三維光學測量系統在汽車行業中的應用
2019-07-22 09:35:18祝小超賈龍邸太龍
汽車文摘 2019年8期
祝小超 賈龍 邸太龍
(中國第一汽車股份有限公司 研發總院,長春 130013)
主題詞:三維 光學測量 激光 三角測距
1 前言
隨著5G時代的來臨,信息化、數字化成為企業發展必然趨勢,而在產品研發領域,產品應用三維信息化模型的優勢日漸突出。隨著近年來光電技術和計算機圖像處理技術的不斷發展,用非接觸的方式對物體輪廓進行快速測量已成為新常態。這種非接觸式測量不會造成被測物體表面損傷或變形,并且避免了三坐標測量中測頭位移傳感所產生的系統誤差,可以實現對被測物體表面輪廓和特征進行快速和精準掃描。通過計算機對掃描得到的點云進行三維重建,可構建出被測物體的三維模型,這是一般測量手段無法做到的[1-2]。
但是,三維光學測量系統仍然存在諸多限制,比如很難對高反光表面和透明、半透明物體進行掃描,掃描時需噴粉或粘貼具黏性、可反射的貼片等。
2 三維光學測量系統概述
2.1 三維光學測量系統發展歷程
三維光學測量系統興起于上世紀七十年代,主要分為三維激光掃描系統和照相式三維掃描系統[3]。
激光以其單色性、亮度高、發散小等優點成為早期三維光學測量系統的首選光源。第一代三維激光掃描系統采用激光光點進行掃描,但單一激光光點測量效率低,于是以一條線性激光條紋取代單一激光光點對被測物體進行掃描,發展出第二代三維激光掃描系統,大幅提高了測量速度。隨著光電技術和計算機數據處理技術的進步,目前采用7線、14線甚至更多激光線的產品已經投入使用,掃描速度和精度也大幅提高。
照相式三維掃描系統以結構光為光源,第一代產品光源為白光,但白光的抗環境干擾能力弱,對環境光線要求高,掃描操作標定比較麻煩,掃描速度較慢。2010年以色列Cognitens公司率先發布新一代照相式三維掃描儀-藍光三維掃描儀。藍光的波長更短,并且光源為LED冷光源,光源能耗更低,抗干擾能力強,以及對環境要求低、不需噴粉等特點,已經得到廣泛應用。
2.2 測量技術原理
測量原理主要有脈沖測距、相位差測距和三角測距法。
2.2.1 脈沖測距原理
測量系統由激光發射系統和探測系統組成。工作時,激光發射系統發射一束激光,光束經被測量物體漫反射后被探測系統捕獲,測量系統計算出光束往返一次的時間(圖1)。
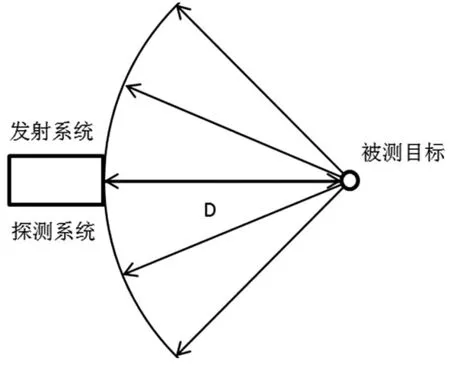
圖1 脈沖測距原理
如果光在空氣中傳播速度為c,在測量系統和被測量物體之間往返一次所需時間為t,則被測量物體與測量系統之間距離D可表示為:

脈沖激光的單色性好、發散小、亮度高、功率大、測量精度為米級,適用于中遠距離測量,如地形地貌測量、地質勘探、天體之間距離測量等技術方面。
2.2.2 相位差測距原理
相位差測距原理是對發射光波的光強進行調制,然后激光發射系統發射一束激光,光束經被測量物體漫反射后被探測系統捕獲,測量系統測量出發射和捕獲激光的相位差,間接測量出時間(圖2)。這種方式較直接測量往返時間的處理難度降低了許多。
如果光在空氣中傳播速度為c,調制信號的周期時間為T,發射與接收波形的相位差為Φ,則被測量物體與測量系統之間的距離D可表示為:

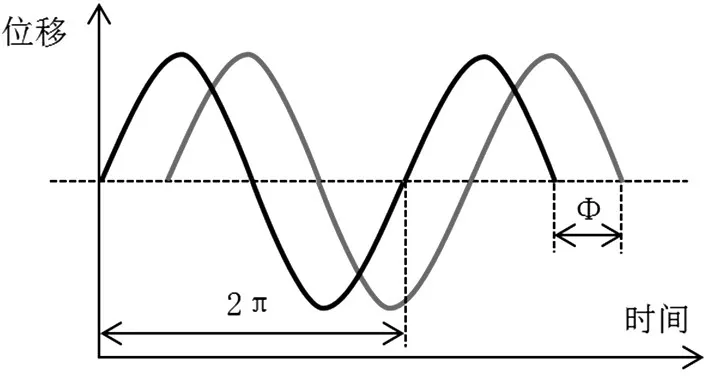
圖2 相位差測距原理
相位式激光測距可以達到毫米級別的測量精度,但受周圍環境影響較大,并且大測程和高精度不能同時滿足。
2.2.3 三角測距原理
光源以一定角度β射出一束激光,激光被目標物體反射,然后被攝像頭捕捉到(圖3)。
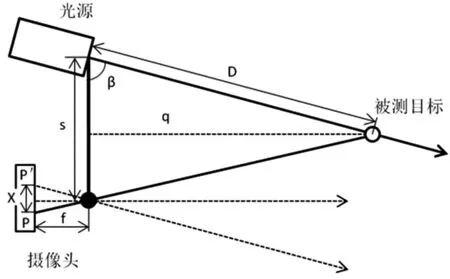
圖3 三角測距原理
已知攝像頭焦距是f,由相似三角形原理可得到測量系統與被測物體之間的距離D為:

