消失模鑄造生產不銹鋼的碳缺陷及防治措施
2019-06-18 08:22:42鄒杰,孫蘭,王偉,屈志
中國鑄造裝備與技術 2019年3期
鄒 杰,孫 蘭,王 偉,屈 志
(1.四川大學 制造科學與工程學院,四川成都 610065;2.四川維珍高新材料有限公司,四川成都 610000)
消失模鑄造具有設計自由度大、鑄件尺寸精度高、鑄件成本低及易于實現清潔生產等優點,被認為是“21世紀的鑄造方法”及“鑄造的綠色工程”,受到廣泛重視[1-3]。但在消失模鑄造生產過程中,總會出現一些缺陷。常見的消失模鑄造缺陷有:鑄鐵件表面積碳,體積增碳,內部夾雜物,縮松、組織不均等[4]。
在消失模鑄造的眾多缺陷中,增碳是一個不易解決的難題,所以早期消失模鑄造主要生產對增碳不敏感的鑄鐵件和鑄造有色合金。然而,隨著消失模鑄造生產低碳尤其是超低碳不銹鋼鑄件的需求逐漸增多,解決鑄件的表面增碳就顯得尤為重要。由于該工藝所需的一些關鍵材料以及有別于常規鑄造工藝而需要的獨特鑄型設計等關鍵技術未能獲得突破,嚴重制約了消失模鑄造技術在高端裝備制造領域不銹鋼鑄件的應用。由模樣中的C而引發的鑄件增碳以及夾渣、炭黑、皺皮、裂紋、氣孔、成分不均等一系列嚴重碳缺陷,對消失模鑄造的工業化生產應用帶來了極大的威脅性和極大的局限性,2001~2006年,我國眾多消失模鑄造廠受限于碳缺陷。歸根結底,型腔中C的存在是碳缺陷產生之根源[5]。
本文根據消失模鑄造低碳不銹鋼的工藝特點以及相關文獻,對鑄件增碳原理和影響因素進行了整理,總結出相應的解決方法,以便應用于實際生產。
1 碳缺陷形成機理及原因
1.1 碳單質的形成
以聚苯乙烯白模澆注時裂解為例,白模分解的過程如圖1所示。
白模內的碳最終生成鑄件的碳缺陷主要有兩種途徑[6]:聚苯乙烯的化學式為(C8H8)n,裂解后的產物為C2H4、CH4、H2, 裂解后產物碳氫比在1:2~1:4,這里面就有含一定的碳單質;當溫度超過800℃,短鏈苯乙烯和前期熱解產生的小分子氣體會再次熱解,分子鏈斷開,生成氫氣和碳黑[7]。
這兩種方式產生的碳黑,一部分透過涂層排出,一部分被涂層吸附,一小部分進入金屬液造成增碳,其余部分殘留在金屬液表面形成皺皮、碳渣。
1.2 碳缺陷產生過程分析
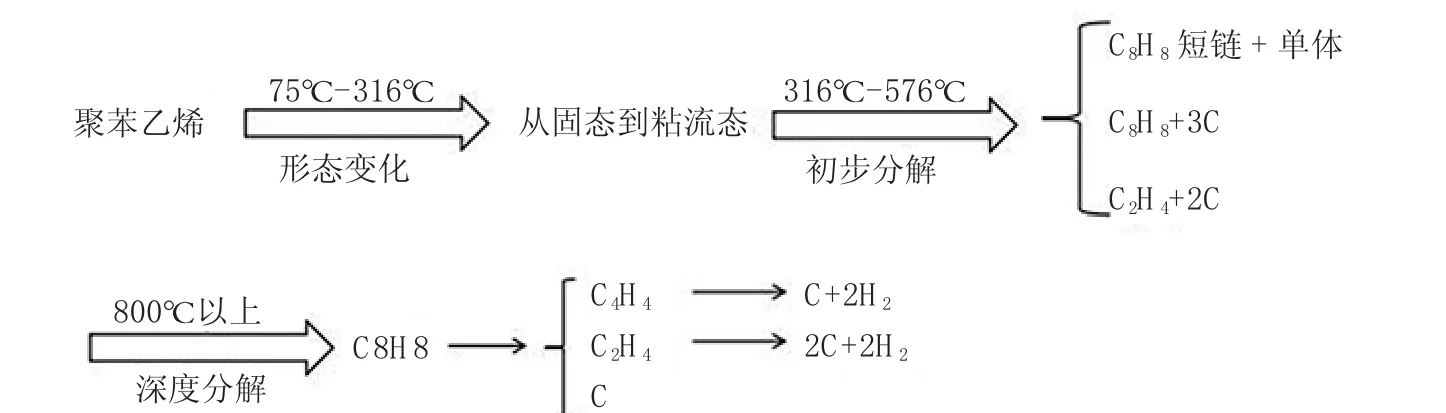
圖1 白模裂解圖
聚苯乙烯(EPS)是較為常見的消失模鑄造模樣原料。EPS組成元素即C和H,由于熔融金屬液溫度極高,固態白模在高溫下會迅速裂解成H2和單質C。和碳相比,分解后氫在高溫下會優先與氧結合,即模樣分解的H2先與空氣中的O2結合,生成H2O以氣體的形式逸出,在O2短期供應不足的情況下,大量未轉化生成氣體單質C(黑煙)會滯留在鑄型中致鑄件增碳。所以,消失模鑄造很少出現增氫現象,但是增碳現象很難避免,且增碳無規律、不均勻,常出現在鑄件次低溫區或流向鑄件末端。應用消失模鑄造生產鑄鋼件時最容易出現的就是增碳缺陷,該缺陷主要存在于鑄件的表面,并且離內澆道越遠的地方出現的增碳缺陷越嚴重[8-11]。
2 碳缺陷的影響因素和解決措施
2.1 白模的影響
