超純鐵素體不銹鋼連鑄坯表面卷渣缺陷改善
2019-07-16 13:29:58杜立功常國棟
山西冶金 2019年4期
關鍵詞:不銹鋼
杜立功, 王 偉, 常國棟
(山西太鋼不銹鋼股份有限公司煉鋼二廠, 山西 太原 030003)
超純鐵素體不銹鋼為碳、氮含量極低的鐵素體不銹鋼,該系列鋼中普遍應用于汽車排氣行業、家電及餐具行業。由于該系列鋼種要求超低碳、氮并進行鈦穩定化處理,鈦元素的加入,給鋼水的潔凈度控制,連鑄過程的穩定性等造成極大的影響,如果控制不好會造成連鑄坯表面卷渣、鑄坯橫裂、縱裂、凹陷等缺陷,最終影響到產品的質量,為此國內外鋼廠對此類品種的鑄坯一般采用鑄坯修磨來保證后續產品質量,不僅影響生產效率,且大幅提高生產成本。本文通過對鈦合金化工藝、連鑄參數的研究,弄清楚影響鑄坯表面質量的因素,實現鑄坯無修磨軋制。
1 鐵素體不銹鋼連鑄坯常見表面質量問題
連鑄板坯常規表面質量問題如圖1 所示。目前對超純鐵素體不銹鋼來說,出現頻率較多的問題主要是表面卷渣缺陷,此類缺陷主要通過修磨的方式進行處理,會帶來物流效率低的問題,由此會可能導致鑄坯發生斷裂的問題。因此解決鑄坯的卷渣缺陷尤為重要。
2 鋼水質量對鑄坯卷渣的影響
相關學者研究[1]認為造成含鈦不銹鋼鑄坯表面形成夾渣的原因為連鑄澆鑄過程的水口堵塞,含鈦不銹鋼連鑄生產過程中,保護渣不可避免地吸收鋼液上浮的TiO2夾雜物,或鋼液中存在的鈦被保護渣中的SiO2氧化后進入保護渣,與保護渣反應使保護渣的熔點升高,影響保護渣的熔化性能,形成結晶器保護渣“結魚”,結魚形成后會造成保護渣大量的卷入鑄坯表面帶來鑄坯卷渣缺陷。為此通過提高鋼中的w(Al)>0.03%[2],延長鈦合金化后的精煉時間等工藝措施的實施,減少鈦合金化后TiOx生成以及通過延長精煉時間使生成的TiOx上浮去除,最終實現多爐連續澆鑄而不發生水口堵塞及鑄坯表面卷渣。
3 結晶器流場對卷渣的影響
