基于AutoForm的后地板上橫梁連接板工藝優化設計
2019-07-15 07:03:12賈庚鳳
裝備制造技術 2019年5期
賈庚鳳
(東風柳州汽車有限有限公司,廣西 柳州545005)
0 引言
零件沖壓工藝的制定應以消除和防止沖壓缺陷的產生為目標,同時應考慮工裝制造能力、生產水平、工裝制造周期、投資成本及沖壓生產的場地條件和生產設備等[1]。本文以某車型后地板上橫梁連接板工藝設計為例,介紹零件的整個工藝優化設計過程,以選擇性價比高的制造工藝,可作為類似零件的工藝設計和模具設計的參考。
1 產品結構分析
制定沖壓工藝,首先考慮的是產品的生產方式,根據生產方式制定產品沖壓工藝,即是在手動生產線上還是在自動化生產線上生產。本文介紹的后地板上橫梁左/右連接板是在手動化生產線上生產,人工送料和取料,生產效率為2~3沖次/min。
產品結構分析:后地板上橫梁左/右連接板,連接后地板總成和側圍總成,結構外形呈“L”形,對連接強度有要求,該零件材質為B280VK,料厚為2.0 mm;批量生產;面和孔的功能要求如圖1,精度要求見表1。
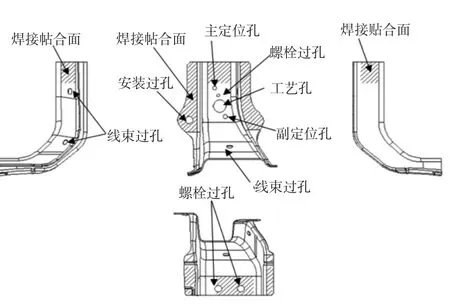
圖1 面和孔的功能
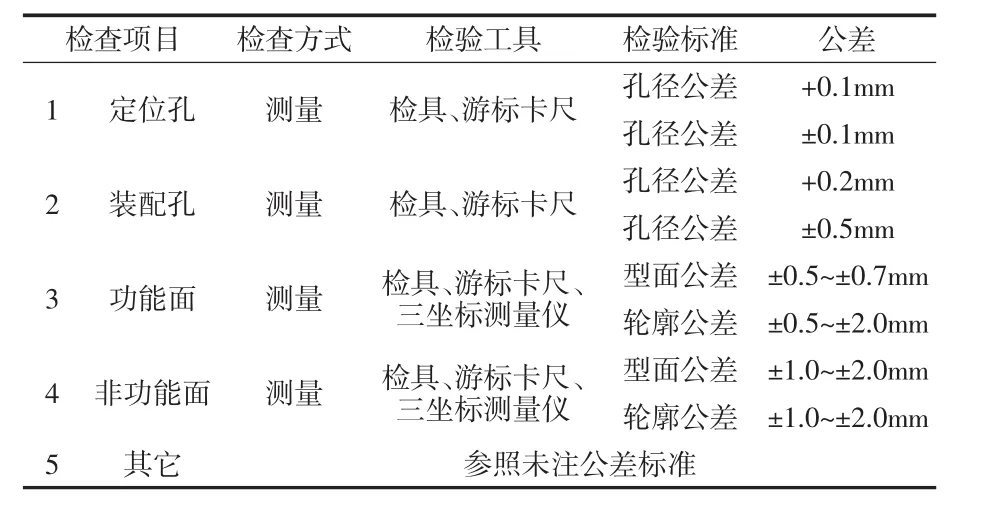
表1 精度要求表
2 工藝方案分析
2.1 拉延成形方案
拉延成形方案1:結合零件的整體結構和成形性,設計為單件拉延成形,沖壓方向設定如圖2(a),旋轉中心點:(X:2 610 mm,Y:-450 mm,Z:300 mm),旋轉方向:(X:-28°,Y:0°,Z:90°),如圖 2(b)所示,拉延成形過程起皺,拉延到底材料無法展開,產生疊料,該成形方案不可行。
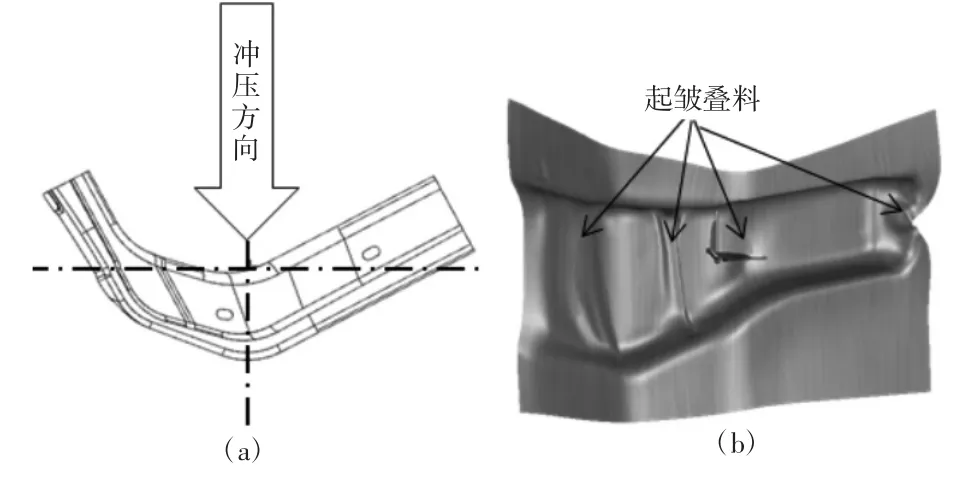
圖2 單件拉延模擬結果