在消失模鑄造過程中,白模種類及密度是影響鑄件碳缺陷形成的關鍵因素,白模中的碳元素是各種碳缺陷的根源。高密度白模雖有助于獲得高表面質量的鑄件以及高的承壓能力,但同種白模材料密度越高,熱分解時形成的C量高,則澆注過程中液態及煙氣狀單質C含量越高,這樣會促進鑄件滲碳幾率。因此白模的密度不能過高,也不能過低。可發性聚苯乙烯EPS,可發性聚甲基丙烯酸甲酯EPMMA,可發性共聚物STMMA(前兩種材料的復合共聚),是目前用于白模制作的主要原材料。其中EPS成本低,用量大,但碳含量為92.3%,從實際的研究結果比較來看其碳化物殘留量最多,氣化溫度高,鑄件質量較差;EPMMA的碳含量略低于STMMA(碳含量69.6%),但仍然達到60%,而且價格高,發氣量及發氣速率太大;STMMA共聚物是EPMMA與EPS按不同比例合成的,物理性質和EPMMA比較相近,發氣量介于EPS和EPMMA之間,碳化物殘留較EPS少。
另外,模樣在裝配組合過程也會影響碳缺陷的形成。常見的現象有:組合面多、模樣組合件質量差、組合面粗糙不平,造成模樣在裝配粘合時用膠量大,最后膠熱分解產物致殘留碳增加;模樣粘連劑選擇不當,未對粘接劑的化學成分含量進行限制,最后使用的粘接膠原始含碳量高,以及所選粘接膠的粘合能力不強,為達到白模組合粘接時的強度必須加大用膠量,這樣粘接劑在鑄件澆注過程中被熱分解,形成的產物(主要是C)會增大鑄件最終的含碳量和滲碳機會。
為解決因白模導致鑄鋼件增碳的問題,如果白模材料是EPS,在抑制鑄件增碳的方法上,選擇排碳法可以抑制鑄鋼件增碳現象的出現。但排碳法往往用于形狀簡單且相對好操作的大型鑄鋼件上,對于鑄型復雜的小型鑄鋼件采用排碳法生產上仍然有一定的難度,這一點可結合實際生產的要求來進行調整。白模材料種類的選擇,要根據鑄件表面質量要求結合三種常見材料的特性而定。就控制增碳而言,一般是用共聚料(EPMMA,STMMA)代替聚苯乙稀(EPS),前者碳含量相對低且有一定的氧元素存在,分解后的C殘留會相對較少。兩種共聚料中就綜合性能而言,又以選擇STMMA作為白模材料最優。共聚料要具有EPMMA的特性,一般EPS的比例不高,EPMMA和EPS按不同比例混合配置獲得不同性質的STMMA共聚料,可有效防止降低球鐵件碳渣缺陷率[12]。此外,在模樣制備技術要求得到保證以及澆注時不出現因白模質量引起的其他缺陷的前提下,要最大可能地限制模樣的密度,這樣有助于降低鑄件的滲碳積碳的可能。還有就是注重模樣的制作質量:模樣可以整體制作時就盡量避免組合裝配制作,要減少粘合面的數量;模樣在粘合時要使模樣的粘接組合面光整,盡可能降低粘接用膠量,進而控制熱分解產物的含碳量;使用無碳或低碳的粘接劑,不要選擇劣質碳含量高的一般膠;在能夠保證耐熱度及粘接強度時,要盡量減少粘接劑的用量,從而降低粘接劑的熱分解產物。
2.2 涂料的影響
涂料用于浸、刷在白模上,金屬液取代白模位置時,涂層內腔即是鑄件型腔,因而“涂料即是鑄型”[13]。鑄件表面粗糙度高、透氣性差、易粘砂等缺陷是目前多數消失模涂料研制企業以及自制涂料鑄造廠普遍存在的問題。廖希亮等人研究認為,液態高分子聚合物與涂料潤濕角小是產生碳黑的主要因素,骨料和粘結劑影響該潤濕性[14]。另外,涂料的透氣性也是影響消失模鑄件增碳的關鍵因素。