以409 為代表的連鑄坯表面“卷渣”缺陷形貌如圖2 所示,該缺陷主要表現為:連鑄坯內外弧均有,內弧中部居多,呈不規則分布,卷入深度不一,部分嵌入深度超5 mm。如不進行深修磨,冷軋薄板表面會呈現夾雜缺陷,該缺陷成為制約含鈦鋼表面質量提升的不利因素。前人曾采取優化浸入式水口插入深度、優化結晶器保護渣性能、提高保護澆注效果等手段,但效果不佳。
3.1 SEN 傾角對流場的影響
不同傾角(5°、10°、15°)下,結晶器液位波動情況與浸入式水口插入深度關系水模試驗結果如下頁圖3 所示。
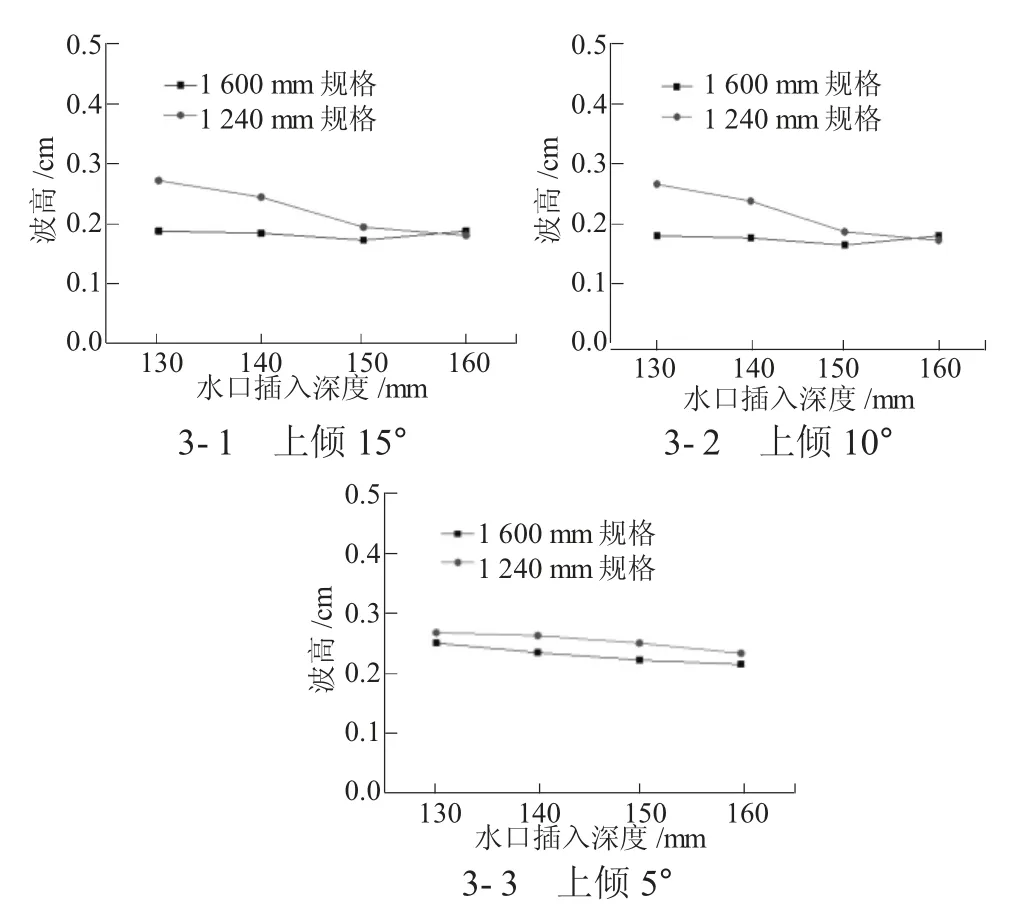
圖3 浸入式水口傾角對液面波動的影響
資料顯示,水模試驗中心波高在2~5 mm 之間為最佳范圍,低于3 mm 則認為液面太死,上循環弱,不利于結晶器保護渣熔化,高于5 mm 則會增加“卷渣”幾率。使用原15°水口、浸入式水口插入深度為130~140 mm 時,結晶器液位中心波高在2~3 mm之間,效果較好,若使用5°和10°水口時,波高迅速減小,不利于化渣。
工業實踐表明,在保持浸入式水口側孔尺寸和中孔尺寸不變前提下,使用三種角度水口,連鑄坯表面均有“卷渣”出現,無明顯差別,說明優化浸入式水口傾角對解決連鑄坯“卷渣”效果不明顯。
3.2 SEN 側孔尺寸對鋼水出口流股影響
SEN 不同側孔尺寸(48 mm×70 mm、48 mm×60 mm、32 mm×52 mm)下,結晶器液位波動與浸入式水口插入深度關系水模試驗結果如圖4 所示。
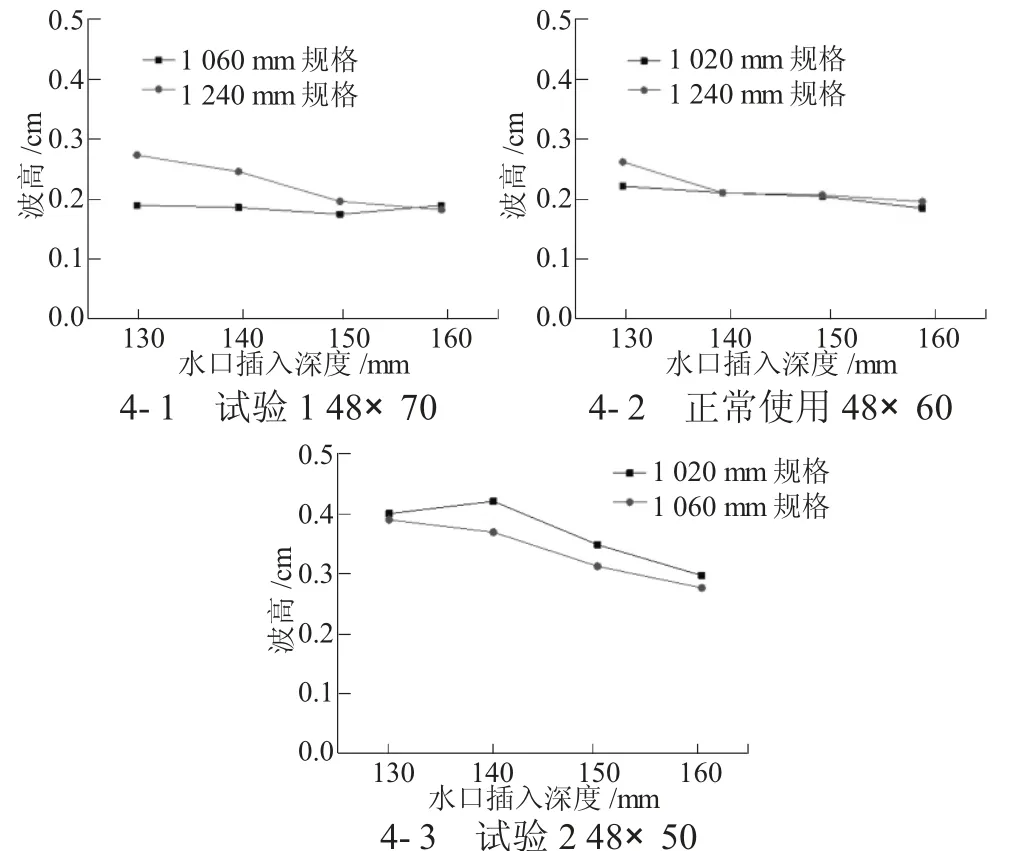
圖4 不同中孔尺寸下浸入式水口插入深度與結晶器液位波動關系
在保持浸入式水口出口傾角、中孔尺寸不變情況下,與原水口相比較而言,減小出口尺寸后的水口對應鋼流出口流速增塊。以1 060 mm 規格對應浸入式水口插入深度130 mm 為例,原水口出口中心波高為1.9 mm,試驗水口1 對應出口中心波高為2.2 mm,試驗水口2 對應出口中心波高為4.0 mm。水模試驗結果表明:對小斷面、低拉速鋼種,小側孔水口效果較好;現場實踐具有同樣的規律。