方案2:旋轉中心點不變,將調整沖壓方向至(X:-35°,Y:0°,Z:90°),并在拉延模上模增加壓料板,如圖 3(a)所示,成形分析結果如圖 3(b)所示,從圖中可以看出,通過增加上模壓料板,正面的起皺得到解決,但是零件兩個側壁及端頭的起皺沒有得到解決。

圖3 增加壓料板模擬結果
方案3:在方案2的基礎上,將端頭改為開口拉延,分析結果如圖4所示,端頭起皺消除,但拉延到底開裂,且開裂位置延伸至產品線以內,如圖4(b);零件兩個側壁起皺疊料沒有得到改善,如圖4(a)。
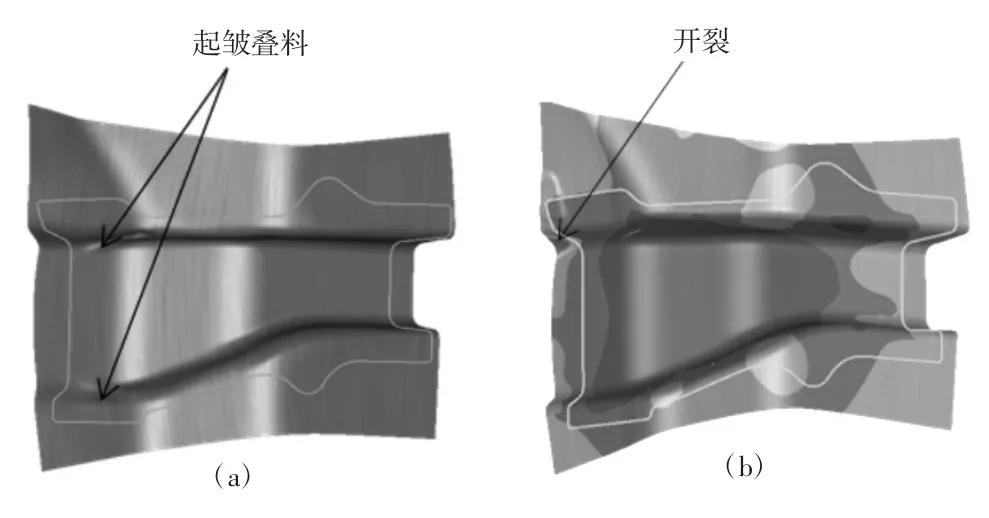
圖4 開口拉延模擬結果
方案4:在方案2的基礎上,調整沖壓方向至(X:-15°,Y:0°,Z:90°),將左側端頭改為半開口拉延,分析結果顯示,只有一側拉延過程起皺,另一側起皺得到解決,如圖5(a)所示。其中一處圓角有開裂風險,可通過拉延放大圓角,后工序整形到位解決此處開裂風險。
