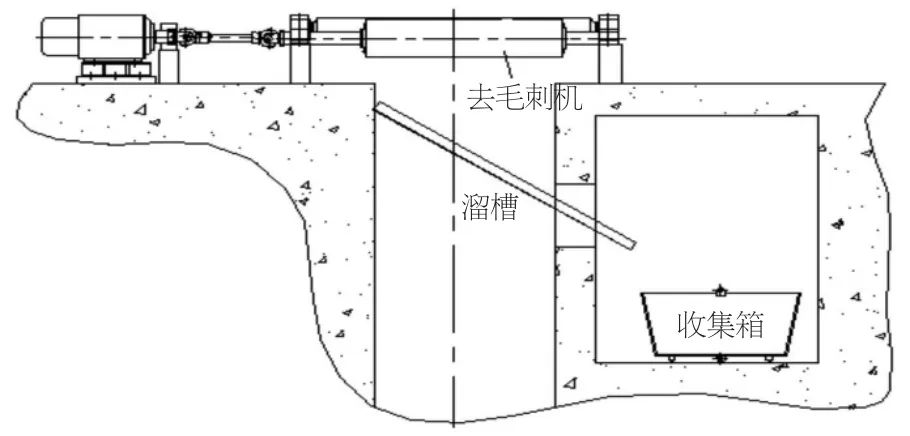
圖2 去毛刺機熔渣收集裝置示意圖
4 去毛刺機的應用
去毛刺機初始狀態(tài)的靜止刀片處于收回狀態(tài),刀片的上邊緣位于輥道上邊緣的下面。板坯由輸送輥道送入去毛刺輥道區(qū)域,當板坯頭部前進到裝在去毛刺輥道前端1000mm 處的光電開關1 時,坯板行走速度由傳送速度降到去除毛刺速度,同時去毛刺機輥開始高速正向啟動,高速旋轉將錘刀通過離心力甩開,其旋轉方向與板坯傳送方向相同,板坯頭部運行到光電開關2,板坯傳送停止,按照提前計算設定好的位置,此時鋼坯頭部切口剛好符合去毛刺輥工作位置,延時1 秒后去毛刺機在抱閘作用下迅速停止旋轉,此過程完成鋼坯的頭部去毛刺過程。然后板坯自動進一步向前運送,當板坯尾部通過光電開關1 時,去毛刺輥又開始旋轉,其轉向與板坯傳送方向相反,當板坯尾部通過光電開關2 時,板坯傳送再次停止,此時,鋼坯尾部切口也符合去毛刺輥工作位置,延時1 秒后去毛刺機停止旋轉,去除鋼坯尾部毛刺過程完成,板坯繼續(xù)以傳送速度向前輸送至軋制區(qū)。圖3 為去毛刺機在去除板坯頭、尾部毛刺時的轉動方向示意圖。

圖3 去板坯毛刺轉向示意圖
5 結語
成材率通常是一個生產企業(yè)最關注的事,直接影響企業(yè)的經濟效益。中板生產線熱軋板坯去毛刺機的設計應用,為后續(xù)的鋼坯軋制創(chuàng)造了良好的條件,大大提高了成材率以及生產率,增加了經濟效益,同時也降低輥耗減少了成本費用。