3.3 SEN 中孔尺寸對鋼水出口流股影響
如前所述,改變浸入式水口傾角對解決連鑄坯表面“卷渣”缺陷效果不明顯;減小側孔尺寸在低拉速、小斷面鋼種上取得了較好效果
基于此,研究了不同中孔尺寸水口對浸入式水口出口流股影響,原水口(中孔68 mm)和試驗水口(中孔60 mm)對比結果如下:
1)水模試驗表明。在浸入式水口側孔尺寸仍為50 mm×70 mm,傾角仍為上傾15°、拉速為0.9 m/min、澆注斷面為200 mm×1 240 mm 情況下。原水口中孔面積和側孔面積比為4.32,澆注過程中存在鋼流不穩定,不利于穩定結晶器流場,且不利于結晶器化渣;試驗水口(中孔60 mm)中孔面積和側孔面積比為3.36,澆注過程中水流平穩,效果較好;
2)實踐結果顯示,使用60 mm 中孔浸入式水口后,409、超純等鋼種連鑄坯表面“卷渣”問題得到了有效解決,改善后連鑄坯內外弧表面如圖5 所示。
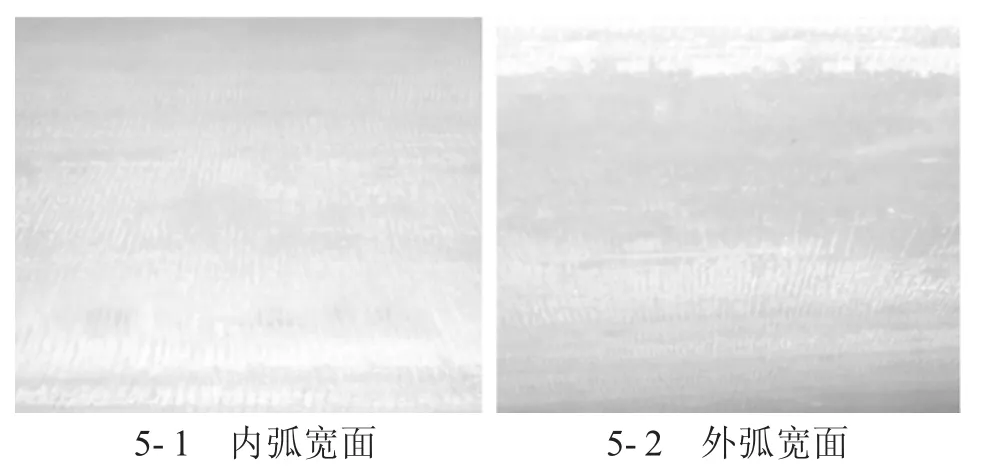
圖5 409 使用60 mm 中孔浸入式水口后對應連鑄坯表面質量
4 結論
1)造成超純鐵素體不銹鋼鑄坯表面卷渣的主要原因是鋼水鈦合金化后鋼中TiOx上浮不充分或鋼中的鈦受保護渣中SiO2氧化生成TiOx類夾雜物造成保護渣熔點升高,形成“結魚”后固態保護渣卷入鑄坯表面。
2)SEN 側孔參數不合適影響鋼水出口流股的穩定,造成結晶器液面不穩,保護渣卷入鑄坯表面,形成鑄坯卷渣缺陷。
3)SEN 中孔參數與鑄坯拉速不匹配,浸入式水口內鋼水流入結晶器內流場紊亂造成的保護渣卷入形成鑄坯表面卷渣缺陷。
4)通過鑄坯表面卷渣問題的解決,439、441、436L 等超純鐵素不銹鋼的無修磨流通的比例從0提高到了20%以上,冷軋板產品表面質量達到正常修磨鑄坯的水平。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16