液壓支架立柱活塞桿表面修復方法比較
2019-06-24 12:45:28紀振崗
中小企業管理與科技 2019年14期
紀振崗
(山西金暉煤焦化工有限公司礦山裝備分公司,山西 孝義033000)
1 表面修復優缺點及工藝特點
面修復優缺點及工藝特點如表1和表2所示。
2 各種修復方法的投資成本
上述四種活塞桿修復方法所使用的主要設備及價格如表3所示。
表3僅給出了各修復方法所需設備的價格,除此以外,投資成本還要考慮原料成本、配套輔助設備費用(自動送粉裝置、水冷系統、矯直及機加工設備)、后期維修保養費用等[1]。
3 效益及發展前景
從環境效益來看,上述四種修復方法均屬于環境友好型,主要區別在性能效益和經濟效益。對于性能效益,依據活塞桿的使用工況,主要考量修復層與基體的結合強度、修復層的耐磨性(硬度為主要指標)、耐腐蝕性及孔隙率等。各修復方法的性能效益和經濟效益綜合對比如表4所示。

表1 活塞桿修復方法的優缺點
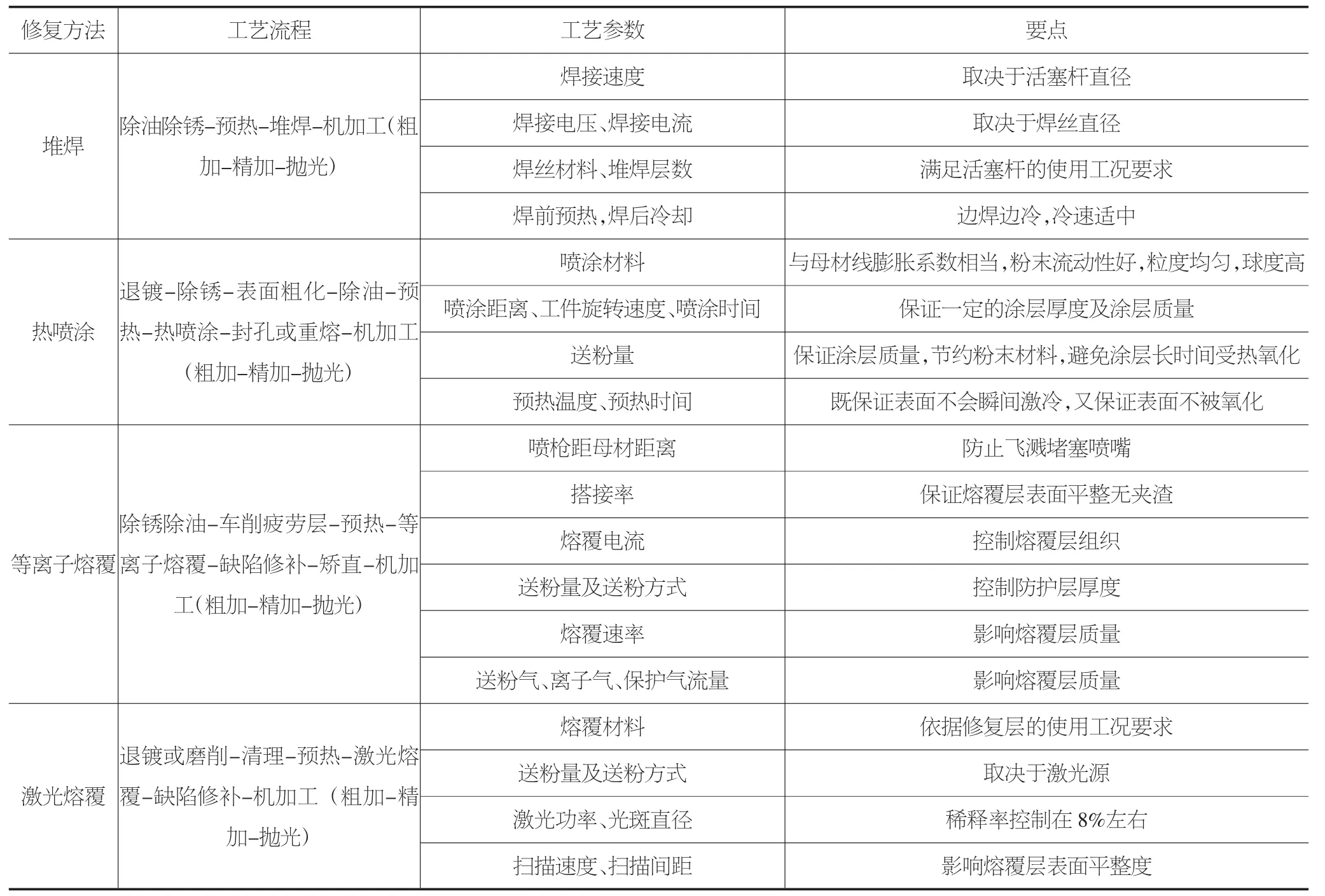
表2 活塞桿修復方法的工藝特點
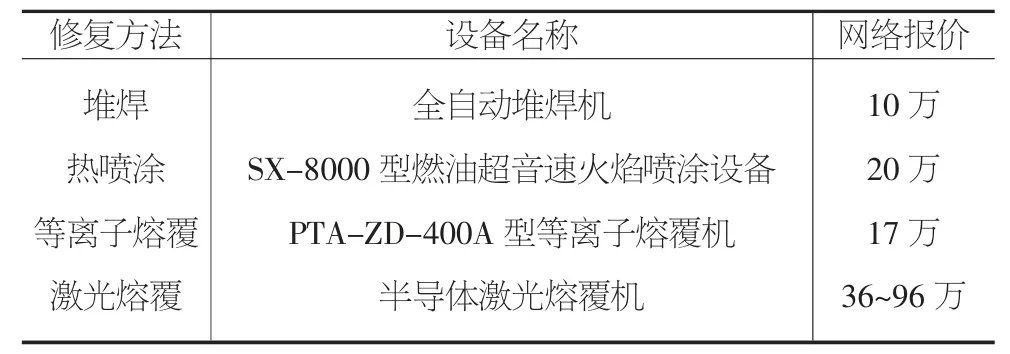
表3 各修復方法所需設備及報價

表4 各修復方法的性能效益和經濟效益綜合對比表
就短期小批量生產而言,堆焊是綜合性能較好的,既能滿足修復層的使用要求,投資及維護成本較低,其使用壽命較原成品件提高了3 倍,但生產效率偏低。熱噴涂技術中的超音速火焰熱噴涂和等離子熱噴涂設備成本較高,且由于修復層與母材為機械結合,修復層孔隙率高,需要額外的重熔技術及封孔技術,使成本進一步提高,且工藝復雜,影響因素較多,生產率低。