大型風電葉片模具設計制造研究
2019-07-15 07:02:40石鵬飛
裝備制造技術 2019年5期
石鵬飛
(三一重能有限公司,湖南 長沙410100)
0 引言
隨著大功率風力發電機的發展和南方低風速風場的開發,長葉片技術研究愈發顯得重要。而葉片的制作離不開模具,一套高精度、長壽命的風機葉片模具是高質量葉片成型的基礎,同時也是降低風機葉片制作成本的重要保障。
許蕾[1]等利用UG軟件的建模及分析能力,對葉片模型進行法蘭設計和分段鋼架設計,為風機葉片模具分段設計提供了參考。李義全[2]等提出采用補償性設計減少葉根基圓的收縮變形,為葉片模具型面精度控制有重要指導作用。馮消冰[3]等從機械、液壓、電控三個方面介紹了一種全液壓翻轉機構的設計過程并進行運動優化控制,樂韻斐[4]等通過Matlab優化工具箱對風電葉片模具液壓翻轉機構進行優化設計,均為風機葉片模具的整體優化發展開創了新的思路。楊帥[5]等研究風電葉片模具電阻絲加熱的電加熱控制系統,大大提高了風電葉片模具加熱系統的溫升速率。
本文從傳統風電葉片模具出發,闡述殼體陽模具、殼體主模具設計制作工藝,同時對設計制作過程中的關鍵控制點和檢測項進行分析和總結,為各類型號風電葉片模具設計制作提供重要實踐參考。
1 模具整體概述
風力發電機葉片組成包括迎風面殼體(PS面殼體)、背風面殼體(SS面殼體)、腹板。其中PS面殼體、SS面殼體包含蒙皮、大梁、芯材及葉根組件。風力發電機葉片結構示意如圖1所示。
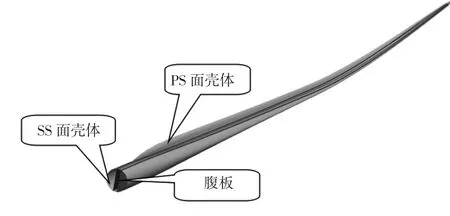
圖1 風力發電機葉片示意圖
從葉根往葉尖段剖開截面如圖2所示。
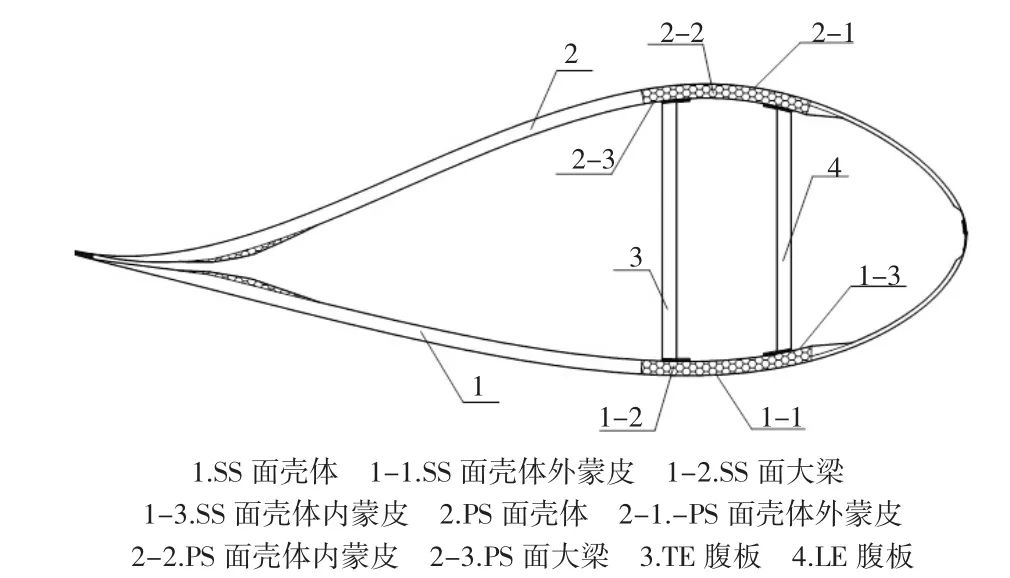
圖2 葉片截面示意圖
葉片制作時,腹板、大梁分別在腹板模具、大梁模具預制成型,殼體(含蒙皮、預制大梁、芯材及葉根組件)在殼體主模具一起鋪設成型。殼體成型后,腹板吊裝至殼體進行定位粘接,然后PS面殼體和SS面殼體合模粘接成型。
