毛細管封口釬焊工藝研究
2019-07-08 02:15:36嚴雅燈
中小企業(yè)管理與科技·下旬刊 2019年3期
關鍵詞:工藝
嚴雅燈
【摘 要】論文介紹了一種毛細管封口釬焊工藝,該加工工藝采用電磁感應加熱方式將空腔內(nèi)的釬焊絲熔融成液態(tài)焊料,液態(tài)焊料冷卻固化后形成充盈空腔的深堵焊栓,使釬焊絲整體速熔充盈空腔來消除微氣孔,使汽車空調(diào)熱力膨脹閥產(chǎn)品達到了消除微氣孔、封口密閉、品質(zhì)一致、延長使用壽命的目的。
【Abstract】The paper introduces a kind of capillary sealing brazing process, in which the brazing wire in the cavity is melted into liquid solder by electromagnetic induction heating, and the deep plug welding bolt with filling cavity is formed after cooling and curing of the liquid solder, and the brazing wire in the cavity is melted into liquid solder by means of electromagnetic induction heating. The brazing wire is filled with cavity to eliminate micropores, and the products of automobile air-conditioning thermal expansion valve achieve the purpose of eliminating micropores, sealing, consistent quality and prolonging the service life.
【關鍵詞】毛細管;封口;釬焊;工藝
【Keywords】capillary; seal; brazing; technology
【中圖分類號】TG454 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文獻標志碼】A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文章編號】1673-1069(2019)03-0161-02
1 引言
車用空調(diào)系統(tǒng)熱力膨脹閥,膨脹閥動力頭上面的制冷工質(zhì)是經(jīng)毛細管注入汽車空調(diào)熱力膨脹閥內(nèi)的,注入工質(zhì)后需對毛細管的注入端進行釬焊封口,現(xiàn)有技術采用乙炔和氧氣燃燒的炔氧焰炬,加熱熔融釬焊絲的釬焊方法對毛細管的注入端進行釬焊封口,用炔氧焰炬加熱熔融釬焊絲的釬焊方法簡稱風釬焊;毛細管的癟栓至注入端之間有一段因注入工質(zhì)工藝需要而遺留的空管腔,稱為空腔;風釬焊封口時,釬焊絲熔液在毛細管的注入端冷卻形成淺堵焊栓的過程中,空腔內(nèi)的潴留空氣熱因脹冷縮會在淺堵焊栓的內(nèi)部形成細小、貫穿、難以檢測的微氣孔,微氣孔會導致產(chǎn)品內(nèi)的工質(zhì)產(chǎn)生慢泄漏,使產(chǎn)品的品質(zhì)各異,產(chǎn)品的使用壽命縮短。此外,風釬焊要求事先預備一定數(shù)量待封口的半成品同時進行封口,積累預備半成品過程中備品會發(fā)生泄漏,致使制成品品質(zhì)各異;風釬焊所需的氧氣和乙炔易燃易爆,存在燃爆隱患。因此,現(xiàn)有技術存在易產(chǎn)生微氣孔、封口不嚴、品質(zhì)各異、使用壽命短的問題與不足。