就涂料對增碳的影響而言,提高涂層的透氣性以及與熱解產物的潤濕性,使熱解產物盡可能多的排出型外,可降低涂層對碳缺陷的影響。涂料作為型腔的保護體,首先要滿足強度要求,在這一前提下涂層越薄透氣性越好。國外研究表明,冰晶石粉受高溫發生分解生成AlF3、NaF等,將冰晶石粉(Na3AlF6)添加到涂料中,這些分解產物會對白模熱解產物產生催化和吸附,進而消除碳缺陷[15]。
2.3 鑄造工藝的影響
在生產消失模鑄件中,模樣熱分解產物中碳擴散到鋼液中機會增大,造成滲碳增碳。出現該現象的原因之一是澆注過程中砂箱內部真空度有偏差,真空度過大或者不足都會導致模樣分解的產物無法快速地排出型腔。究其根本原因是抽真空系統和砂箱或者整體的工藝造型設置不合理。第二個原因是當模樣在澆注時氣化的時間過久,再加上澆注時充型方式不恰當,使得模樣的熱分解產物不能進入集渣腔或冒口中,造成熱分解產物中液相和固相的反應時間過長,從而增大了鑄件的滲碳的可能。第三個原因是澆注充型的過程較長,會造成鋼液的溫度較低,尤其是對于厚壁件來說,凝固速度慢,導致液相-固相狀態保留時間長,則鋼液和模樣熱分解產物的作用時間延長,也會出現滲碳和增碳現象。
針對上述現象的預防措施主要是選擇合理的澆注系統。具體要求是在澆注時要加快模樣的氣化,同時減少或者盡量錯開模樣熱分解產物中液相與固相相接觸反映的時間,來降低或避免滲碳和增碳缺陷的出現。澆注溫度和澆注速度是另一影響因素,二者的提高會加快鑄件模樣的熱分解導致氣化不完全。從而增加熱分解產物在液相中的占有量。假設鋼液和模樣之間的間隙較小,液相中的熱分解產物會被擠出到模樣的涂料層和鋼液之間或者占據鋼液流動的冷角和死角,使接觸面增大,碳濃度提高,滲碳量增大。對于低碳鋼件澆注,如果采用雨淋式澆注系統很有可能導致增碳、滲碳及積碳。若采用底注式或階梯式澆注方法,使鋼液的充型流動速度平穩,模樣熱分解產物能順利進入集渣腔或溢流冒口中,從而降低和減少模樣熱分解產物中液相和固相的接觸反應時間,降低和消除增碳幾率。
2.4 其他因素的影響
鑄件冶煉時化學成分控制不當,原始鐵水碳含量就很高,這樣鑄件的碳含量相較預期就高,針對這種問題的措施是,采用中頻爐熔煉嚴格控制低碳合金鋼的配料和選料操作[11]。配制鋼水原料時,確保熔煉配料成分比較低的原始碳含量,可以達到初步限制碳來源的目的。另外在鑄造低碳合金鋼時,砂箱需要保持較高的真空度來形成砂箱里外高的負壓,這樣有助于加快熱分解氣體從涂層往型腔外散出,從而減少模樣熱分解產物的聚集以及與鋼水接觸時間。但是負壓度超過一定限度,會引起鑄件粘砂、塌箱及其他缺陷的產生,所以真空度要選擇在合理的范圍。
3 結語
消失模鑄造不銹鋼過程中碳缺陷控制是質量控制中的難點和重點,通過增碳的原理和過程研究,找到問題的影響因素和解決措施,得出如下結論:
(1)找到合適的白膜材料。在常壓的三種白模材料中,STMMA共聚料能夠滿足生產需要,有利于減少碳渣、皺皮,且價格合理。
(2)涂料選擇和使用要合理。在滿足強度和耐火度條件下,選擇骨料透氣性好的涂料,涂層要盡可能薄。
(3)澆注系統設計要恰當。選用頂注式和整體式澆注系統,在保證不粘砂的情況下,盡可能的提高負壓度。
(4)提高熔煉技術,確保鐵液低的含碳量。