一套風力發電機葉片模具組成包括:殼體陽模、殼體主模具、大梁模具、腹板模具。陽模具表面機加成型,用來翻制殼體主模具和大梁模具。腹板模具一般為鐵制表面模具,用來制作葉片腹板。各部件模塊功能如圖3所示。
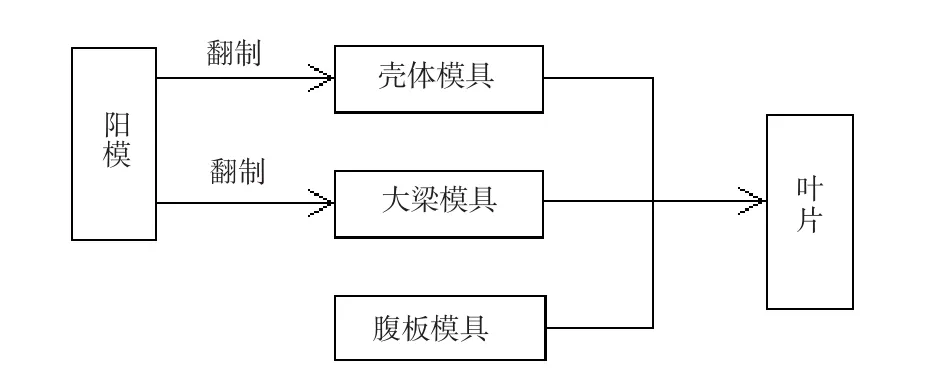
圖3 風力發電機葉片模具各模塊示意圖
2 殼體陽模
殼體陽模包括鋼架支撐體和玻璃鋼層,陽模設計制作流程如圖4所示。
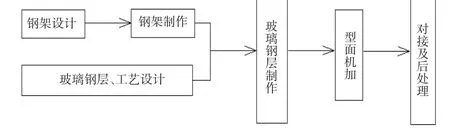
圖4 陽模設計制作流程示意圖
由于殼體主模具SS面、PS面分別在固定的陽模SS面、PS面上翻制,陽模為相對靜態的使用過程,因此陽模鋼架支撐體主要考慮強度和剛度性能指標。為了便于操作,陽模鋼架高度設計在保證剛度的前提下盡量矮,一般最低高度不能小于500 mm。
葉片葉根端面豎直放置時,葉尖高度太高。為降低所設計模具的整體高度,一般將葉片往葉尖傾斜一定角度放置,即葉根端面同豎直平面成一夾角,夾角范圍0~5°不等,根據葉片預彎值進行確定。根據模具設計的長度,可將模具分為若干段進行對接。目前現有數控CNC加工中心長度大約為30 m,同時考慮每段運輸的便捷性和成本,一般每段陽模長度不超過15 m。
2.1 陽模鋼架支撐體
陽模鋼架支撐體從下至上可分為框架層、卡板層、型面層,單段陽模示意如圖5所示。每段獨立陽模要設計吊裝工裝,吊裝位置處設計雙截面,防止吊裝變形。
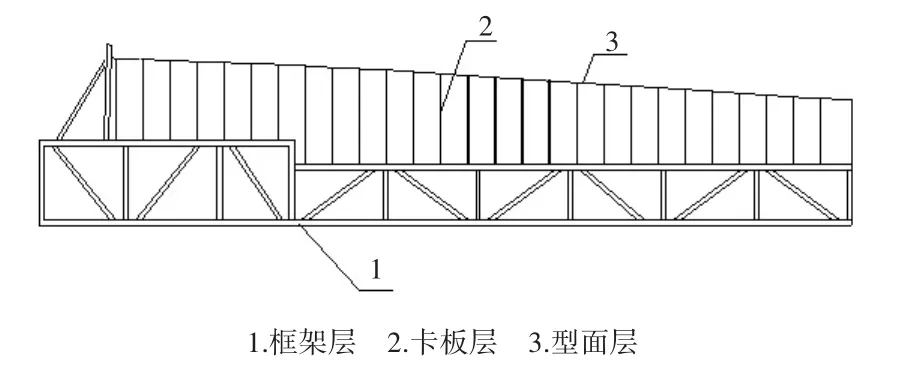
圖5 陽模單段鋼架示意圖
鋼架斷面示意如圖6所示,包含橫梁、縱梁、立柱和斜撐。其中縱梁選用鋼材較之其他件號大一種尺寸規格,以60 m長度模具為例,其他件號選用鋼材型號為80 mm的方管,縱梁選用鋼材型號為100 mm的方管。
