壓延銅箔板形控制實用技術研究
2019-07-20 06:16:04趙天勝賀玲慧
中國材料進展 2019年5期
關鍵詞:變形
趙天勝,陳 賓,賀玲慧
(中色奧博特銅鋁業有限公司,山東 臨清 252600)
1 前 言
隨著航空航天、計算機與通信、汽車電子和和高端電子產品等領域的快速發展,銅箔作為電子互聯的基礎材料,需求量也在日益增加。相比電解銅箔,壓延銅箔因其高延展、高撓曲性及超低輪廓而廣泛應用于撓性覆銅板(flexible copper clad laminate,FCCL)、印制電路板(printed circuit board,PCB)及鋰電池行業[1-3]。隨著生產技術的不斷進步以及對產品質量要求越來越高,用戶對壓延銅箔的表面質量和板形要求日益嚴格,銅箔板形(即平直度)的好壞已經成為評價銅箔質量的一項重要指標,不良板形會造成銅箔與基板的結合不良,導致開裂、褶皺等問題。板形控制是銅箔軋制的核心技術,國內壓延銅箔板形控制研究仍處于開發試制階段,板形控制能力較差,客戶投訴板形問題較多,主要問題是嚴重的1/4浪以及寬幅板形起伏較大。本文從銅箔板形缺陷產生的原因和特點進行分析,結合X型軋機的調控手段,針對不同類型的板形缺陷提出改善措施。
2 銅箔板形缺陷產生的原因
板形是指板帶材的平直度,即板帶材是否產生波形、翹曲、側彎,板形的好壞取決于板帶沿寬度方向各部分的延伸是否相等。波形是指板帶材縱向呈起伏的波浪,有雙邊波浪、單邊波浪、中間波浪等。影響銅箔板形的因素有內因和外因兩個方面,內因是指金屬本身的物理性能,直接影響了軋制壓力的大小;外因是指摩擦條件、軋輥直徑、輥形、張力、軋制速度、彎輥力、軋制工藝、磨損、銅箔母材的來料公差與板形等,這些都會影響銅箔最終板形[4,5]。實際的板形控制非常復雜,需要根據來料的規格選擇合適的軋制工藝,根據帶材的實際情況預設軋制力、彎輥力及張力。
銅箔越薄,板形越難以控制。板形控制的實質是軋件內部的殘余應力分布,當不均勻變形時,軋件內的殘余應力也呈不均勻分布,當附加的應力超過一定臨界值時,就會形成不同形式的彎曲,形成諸如雙邊波浪、單邊波浪、中間波浪、二肋浪等板形缺陷。在實際生產中由于變形的復雜性,要想從原來就有厚差的母材坯料獲得優良銅箔板形,同時保證橫向厚差是不可能實現的,或多或少都存在一定的不平度。
