低合金高強鋼薄板的三維全場焊接變形研究
2019-07-10 07:44:01談杰王立忠梁晉楊洪期
中國測試 2019年2期
談杰 王立忠 梁晉 楊洪期
摘要:針對低合金高強鋼薄板在焊接過程中變形的不確定性及復雜性,提出一種基于數字圖像相關法的測量方法。該文以Q345和Q690薄板對比試驗進行分析,得到兩塊薄板的三維全場焊接變形。試驗結果表明:Q690和Q345薄板在焊接過程中總體變形趨勢一致,都經歷中間凸起,恢復,四周翹起,最終成馬鞍形;但強度更高的Q690薄板在焊接過程中變形趨勢更緩,變形曲線圖中的拐點出現得更遲;冷卻到最后,Q690薄板關鍵點變形比Q345薄板小。研究結果可為揭示低合金高強鋼薄板焊接變形機理提供可靠依據。
關鍵詞:低合金高強鋼;數字圖像相關法;焊接過程;三維全場變形
中圖分類號:TG156.2
文獻標志碼:A
文章編號:1674–5124(2019)02–0030–06
0 引言
低合金高強鋼以其具有高強度、高硬度、高韌性以及優秀的抗沖擊性、耐磨性、抗變形能力強等諸多優點,得到了各行各業的青睞[1]。但無論是汽車制造業、建筑業還是橋梁工程,都會涉及到焊接過程,因此焊接變形是焊接過程中無法避免的問題。然而,由于目前世界范圍內的焊接研究者關于焊接收縮變形的公式都是關于厚板和低強鋼的,并沒有經驗公式來計算高強鋼薄板的焊接變形[2],所以該研究對于低合金高強鋼的應用具有重要意義。
2010年,Kim等[3]通過實驗和模擬相結合的辦法研究了高強鋼(HT780)激光焊接變形和殘余應力。Wang等[4]運用有限元分析了高強鋼薄板瞬時屈曲變形和殘余屈曲變形,研究了950MPa高強鋼在焊接和冷卻過程中均存在屈曲變形。和低碳鋼相比,由于高強鋼屈服強度大,在焊縫附近存在更大的熱壓應力,因此,高強鋼在焊接過程中由于熱膨脹作用,會發生屈曲變形。2016年,王衛玲等[5]研究了焊接方法對超高強鋼D406A焊接變形的影響。該研究采用激光焊和手工鎢極惰性氣體保護焊(TIG焊),研究發現激光焊接產生的變形遠小于手工TIG焊產生的變形。上述研究對于高強鋼的研究主要集中在單點、單向、單狀態的焊接變形,沒有得到高強鋼在焊接過程中的全場全過程的三維變形。本文通過采用一種基于數字圖像相關法的雙目立體視覺技術,對低合金高強鋼Q690薄板在焊接過程中的變形規律進行探究,得到了所測薄板的三維全場變形;并采用時序匹配方法在保證匹配精度的前提下,提高了匹配的成功率,減少變形場的孔洞。
1 高溫散斑圖像的基于時序匹配方法
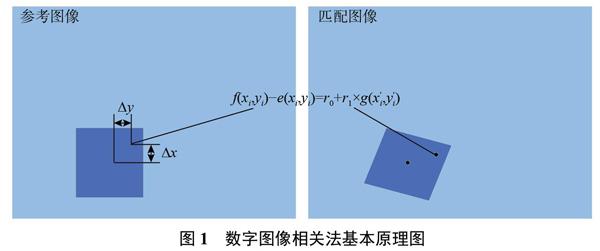
數字圖像相關法(digital image correlation,DIC)最初由RANSON等提出,其主要目的就是匹配兩幅圖像上對應點,基本原理如圖1所示[6-8]。為了尋找變形前散斑圖像上的某一點在變形后散斑圖像上的對應點,通過一定的算法計算該點周圍矩形子區內的散斑灰度信息,在變形圖像上求取相關系數的極值來進行尋找[9-11]。但是在焊接過程中,焊縫區域溫度高達上千攝氏度,焊縫焊頭處在焊接時會變成紅色斑點,焊接結束后,焊件表面散斑會發生變色變形,導致散斑質量變差,這會導致后期圖像相關匹配時匹配錯誤,計算結果中出現大面積的孔洞[12-15]。
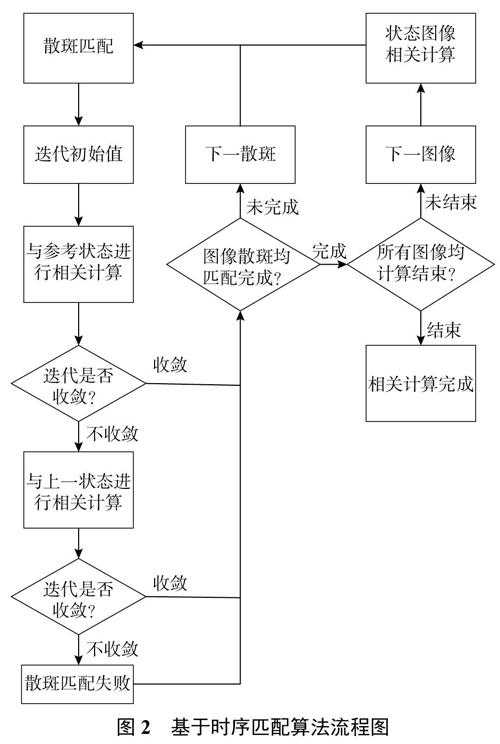