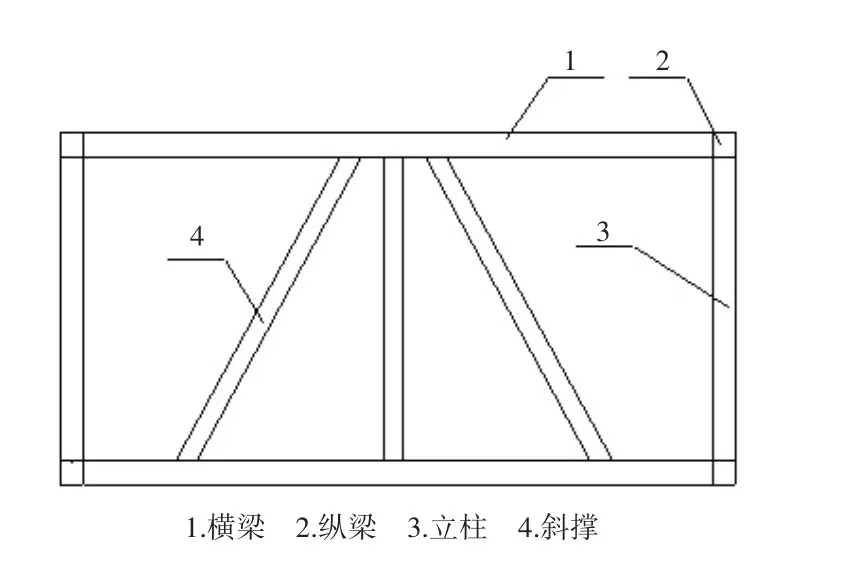
圖6 鋼架斷面示意圖
鋼架支撐體制作主要步驟如下:
(1)搭建輔助基準平臺,調整水平面;
(2)在輔助基準平臺上焊接制作鋼架支撐體框架層,保證框架層直線度、立柱垂直度;
(3)定位焊接卡板層卡板和加強筋板;
(4)型面層隨形小方管鋪設焊接,小方管從前后緣往中間鋪設,各段鋼架對接處小方管設計預留大約30 mm間隙;
(5)鋼架做振動時效處理。
2.2 陽模玻璃鋼層
陽模玻璃鋼最外層型面機加成型,氣動外形和葉片型面理論上完全一致。由于殼體主模具在陽模上翻制時存在收縮變形,陽模葉根段1 m范圍內型面外徑設計增大5~10 mm,殼體主模具葉根段翻制后外徑偏差范圍要求一般為0~+2 mm。
陽模玻璃鋼層從下往上包括膩子層、玻纖層、代木層、表面層,如圖7所示。
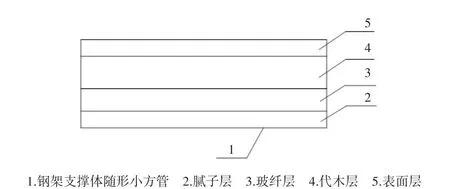
圖7 陽模玻璃鋼層示意圖
膩子層主要包含有氣相二氧化硅、樹脂和固化劑(手糊樹脂及固化劑配比為100∶32)。鋼架支撐體型面層隨形小方管打磨后刮涂膩子層,填充密封小方管之間的間隙,整體厚度超出小方管大約1 mm。固化后打磨表面,增大表面粗糙度,然后鋪設手糊大約5 mm厚度四軸向玻纖布。玻纖布層固化后打磨表面,增大粗糙度,開始鋪設代木層。代木層的厚度根據各區域分布有所不同,以本設計為例,葉根至距離葉尖5 m區域內,隨形小方管設計高度比型面矮20 mm,型面鋪設代木層的厚度一般為30 mm,葉尖5 m區域內隨形薄板設計高度比型面矮25 mm,型面鋪設代木層厚度一般為35 mm,預留代木層加工厚度10 mm。
陽模代木層機加工藝過程:吊運與固定→對刀→試切與調整→粗加工→型面檢查與修補→精加工→型面檢測。