銅箔軋制時軋輥橫向壓下一致是保持板帶平整的必要條件。壓下橫向不一致的結果是:微觀地、微小地產生內應力,宏觀地、嚴重地產生板形不平整。假設一段帶材由許多細長條并排連接而成,帶材的軋制變薄即意味著細長條被拉長。當帶材沿寬度方向各部分的延伸不一致時,即意味著細長條的拉長程度是不一致的。由于細長條之間彼此是相互連接的,因此延伸較長的細長條會受到壓應力,而延伸較短的細長條會受到拉應力,這些應力構成了整個帶材寬度上的內應力分布。當細長條所受的應力達到一定的程度時,會產生彎曲變形,這些變形就構成了整個帶材寬度上的“波浪”缺陷。
3 銅箔軋制的特點
銅箔與板帶的區分主要是厚度,國內是以0.05 mm區分,美、日等國以0.1 mm區分。由于銅箔很薄,所以對厚度的不均勻非常敏感,一般來說,在 0.035 mm以下厚度軋制時使用負輥縫為主體的AGC控制方式。在負輥縫狀態下,軋輥的變形已是一個非圓輪廓,壓下量與軋制壓力的大小已無絕對關系,軋制過程已完全由張力和軋制速度的大小來控制。不能通過軋制力的改變去補償這個變形,故需采用速度和張力來減薄箔材的厚度。根據最小軋制厚度公式[6]:
Hmin=3.58DμK/E
(1)
式中,Hmin為最小可軋厚度;D為工作輥輥徑;μ為銅箔與軋輥間的摩擦系數;K為金屬平面變形抗力;E為彈性模量。
為了軋制出更薄的板帶材,必須減小工作輥輥徑,并采用高效的工藝潤滑劑,減小金屬的變形抗力,增加軋輥的彈性模量,有效地減小軋輥的彈性壓扁。
4 銅箔實際板形案例分析
目前國內4家壓延銅箔廠家,3家使用的箔軋機均為日本IHI六輥X型軋機,1家采用米諾六輥UC軋機。與傳統軋機相比,X型軋機采用雙支撐輥支撐,軋制過程中軋輥不易變形,因此板形控制的穩定性好。X軋機的板形測量方式為16個轉子分段測量,板形測量更精確,控制模式有輥縫控制、速度AGC、張力AGC,軋制過程更穩定。X型軋機基于設備本身的設計,板形的控制最突出特點為分段冷卻與分段加熱控制。下面以X型軋機實際軋制過程中出現的銅箔板形問題為例,探討具體板形問題的解決方法。
4.1 雙肋浪