在煤礦機械設備的表面修復強化領域中,等離子熔覆技術的發展及應用較激光熔覆技術更為成熟,從設備的投資及后期維修保養等方面,其價格基本保持穩定,但等離子熔覆對基材影響大,易使活塞桿發生變形[1]。雖然激光熔覆設備投資成本及后期維修護理成本較高,但其能量密度集中,對基材影響小,工藝不易變形,熔覆層組織致密,具有優異的耐蝕性,激光熔覆技術修復產品的使用壽命較鍍鉻提高了5~10 倍,但修復成本是鍍鉻修復成本的5 倍左右,是等離子熔覆技術修復成本的2 倍。隨著市場需求的不斷增加,以及對產品質量的要求不斷提高,激光技術不斷發展成熟,設備的價格肯定會下降,降低激光熔覆投入成本。從長遠發展來講,激光熔覆技術的性價比較高,發展空間大,將來有望在液壓支架修復中占據主導地位。
猜你喜歡
今日農業(2022年16期)2022-09-22 05:38:36
今日農業(2022年14期)2022-09-15 01:43:28
河南電力(2021年5期)2021-05-29 02:10:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代水產(2019年1期)2019-05-16 02:42:02
今日農業(2019年14期)2019-01-04 08:57:40
電影(2018年12期)2018-12-23 02:18:48
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03