表面層主要為易打磨膠衣,在陽模型面代木層機加和各分段對接后噴涂,固化后厚度約0.5 mm,表面層的作用用于保證模具表面的光潔度和表面防護。
2.3 各分段陽模對接
各分段陽模代木層經過數控CNC加工后,需要拼接成為一個整體。首先通過粗調將各分段模具擺放在相應的對接位置,然后根據中心線標記調整中心軸線直線度,限制弦線方向移動和繞豎直軸線轉動的自由度;根據中心軸線長度測量控制葉展方向移動和繞弦線方向轉動的自由度;根據型面高度、標高和其他設計定位基準調整前、后緣高度,限制上下方向移動和繞葉根葉尖中心軸線轉動的自由度。
各分段陽模對接位置精調確定后,對接縫處型面(寬度約200 mm)打磨至玻璃鋼層。手糊大約5層玻纖布層,然后鋪設大約5 mm厚度的代木層,固化后打磨對接縫型面,光滑過渡。代木層外表面噴涂易打磨膠衣,后續修磨表面至合格。經過型面后處理合格的陽模如圖8所示。
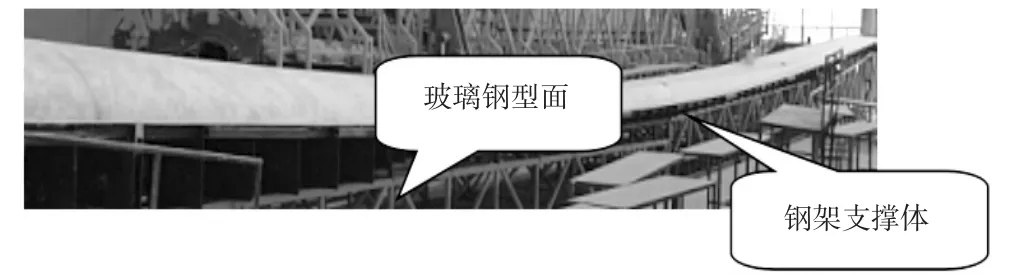
圖8 殼體陽模具生產圖
2.4 殼體陽模檢測項目
陽模制作過程中檢驗控制的項目為鋼架尺寸檢測、原材料檢測、工藝過程控制。陽模制作驗收需要檢測的項目主要包括鋼架外觀檢測、模具玻璃鋼表面外觀檢測(包括米刻標識等)、表面粗糙度檢測(Rz≤8 μm)、真空保壓檢測(保壓30 min,壓力上升小于4 kPa)、長度檢測(偏差≤±設計長度/1 000 mm)、型面激光檢測(整體水平偏差≤±3.5 mm)。
3 殼體主模具
殼體主模具包括鋼架支撐體和玻璃鋼層(含加熱系統)、法蘭機構、液壓翻轉系統。殼體主模具玻璃鋼層在陽模上翻制成型,殼體主模具設計制作流程如圖9所示。
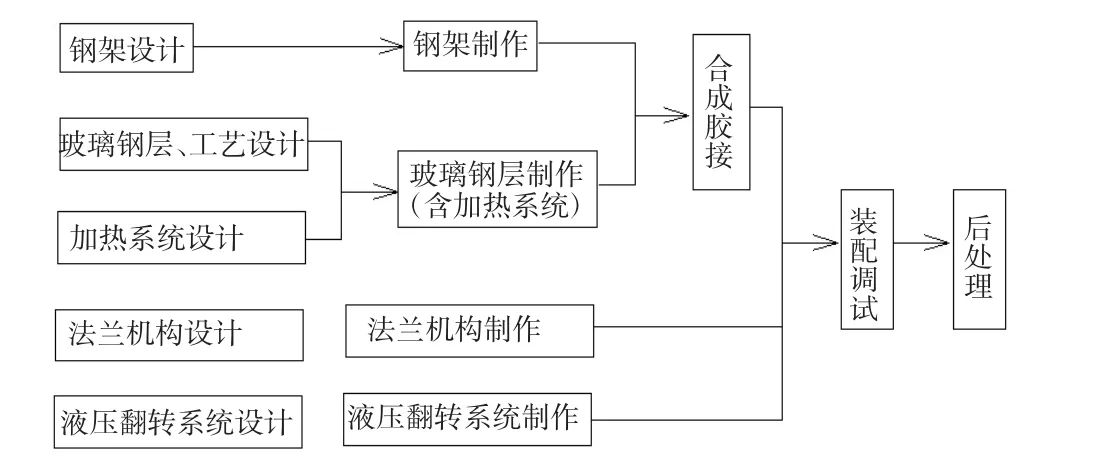
圖9 殼體主模具設計制作流程示意圖
3.1 鋼架支撐體
鋼架支撐體包括SS面和PS面鋼架支撐體,合模狀態如圖10所示。合模后鋼架高度一般不超過5 000 mm,鋼架截面間距一般取1 500~2 000 mm,翻轉機構兩側各一個截面間距取800~1 000 mm,保證翻轉機構安裝處鋼架的強度和剛度。