肋浪是銅箔軋制過程中最難解決的板形問題,其形成原因比較復雜,為了消除肋浪,需協調控制軋制道次、道次加工率、前后張力等工藝參數。
4.1.1 軋制道次對雙肋浪的影響
針對X型軋機實際生產中出現的雙肋波浪情況,根據實際情況通過調整軋制道次、張力以及支撐輥輥型,取得了良好的板形。以寬度為630 mm、厚度為18 μm的銅箔軋制為例(母材厚度為0.15 mm),對比了不同軋制工藝對板形的影響,軋制工藝參數如表1所示。
3種軋制工藝的總加工率相同,分別采取4道次、5道次、6道次軋制,保持成品的加工率、張力等參數設置一致,觀察軋制道次對雙肋浪的影響。圖1為采用不同軋制工藝軋制后的板形情況,可以看出,4道次軋制后(方案A)銅箔表面有微小的肋浪;當軋制道次為5道次時(方案B),銅箔表面肋浪數目增加;當軋制道次為6道次時(方案C),銅箔表面的肋浪更加明顯且寬大。由此可見,軋制道次越少,銅箔的板形越好,原因主要為首道次及第二道次的加工率大,產生的變形熱多,有利于殘余應力的釋放,減小了變形抗力,有利于板形調節。實踐表明,銅箔軋制時,變形抗力越大,銅箔的厚度公差越難以控制,為了保證出口厚度公差,系統會自動增大軋制力,會出現厚度公差為負公差,此時系統又會減小軋制力,既而可能導致厚度公差為正公差,如此循環往復,導致出口銅箔板形隨著軋制力的波動發生變化,不利于保持板形穩定性。

表1 18 μm厚銅箔的不同軋制方案及其工藝參數Table 1 Rolling programs and its process parameters for rolled copper foil with thickness of 18 μm

圖1 采用不同總軋制道次軋制后的板形情況:(a)4道次,(b)5道次,(c)6道次Fig.1 Plate shapes under different total rolling passes:(a)4 rolling passes,(b)5 rolling passes and (c)6 rolling passes
4.1.2 張力對雙肋浪的影響