針對上述存在的問題,本文采用一種新式的基于時序匹配方法,運算流程圖如圖2所示,其基本原則為:當縱向相關性計算迭代無法收斂時,則選取上一狀態作為參考狀態重新進行迭代計算,所有變形圖像都需要先和第一幅未變形的狀態進行匹配計算。首先,將第一張照片設置為基準狀態進行散斑匹配獲取初值,如果迭代收斂,則繼續進行下一散斑匹配,直到所有圖像匹配完成。對于有些未匹配成功的部分圖像,則自動選取上一狀態為參考狀態進行匹配,直至所有狀態都匹配完成。這種方法優先使用參考狀態進行匹配,這就保證了匹配的精度;同時對于未匹配成功的部分采用上一狀態進行匹配,這就提高了匹配的成功率,使變形場更加完整。
2 試驗方案
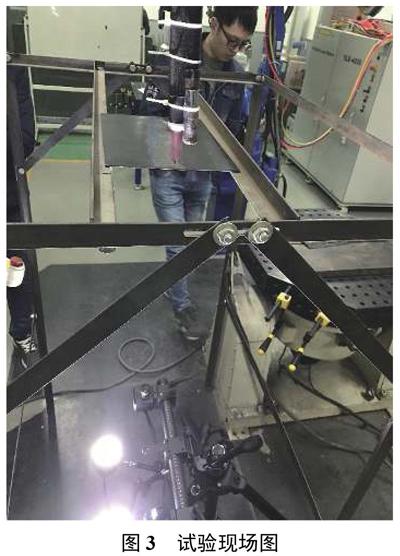
試驗現場如圖3所示,將被測薄板放置在角鋼架上,機械手臂帶動焊槍在薄板上方移動進行焊接,測量系統放置在薄板正下方。該測量系統為本課題組自主研發的XJTUDIC變形測量系統,在試驗過程中,由該設備持續采集所測焊接薄板照片并傳輸到所連接的計算機上,再由該測量系統配套的軟件進行計算即可得到焊接過程中的全場三維變形。
所測薄板如圖4所示,在薄板單側噴散斑,并且在焊縫區域內噴涂耐高溫膠,四周噴涂高溫漆,這樣既節省了散斑制作時間,又能保證高溫區域內散斑不會被損壞。試驗時,在噴涂散斑一側進行測量,另一側進行焊接,這樣能夠有效避免焊接時強光和煙霧對測量的影響。此次試驗采用TIG焊,具體焊接參數如表1所示。
3 試驗分析
采用DIC可以得到薄板的三維全場變形信息,但是為了更加直觀地比較兩塊試驗板的變形大小,在焊縫一側分布A~E5個關鍵點,如圖5所示。
試驗過程主要分為兩個階段:焊接階段和自然冷卻階段,根據所測圖像可知,前60s為焊接過程階段,60~500s為自然冷卻階段。圖6和圖7展示了Q345和Q690薄板在60s、150s、300s和500s4個時刻的Z向全場變形云圖。從圖中可以發現,在焊接剛結束時,Q345和Q690板變形最大區域都是在中間靠右部分,這是由于焊接方向為X軸正向,也就是圖中從左到右進行焊接,焊接剛結束時,右側區域溫度最高,所以變形也最大,并且Q345板的最大變形量比Q690板大0.2906mm。
隨著薄板在空氣中冷卻,變形最大的中間區域逐漸從凸起到恢復,然后兩端翹起,冷卻到最后成為馬鞍形,四周變形最大,中間區域變形量基本為零。Q345和Q690兩塊板的總體變形規律相同,但冷卻到最后,Q345的Z向絕對變形量為8.6283mm,Q690的Z向絕對變形量為9.9803mm,強度更高的Q690板比Q345板Z向最大變形量大1.352mm。
焊板A~E5個關鍵點在焊接及冷卻過程中的變形曲線如圖8和圖9所示,從圖中可以看出,焊板5個關鍵點在X、Y和Z3個方向上的變形趨勢基本一致,都經歷從變形增大、減小、再增大、然后趨于穩定的這一過程。變形拐點在60s左右時出現,90s后,各個關鍵點的變形方向都不再變化,直至冷卻結束。各個關鍵點的變形主要是在Z方向上,X和Y方向上的變形在總變形中所占比例較小。變形最大的關鍵點為靠近中間區域的C、D兩點,Q345焊板的C、D兩點總變形分別為4.4603mm和3.6416mm,Q690焊板的C、D兩點的總變形為3.4496mm和2.9183mm。