圖10 殼體主模具鋼架支撐體合模示意圖
殼體主模具鋼架支撐體從下至上可分為三個部分:框架層、卡板層、預埋層。如圖11所示,框架層為型鋼制作的主體框架,卡板層分布在每個截面,和每個截面的框架主體焊接。預埋層包括中間預埋件和縱梁預埋件,中間預埋件包括預埋型鋼、調節螺栓和支架,支架焊接在每個截面的卡板上,中間相鄰預埋型鋼之間的寬度一般為600 mm。縱梁上預埋件包括預埋型鋼、支架和調節支撐座。支架和預埋型鋼焊接,裝配在調節支座上,可實現上下方向、弦線方向移動調節。
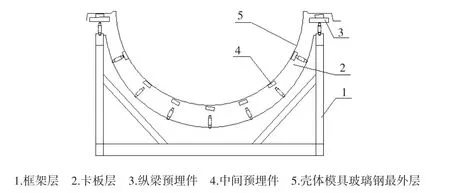
圖11 殼體主模具鋼架截面示意圖
3.2 殼體主模具玻璃鋼層
殼體模具根端法蘭和前后緣法蘭均需預留300 mm的操作寬度。殼體主模具玻璃鋼層從外往內依次為保溫層、第二層結構層、加熱層、第一層結構層、表面層。如圖12所示,表面層一般為高光膠衣或碳氈,厚度大約1 mm,可采用手糊或真空灌注。第一層結構層鋪設短切氈和四軸向玻纖布,厚度大約10 mm,采用真空灌注,加熱層包括鋁網、鋁粉、銅管和輕木,厚度大約20 mm,第二層結構層包括短切氈和四軸向玻纖布,厚度大約10 mm,采用真空灌注,保溫層主要為聚氨酯泡沫,厚度大約50 mm。
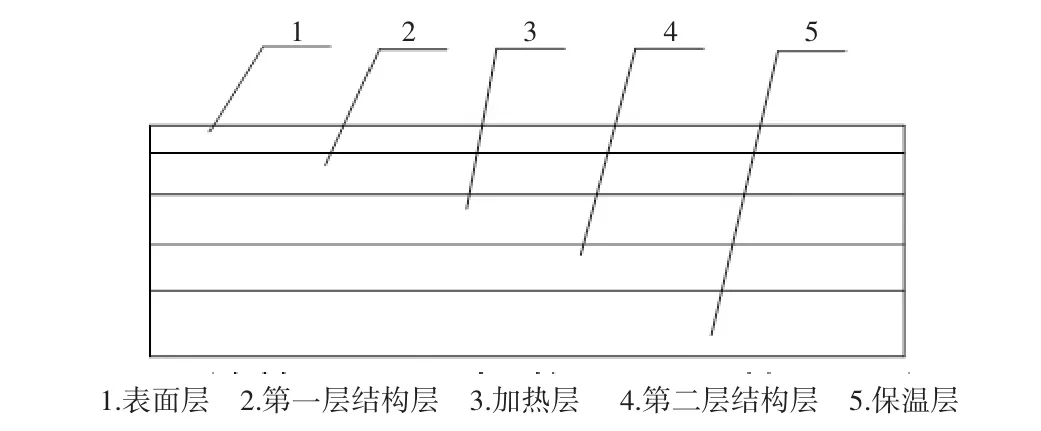
圖12 殼體主模具玻璃鋼鋪層結構示意圖
加熱層可根據殼體型面整體面積進行分區,各分區面積大致相等。銅管尺寸規格采用φ12×1 mm,最長不超過70 m,銅管繞行之間的間距一般不超過80 mm。銅管之間填充鋁粉和輕木,同時保證加熱傳導性能和玻璃鋼層的強度。
根據殼體型面面積和水系統加熱溫升速率(不低于20℃/h),計算加熱系統所需模溫機的功率,參考60 m模具模溫機選型,單臺模溫機功率不低于120 kW,選用兩臺。