使用4.1.1節第一套軋制工藝,改變張力(具體方案列于表2),探討張力對板形的影響。實際板形對比發現,張力大且入口張力等于出口張力時板形最好,如圖2所示,其中紅色圓圈標記處為產生浪形。在箔軋機上是以改變入口張力來進行厚度控制。如圖2d所示,當來料厚度H有一個正偏差ΔH時,軋后帶材厚度h將產生正偏差Δh。在輥縫不變的情況下,通過加大入口張力,使塑性曲線的斜率減小,由 “曲線B(小張力)”變為“曲線B(大張力)”,曲線A與“曲線B(大張力)”交點的橫坐標為h,從而消除厚度偏差Δh使軋后帶材的厚度h保持不變。對比圖2板形可看出,張力對板形影響是明顯的,隨著前張力的增加,板凸度呈下降趨勢,即板形趨于良好;當前張力不變,后張力增加時,板形改善更加明顯。可見無論增大前張力還是后張力對板形改善都是有益的,這是因為張力增加會使軋輥撓度變小,板凸度也隨之變小。另外張力的增加可減小金屬的變形抗力,有利于金屬流動,使箔材沿著板形改善的方向發展,這種現象也被稱之為前張力對板形的均化作用。而前張力與后張力相等時板形最好,是因為無論前張力大于后張力還是后張力大于前張力,軋輥都會因箔材前后張力不同的作用產生向前或向后的變形,而軋輥凸度的變化即會引起板凸度的不良變化,導致板形變差。
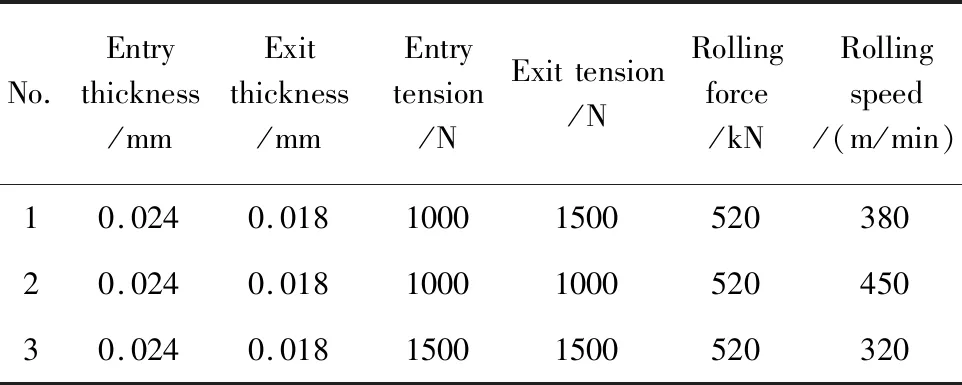
表2 張力控制方案Table 2 Tension control plan
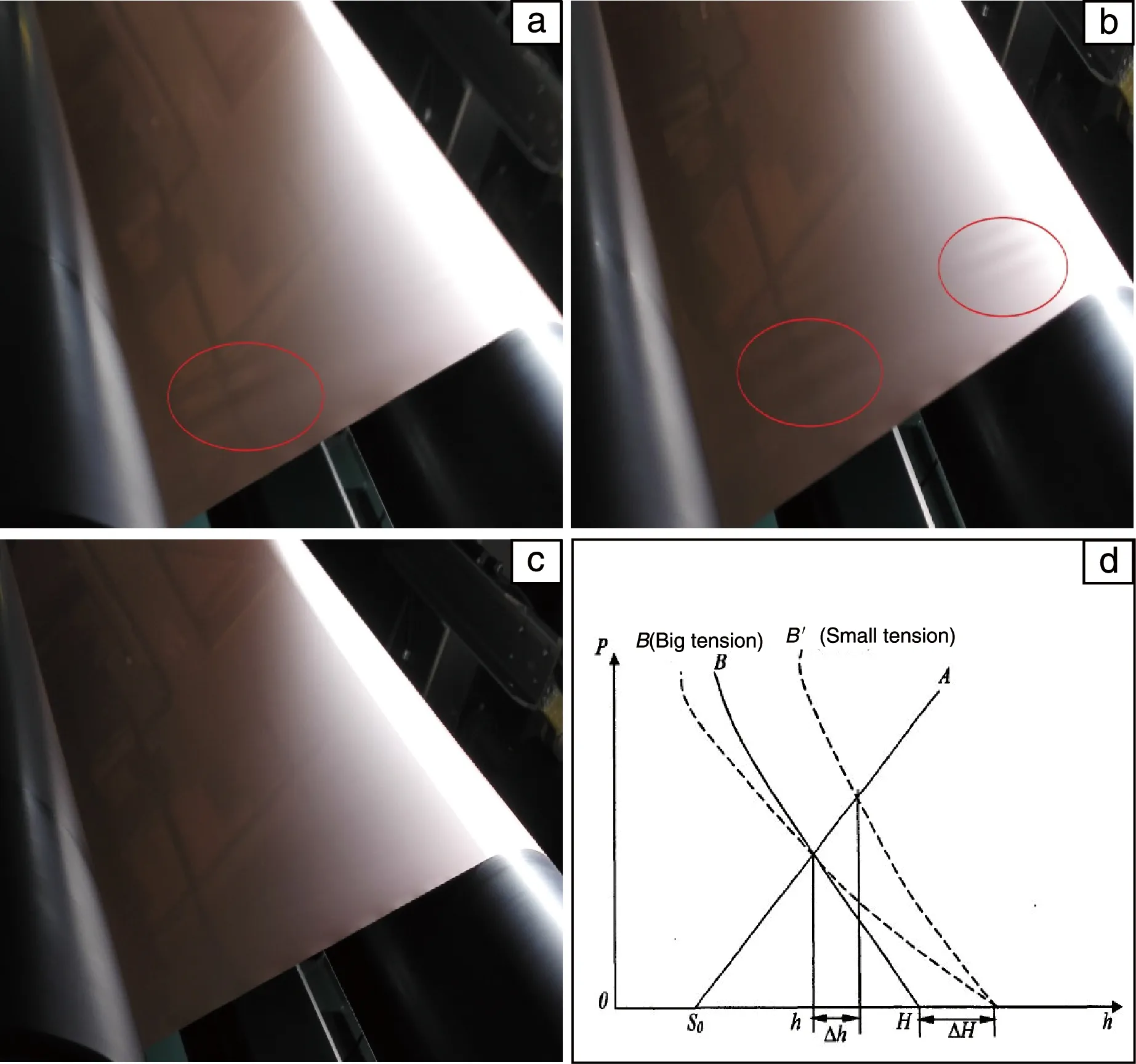
圖2 不同張力下軋制后板形:(a)方案1,(b)方案2,(c)方案3。張力調節P-H圖(d)Fig.2 Plate shapes after rolling with different tensions:(a)No.1 program,(b)No.2 program,(c)No.3 program.P-H diagram for tension regulation (d)
4.1.3 支撐輥輥型對雙肋浪的影響
為更好地解決雙肋浪問題,我們在實際生產中采取了二級輥型方式,通過模擬米諾六輥UC軋機的中間輥錐輥抽輥調節方式,有效地解決了肋浪問題。
4.2 雙邊波浪和中間波浪