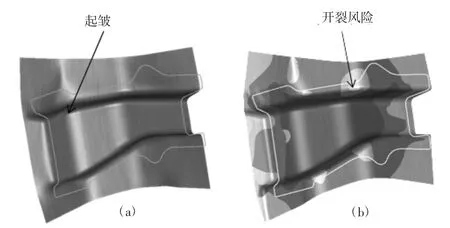
圖5 半開口拉延模擬結果
方案 5:將沖壓方向調整至(X:165°,Y:0°,Z:-90°),即沖壓方向與方案4相反,如圖6所示。拉延成形過程側壁起皺,拉延到底局部開裂,且開裂位置延伸至產品線以內,如圖7所示。
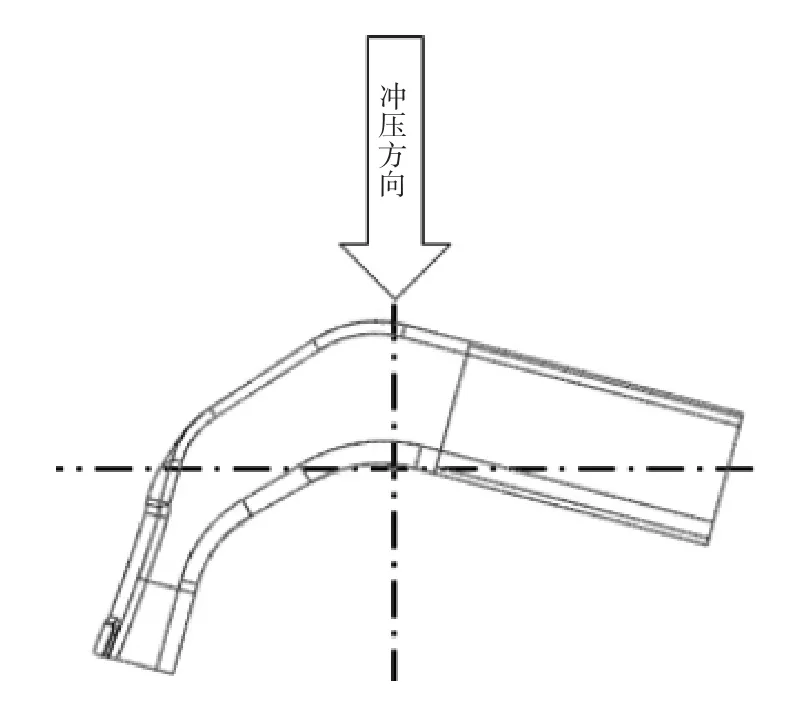
圖6 反向拉延沖壓方向
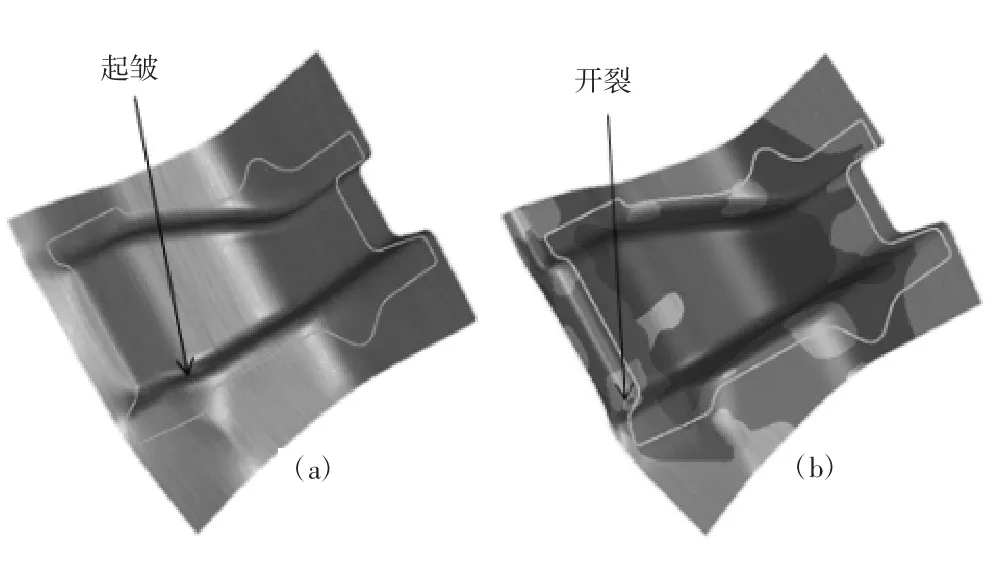
圖7 反向拉延模擬結果
綜合分析以上5個拉延方案,方案4為成形效果最好的一個方案,由于零件結構限制,無法設計雙件合并拉延工藝,材料利用率為58.3%,一共為5工序,左右件共需開10套模具。
2.2 落料成形工藝