3.3 法蘭機構
法蘭機構安裝在模具的根端,主要用于葉片制作時預埋螺栓套的定位。如圖13所示,鋼制法蘭板采用45#鋼,厚度一般不小于60 mm。兩個半塊法蘭板通過鉸接座安裝在鋼架上,同時帶有鎖緊螺栓進行鎖緊,上下法蘭塊通過楔形塊進行導向定位。
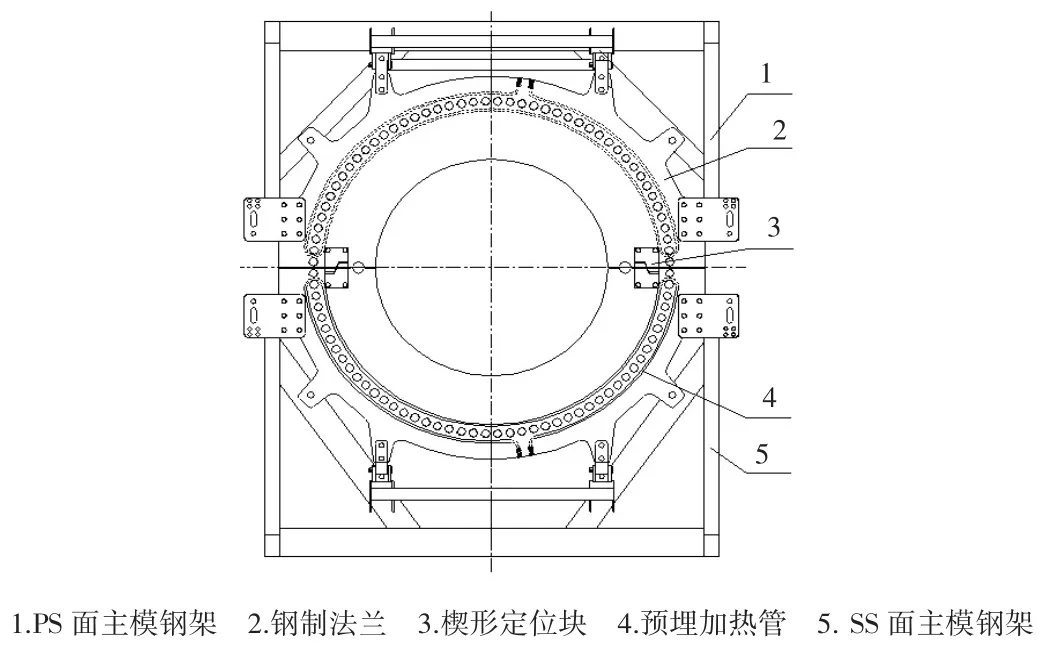
圖13 法蘭機構示意圖
上下法蘭平面度安裝要求誤差≤1 mm,法蘭和模具型腔同軸度偏差≤1 mm。法蘭開合采用油缸伸縮機構,開合角度設計盡可能大,預留法蘭板內側清膠空間。為了改善葉根加熱固化效果,法蘭預埋加熱管路,可采用水加熱或電加熱。
3.4 液壓翻轉系統
液壓翻轉系統主要包括鎖緊、頂升機構和翻轉機構。首先計算確定翻轉機構的分布位置,保證翻轉過程鋼架的變形最小,然后根據所確定翻轉機構位置的支反力矩,計算所需翻轉油缸的缸徑和桿徑大小。
翻轉機構安裝示意如圖14所示。翻轉機構安裝主要保證各翻轉臂旋轉中心的同軸度,偏差不超過1 mm,同時要確保翻轉中心的高度不小于翻轉所需的最低高度。
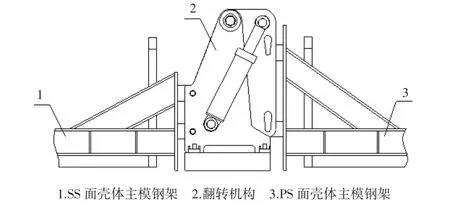
圖14 翻轉機構安裝示意圖
頂升機構布置根據殼體主模上模具和葉片上殼體重量,計算各個頂升點支反力,一方面保證各個支反力差值小,另一方面根據行業標準,需要保證頂升狀態下鋼架變形在允許范圍內,懸臂最大變形量小于懸臂長度的1/300。根據頂升狀態下鋼架葉尖變形量大小確定是否需要在尖部中間位置單獨設置一個頂升機構。
鎖緊機構分布在每個鋼架截面,前、后緣均有。有頂升機構的截面鎖緊機構鎖緊方式為弦向鎖緊,沒有頂升機構的截面鎖緊機構為展向鎖緊方式。鎖緊機構油缸提供的壓力一般不小于16 MPa。
安裝調試完成后殼體主模具如圖15所示。