三角測距具有結構簡單、效率高、靈活方便等優點,測量精度可達微米級,廣泛應用于物體表面特征與輪廓、孔位、高度、寬度等項目的測量中,如汽車行業中造型設計、逆向工程、零部件測量和土地測量、掃地機器人等。
2.3 三維光學測量系統分類
根據傳感方法不同可分為三維激光掃描系統和照相式三維掃描系統[3],照相式三維掃描系統根據光源不同可分為白光三維掃描系統和藍光三維掃描系統。
2.3.1 三維激光掃描系統
三維激光掃描技術是上世紀九十年代中期開始出現的一項技術,現在已經由點掃描發展為多線掃描技術。
三維激光掃描系統有固定式和手持式,如果將測量頭搭載在關節臂三坐標設備上使用,則為便攜式。三維激光掃描系統由激光發射系統和探測系統構成,測量過程中由激光發射系統發出一束激光,光束投影到被測物體表面并在被測物體表面產生形狀和移動變化時,探測系統就可以捕獲得到被測物體的相關特征元素并由計算機進行三維重構[5]。
三維激光掃描系統掃描速度快,測量精度高,環境適應能力強。
2.3.2 照相式三維掃描系統
照相式掃描系統由光柵投影設備和2~3個高分辨率CCD數碼相機組成,其采用結構光將光柵條紋投射到被測量物體表面,并進行形狀變化和位置移動,由2~3個高清數碼相機對光柵進行快速拍照,捕捉到各種光柵條紋[4]。對照片進行數字化處理,利用光柵測量原理和拍照定位技術,可在極短時間內采集到被測量物體表面的點云(圖4)。

圖4 照相式三維掃描系統
測量時被測物體可以進行空間移動和旋轉,可實現多個視角360度測量。并且掃描范圍大,可輕松完成大型工件的測量。
照相式三維掃描儀掃描速度極快,數秒內可得到100多萬點,測量精度可達0.03 mm,掃描深度可達300~500 mm。
2.4 數據集成與處理
三維光學測量系統能夠提供被測物體表面輪廓和特征的點云數據,通過計算機技術構建被測物體三維模型,在此基礎上可實現測量數據的集成與處理。利用云技術和大數據分析技術(圖5),可形成測量數據庫,并實現實時監控、統計分析(SPC)、零件的合格率(PIST)和重復性(R﹠R)批量驗證、3D裝配尺寸分析等功能。
3 在汽車行業的應用
汽車行業的三維光學測量系統主要利用三角測距原理,可得到高品質的物體表面輪廓點云,可用于汽車產品造型優化、逆向工程、數據集成與處理、快速成型、零部件和整車產品測量等方面。
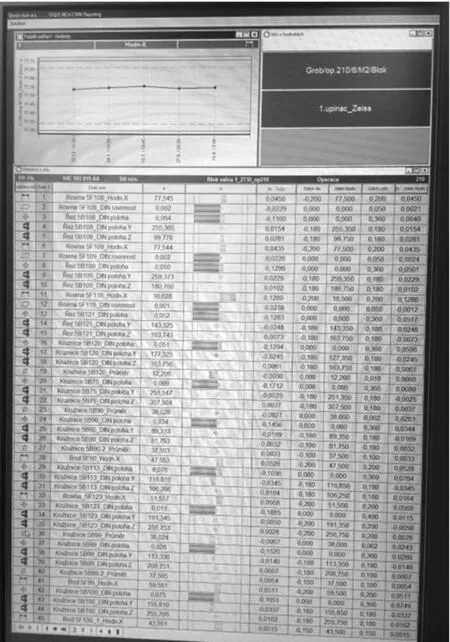
圖5 測量數據分析
三維光學測量系統可在以下方面應用:
(1)掃描油泥模型,建立表面三維數據,為后續造型優化提供依據;
(2)掃描競品,與企業自身的產品進行比較,建立數據庫;
(3)快速掃描零件,檢驗是否合格,建立測量數據數據庫;
(4)進行產品有限元分析;
(5)掃描數據的分析與處理。
4 發展趨勢
三維光學測量技術的日益成熟和發展,為汽車行業提供了高效的三維數字解決方案。而隨著汽車精細化要求越來越高,各應用領域對測量系統的特殊需求也在提升,所以三維光學測量系統需實現針對特定應用場景進行個性化定制。
產品研發及生產節奏不斷加快,對測量系統的便捷性、靈活性要求不斷提高,三維光學測量系統正向小型化、移動式和無線傳輸方向發展。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