落料成形方案1:左、右件除孔的數量不同之外,其余部分完全對稱,考慮到模具成本和生產成本,優先考慮左右件合并生產的方案;沖壓方向設定如圖8所示,旋轉中心點:(X:2 610 mm,Y:-450 mm,Z:300 mm),旋轉方向:(X:-180°,Y:0°,Z:-90°),即中間部分與沖壓方向垂直。成形過程如下:由于零件高低差較大,上模觸料順序不同,兩端頭最先觸料,導致料片向中間鼓起,如圖9所示,不利于后續成形,成形到底后,零件多處開裂,如圖10所示,該方案不可行。
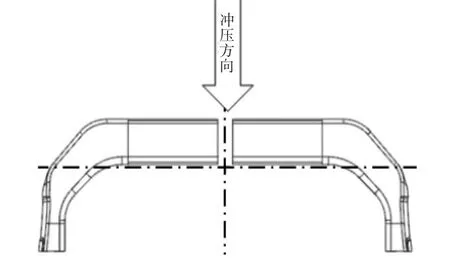
圖8 落料成形沖壓方向
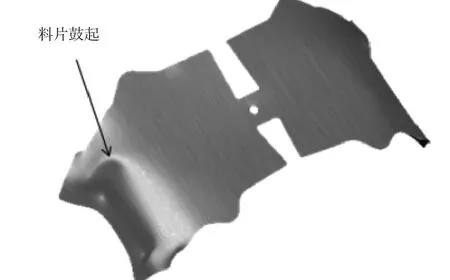
圖9 成形過程料片鼓起
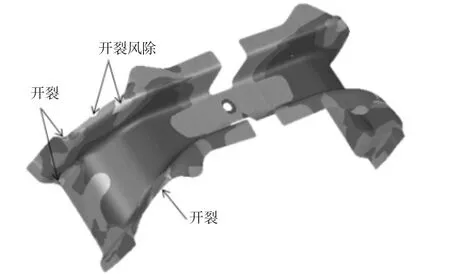
圖10 落料成形模擬結果