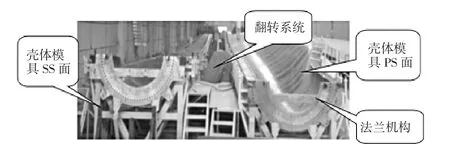
圖15 殼體主模具生產圖
3.5 殼體主模具檢測項目
殼體主模具制作過程中檢驗控制的項目為鋼架尺寸檢測、原材料檢測、工藝過程控制。殼體模具制作驗收需要檢測的項目主要包括鋼架外觀檢測、模具外觀檢測(米刻標識等)、表面粗糙度檢測(Rz≤ 8 μm)、真空保壓檢測(保壓30 min,壓力上升小于4 kPa)、長度檢測(偏差≤±設計長度/1 000 mm)、型面激光檢測(整體水平偏差≤±5 mm)。
4 大梁模具及腹板模具
大梁模具包括鋼架支撐體和玻璃鋼層(含加熱系統),玻璃鋼鋪層可以在殼體陽模上翻制,設計與制作工藝和殼體主模具類似。
大梁模具生產如圖16所示。玻璃鋼型面精度和表面質量要求同殼體主模具一致。

圖16 大梁模具生產圖
腹板模具一般設計鐵腹板形式,包括鋼架支撐體、腹板平臺組件、加熱系統和保溫層。腹板平臺用鐵制平板替代玻璃鋼平面,其余設計與制作工藝和殼體主模具類似。
腹板模具生產如圖17所示。平臺面平整度要求≤±3 mm,表面粗糙度≤12.5 μm。
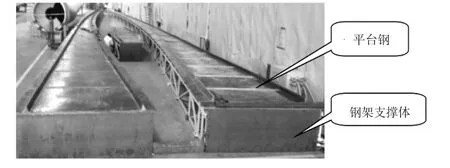
圖17 腹板模具生產圖
5 結語
(1)陽模設計在葉根處對外圓直徑進行預擴大處理,為殼體主模具翻制后葉根外圓預留收縮量。制作工藝首先要保證鋼架支撐體及型面層制作精度,其次嚴格控制代木層鋪層厚度、質量和CNC加工精度,最后保證陽模分段對接精度、型面精度和氣密性。
(2)殼體主模具設計要嚴格控制上模翻轉過程中的變形量,同時保證液壓翻轉系統的同步精度和葉根端面鋼法蘭機構的平面度和同軸度。制作工藝要保證玻璃鋼灌注層質量、加熱層鋪設質量、表面質量、型面精度以及翻轉機構和法蘭機構裝配精度。
(3)按此工藝設計制作60 m葉片模具,制作出葉片型面精度滿足設計要求,樣片通過靜力、固有頻率、疲勞測驗,為葉片質量提供生產保證。