生產初期支撐輥凸度為微凸,總凸度值0.1 mm,軋制過程中出現嚴重雙邊浪,邊部壓折嚴重,如圖3a所示;增大總凸度至0.3 mm時,板形趨于良好,如圖3b所示;繼續增大支撐輥總凸度至0.4 mm,銅箔出現了嚴重的中間浪,如圖3c所示。分析主要原因為,支撐輥凸度過小,推上缸沽塞作用于支撐輥兩端,當軋制力增大時,軋輥兩端變形程度大于中間的變形程度,導致箔材邊部的受力大,中部受力小,最終使得箔材邊部延伸較心部延伸大,產生不均勻變形,形成“雙邊浪”。調整支撐輥總凸度為0.3 mm后,雙邊浪消失,板形趨于良好,主要是因為增大凸度后,補償了軋輥兩端的變形,使得箔材橫向受力更加均勻,進而獲得良好的板形。然而,當繼續增大支撐輥凸度時,軋制過程中,軋輥兩端變形程度不足以補償凸度值,造成箔材中間受力較邊部受力大,使得其變形不均勻,最終形成中間浪。由此可見,支撐輥總凸度值大小是控制銅箔板形的重要參數,合理控制軋制過程中的總凸度值有利于銅箔板形的改善。
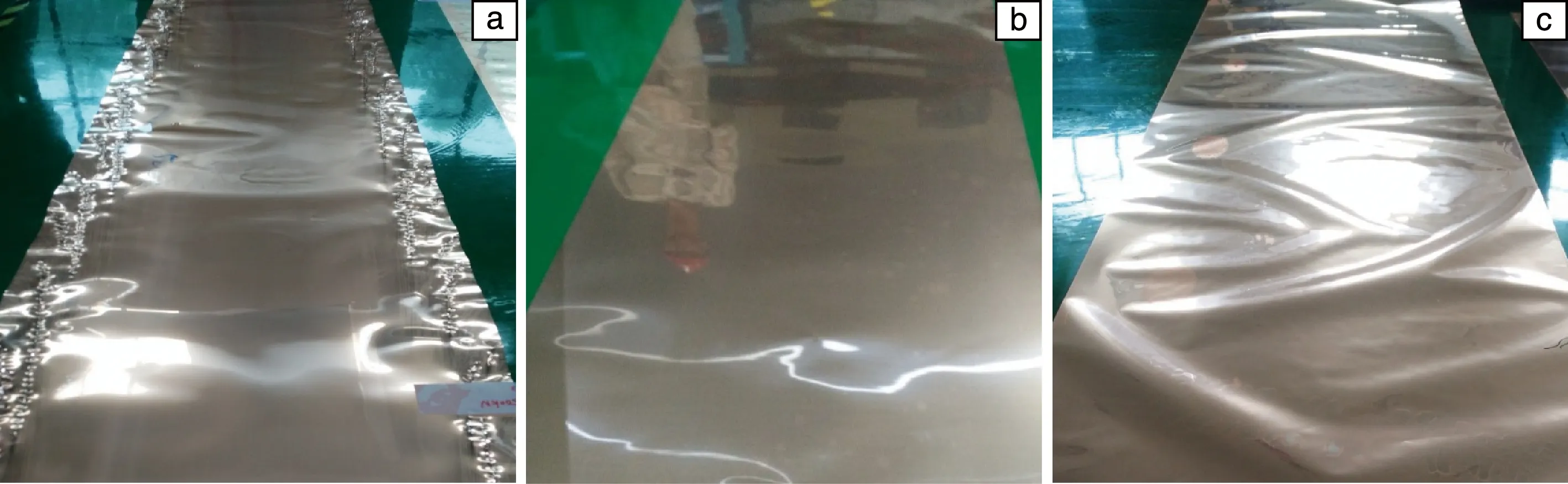
圖3 不同支撐輥凸度值下板形情況:(a)0.1 mm,(b)0.3 mm,(c)0.4 mmFig.3 Plate shape under different crown value of back-up roll:(a)0.1 mm,(b)0.3 mm,(c)0.4 mm
4.3 單邊浪
圖4是典型的單邊浪板形照片。出現單邊浪的主要原因有以下幾個:一是銅箔母材存在較嚴重單邊浪,經正常軋制后無法完全消除;二是軋件對中存在偏差,板形調整時出現一邊壓力過大;三是軋輥偏心或是錐度過大。消除單邊浪可通過調整偏調、保證軋件對中與軋輥精度改善。
5 結 論
(1)減少加工道次、磨削二級支撐輥輥型以及設置張力參數為出口張力等于入口張力,可以有效改善18 μm厚銅箔板形;

圖4 單邊浪板形Fig.4 Plate shape of single waves
(2)支撐輥總凸度值為0.3 mm時,可以有效消除雙邊浪及中間浪;
(3)良好的母材板形、保證軋輥磨削精度可以獲得良好的銅箔板形。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36