落料成形方案2:在方案1的基礎上,將沖壓方向調整至:(X:165°,Y:0°,Z:-90°),如圖 11 所示。調整沖壓方向后零件高低差較小,成形時上模鑲塊同時觸料,并在左右件合并部位上模增加壓料板壓料,如圖12所示,防止成形過程中間翹起,影響后續成形。成形過程如圖12所示,側壁僅有輕微起皺,成形到底前3 mm,起皺基本消失。成形到底如圖13所示,零件邊界變化急劇(即處邊界內凹處)成形到底開裂比較嚴重,該方案不可行。
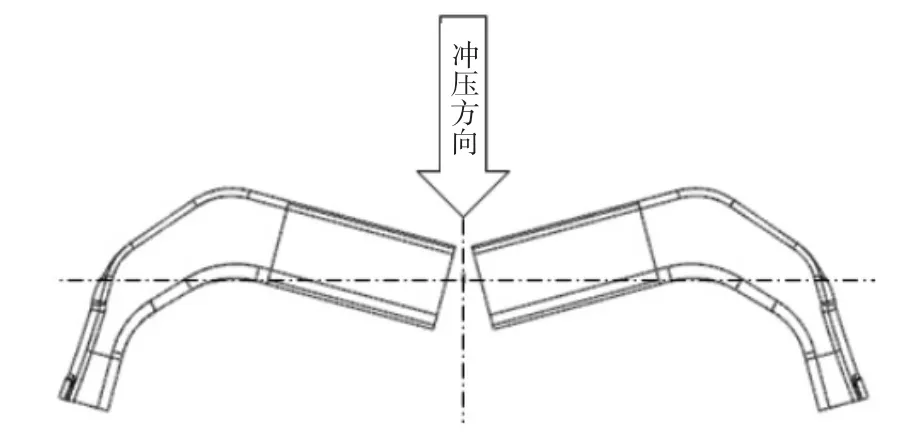
圖11 調整后的沖壓方向
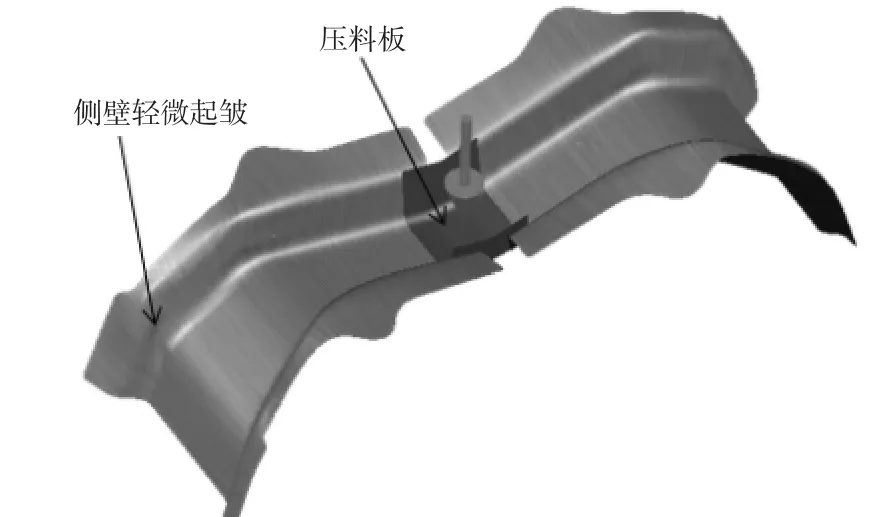
圖12 中間增加壓料板
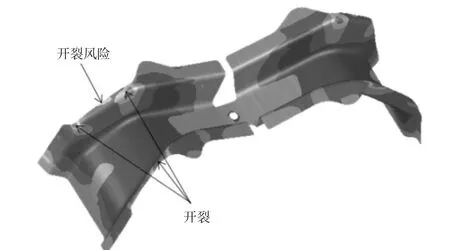
圖13 增加壓料板模擬結果
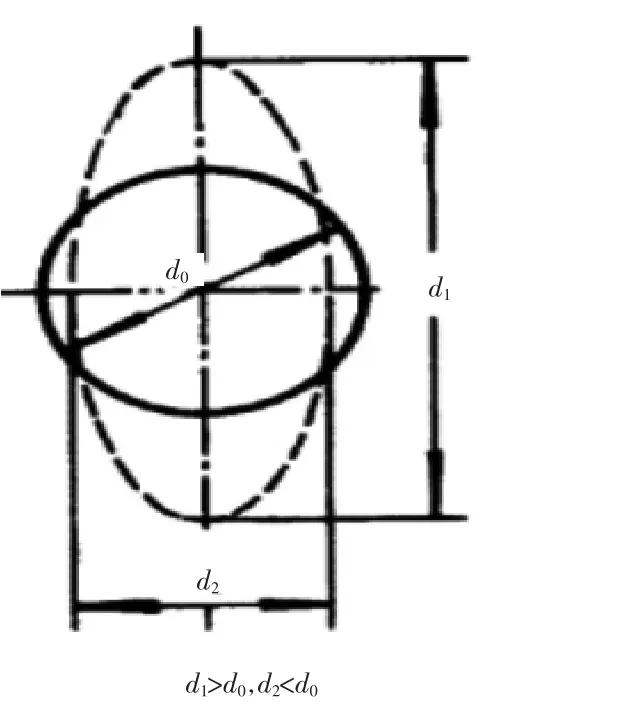
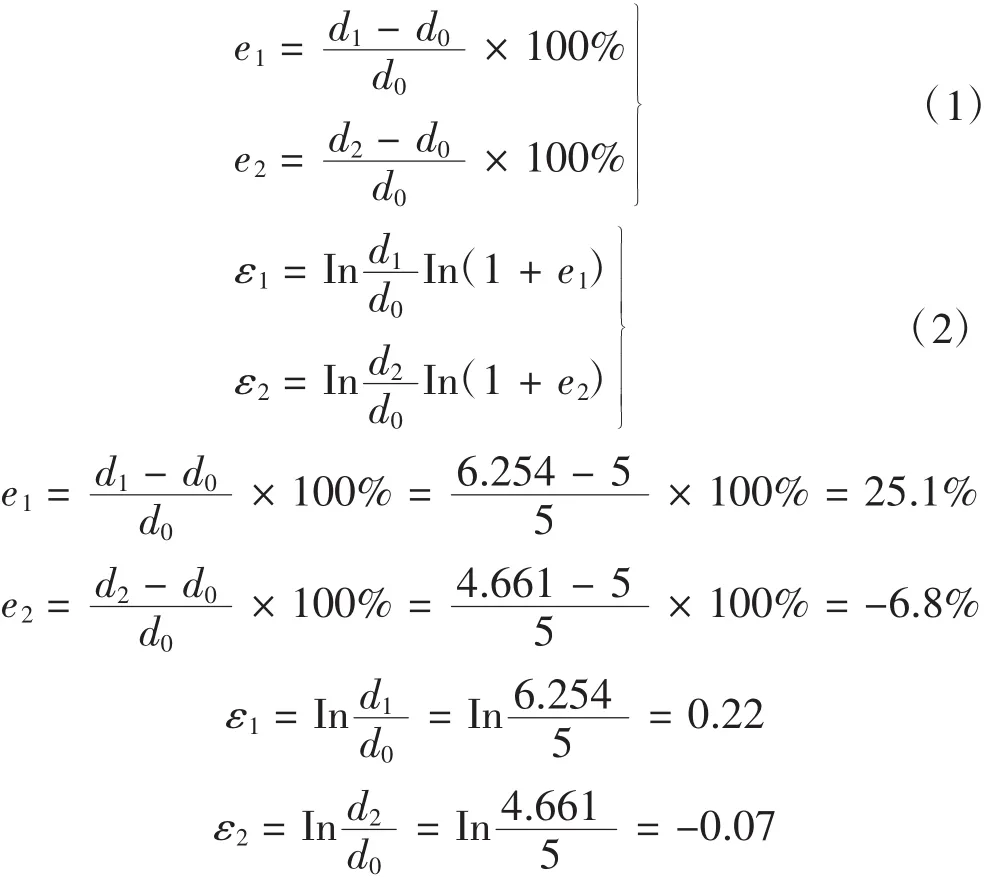
