關于釉料廢水循環使用引起釉面針孔缺陷的探討
2019-06-30 01:46:14
佛山陶瓷 2019年3期
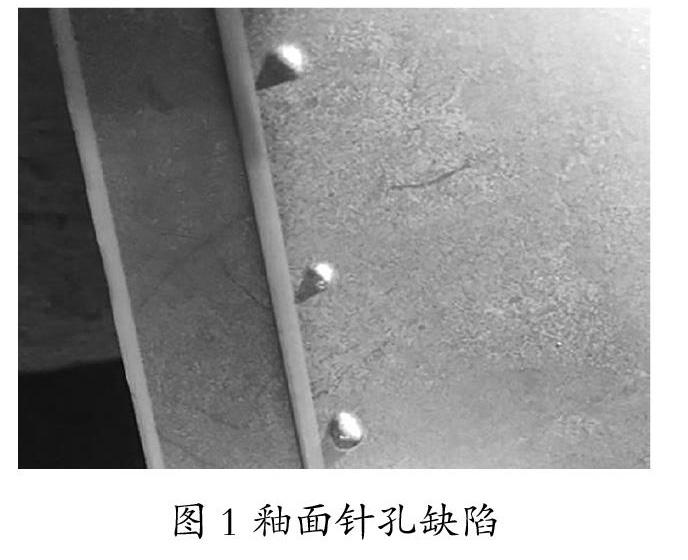
某廠在生產800×800 mm規格的釉面磚,生產過程中較長時間出現釉面針孔缺陷(如圖1)。生產和技術部門分別從釉料、坯料配方以及窯爐等多方位調試,未能從根本上解決問題。經我司的技師到達生產現場與廠方管理人員共同溝通,以及重新梳理分析前期調整的相關數據,并根據目前的生產狀況和前期的數據特征,采取如下排查與解決措施:
一、釉料方面的調整
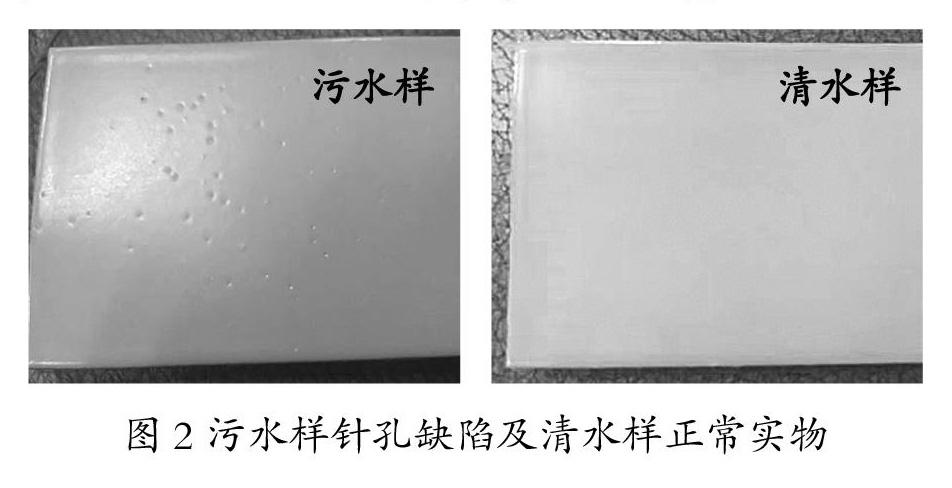
工廠前期也找了多家釉料公司的技術人員過來調試,磚面也都不同程度的存在針孔缺陷。這次調整時,我們先對生產中正在使用的原料及回收廢料分別取樣,打磚淋釉試燒,檢查是否有針孔。其中發現淋了拋釉的廢磚試樣存在很多大顆的針孔缺陷(如圖2)以及加入拋光廢料的試樣有發脹和針孔缺陷。由此可知,釉料廢水需經過沉淀處理合格之后才能入球使用。
二、坯料方面
工廠的工藝師也從不同角度調整坯體配方,效果并不明顯。這次我們對生產中正在使用的原料分別取樣打餅,試燒檢查它們的始熔溫度點,沒有發現異常問題,但是發現加入拋光過程的廢料的試樣有發脹和針孔缺陷現象。由此可知,拋釉磚表層的廢渣需經過沉淀處理合格之后才能按比例入球使用,不能過量使用。
三、粉料方面
對原料車間的過程控制重新梳理,防止在入球、漿料過篩、噴霧造粒及粉料輸送過程中的不良操作而引起針孔,原料入球時嚴禁使用未經沉淀處理合格的釉料廢水。
四、窯爐方面調試
(1)升高或降低窯爐輥下1 ~ 6區噴槍以及輥上第3 ~ 8區噴槍的溫度時,該釉面針孔有發生變化,但是不能穩定,時好時壞,如果再繼續降低窯爐前段溫度的時候,又極容易造成產品出現黑心或變形現象。由此可知,只能采用盡量升高窯爐前溫的方法來達到延長坯體的氧化時間。
(2)當升高窯爐氧化階段的溫度時,釉面針孔嚴重且孔徑變大;同時磚坯極易出現夾層黑心現象。由此可知,該批提在氧化階段的溫度不能過高或過急。
(3)在保證窯爐前、中段溫度不變的前提下,適當降低燒成區的輥上溫度時,釉面針孔缺陷會明顯減少,但是磚坯很容易出現返變形現象,甚至有時產品出現了生燒,檢查其磚面仍然存在大針孔缺陷。由此可知,該缺陷是氧化不良而造成的針孔不是過燒的針孔。
五、其它方面的排查與實驗工作
(1)對原料入球的水分別取樣,然后做小實驗,發現使用未經沉淀的球釉廢水和脫硫塔的循環水入球的小樣存在很多針孔,同時漿料流速也發生變化異常,會出現流速變慢或者無流速現象。(如圖2左)。
(2)通過上述各實驗與排查,將球釉車間與釉線車間的廢水進行分離沉淀處理之后,再利用到原料車間入球,再取樣打餅復檢后正常。(如圖2右)。
(3)釉料入球必須使用清凈的井水或自來水,嚴禁使用車間的循環水。
總結:通過本次的排查以及采取了相應的解決措施,在保持坯料和釉料不變的前提下,主要是通過加強對生產過程的管理,不再直接使用未經處理的釉料廢水入球,坯體中減少拋光廢料的使用量以及通過調整窯內壓力,加大負壓及提高氧化區前段的溫度,適當降低燒成區的輥上溫度,使坯體利于排氣,該針孔缺陷得以解決。
(潘 雄)