2 封口釬焊工藝
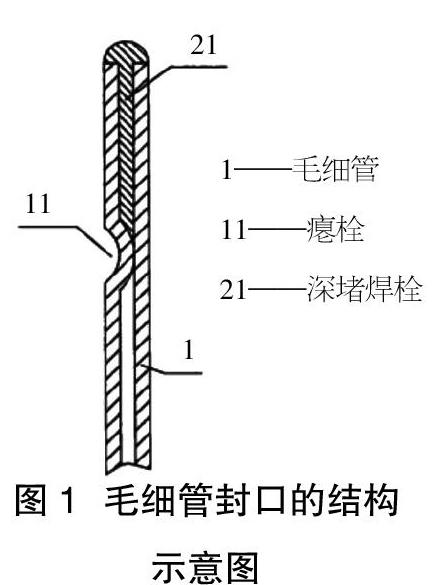
圖1為毛細管封口的結構示意圖。封口釬焊工藝將一段釬焊絲插入空腔內(nèi)排除空腔內(nèi)大部分潴留空氣,采用電磁感應加熱方式將空腔內(nèi)的釬焊絲熔融成液態(tài)焊料,液態(tài)焊料冷卻固化后形成充盈空腔的深堵焊栓,通過減少空腔中的潴留空氣,采用電磁感應加熱,使釬焊絲整體速熔充盈空腔來消除微氣孔的技術方案,提供一種毛細管封口的感應釬焊方法,旨在使汽車空調(diào)熱力膨脹閥產(chǎn)品達到消除微氣孔、封口密閉、品質(zhì)一致、延長使用壽命的目的[1]。
該加工工藝依次包括封堵、插填釬焊絲、電感釬焊三個步驟:
步驟一:注入工質(zhì)后,用封口鉗在距毛細管的注入端30mm處將毛細管夾扁,形成暫時阻止已注入的工質(zhì)快速向外泄漏的栓塞即癟栓;癟栓至毛細管的注入端之間的形成一段空腔。
步驟二:將事先截取與毛細管管徑滑動適配、長度為35mm的釬焊絲沿毛細管的注入端插入空腔且抵至癟栓處;插有釬焊絲的這段毛細管需要封口。
步驟三:封口段插入電磁感應加熱器的電感加熱區(qū)內(nèi), 開啟加熱2s,釬焊絲熔融成液態(tài)焊料并充盈在空腔內(nèi),之后關閉加熱,將封口段從電感加熱區(qū)內(nèi)抽出,浸水冷卻2s,所述液態(tài)焊料冷卻固化形成充盈所述空腔的深堵焊栓,封口畢。
上述工藝采用的電磁感應加熱器為30kW超音頻交變磁場電磁感應加熱設備;釬焊絲為低于毛細管熔點且與毛細管材質(zhì)親和的銅銀合金質(zhì)焊絲。
3 工作原理及有益效果
本加工工藝插絲可最大限度減少空腔中的潴留空氣,采用電磁感應加熱,可使釬焊絲整 體速熔為液態(tài)焊料,同時可迅速排出釬焊絲與空腔之間的殘留空氣,液態(tài)焊料經(jīng)冷卻能夠形成充盈空腔的深堵焊栓;經(jīng)顯微切片檢測,深堵焊栓內(nèi)只存在少量相互封閉隔離的微氣泡,無貫穿的微氣孔;經(jīng)耐久試驗,通過本工藝加工的封口通過10萬小時無泄漏;經(jīng)一致性試驗,本發(fā)明的封口通過30萬件無差異。
本加工工藝將一段釬焊絲插入空腔內(nèi)排除空腔內(nèi)大部分潴留空氣,采用電磁感應加熱方式將空腔內(nèi)的釬焊絲熔融成液態(tài)焊料,液態(tài)焊料冷卻固化后形成充盈空腔的深堵焊栓,通過減少空腔中的潴留空氣,采用電磁感應加熱,使釬焊絲整體速熔充盈空腔來消除微氣孔的技術方案,克服了現(xiàn)有技術存在易產(chǎn)生微氣孔、封口不嚴、品質(zhì)各異、使用壽命短的問題與不足,所提供的一種毛細管封口的感應釬焊方法,使汽車空調(diào)熱力膨脹閥產(chǎn)品達到了消除微氣孔、封口密閉、品質(zhì)一致、延長使用壽命的目的。
4 結論
本加工工藝使汽車空調(diào)熱力膨脹閥產(chǎn)品,消除了微氣孔,封口密閉且品質(zhì)高度一致,延 長了產(chǎn)品使用壽命,同時還避免了風釬焊的備品泄漏和燃爆隱患的弊端。本工藝原理簡單,加工方法有效,對同類產(chǎn)品的設計有一定的借鑒作用。
【參考文獻】
【1】焊接手冊[M].北京:機械工業(yè)出版社,2001.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