對開裂部位附近進行網格分析,零件表面上網格圓畸變后的形狀如圖14所示,網格圓原始直徑d0=5 mm,畸變后網格圓長軸d1,網格圓短軸d2。
(續下圖)
(接上圖)
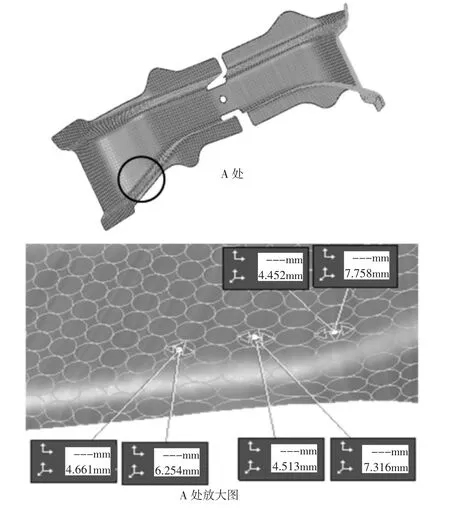
圖14 網格圓畸變圖
根據測量結果,按公式(1)、(2)計算零件的表面應變,從網格圓(非開裂區域)的變形方向和計算結果(僅隨機計算一組數據)可以看出,缺口處板料屬于拉-壓變形(即 e1> 0,e2≤ 0或 ε1> 0,ε2≤ 0)。
落料成形方案3:根據成形極限圖(FLD)測定指南,在方案2的基礎上,采用不同寬度的式樣來測定拉-壓變形區[2],因此將缺口處法蘭面的邊界加寬如圖15中雙點劃線所示,重新進行CAE成形分析,分析結果如圖16所示,缺口處成形開裂得到解決。

圖15 落料線加寬
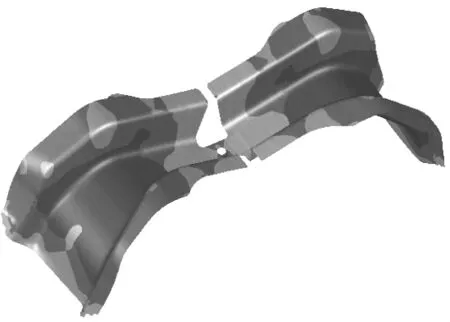
圖16 落料線加寬后模擬分析結果
綜合分析以上3個落料成形方案,方案3為側壁有輕微起皺,不開裂,為效果最好的一個方案;采用成形時左右件合并,后工序分離工藝,材料利用率為64.8%;一共為7工序,7套模具。
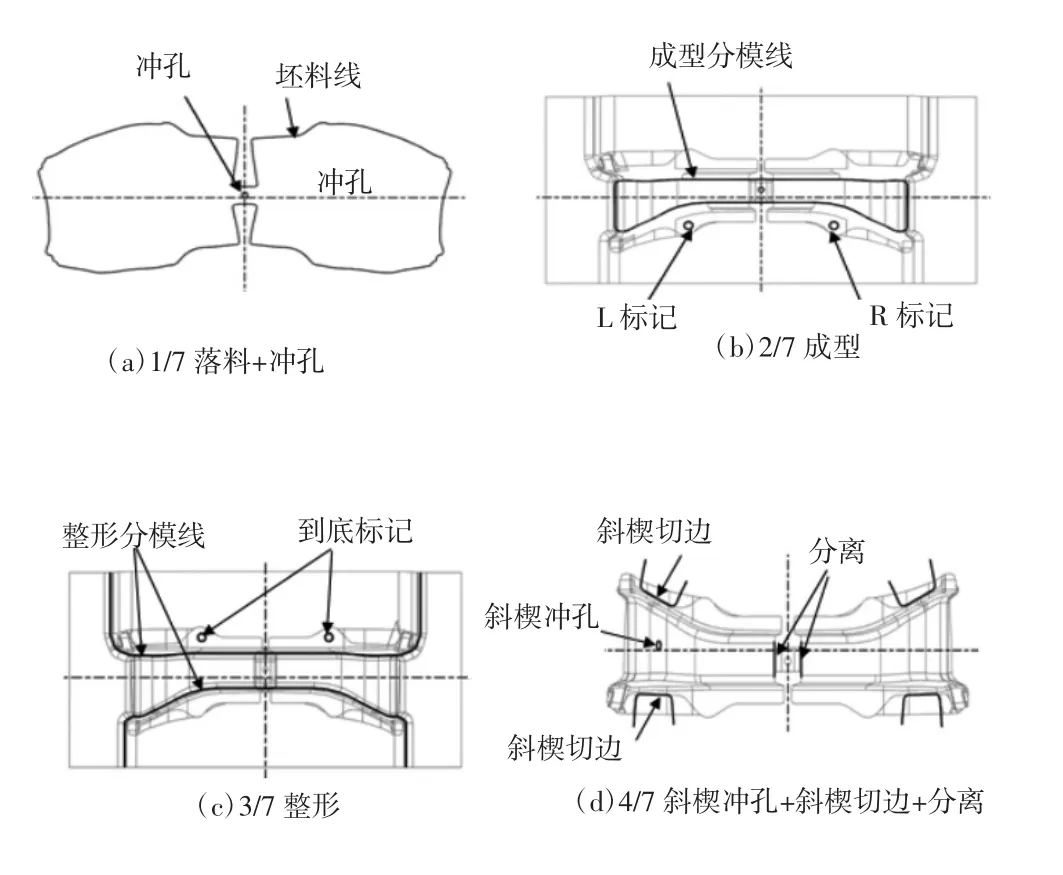
綜上,綜合考慮零件的材料成本、模具成本和生產成本,該零件采用落料成形工藝,產品最終工藝方案確定如圖17所示。
(續下圖)
(接上圖)
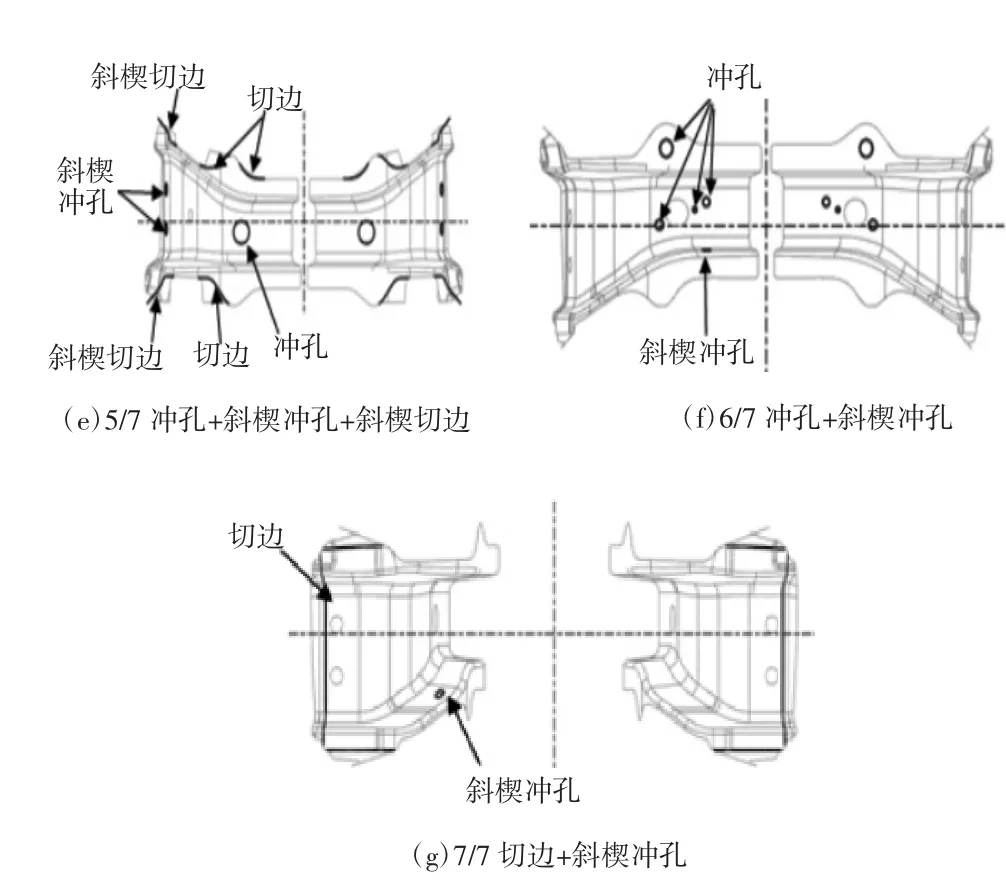
圖17 最終工藝方案
3 結束語
該模具已經進行8萬多件批量沖制零件,除需正常維護和小量的修理,模具工作狀況良好,零件質量穩定,滿足正常的生產要求。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05