推力角接觸球軸承外圈溝道磨削過程中砂輪的修整
2019-07-22 12:09:58陳志軍張旭張風琴劉燕娜焦葉凡
軸承 2019年11期
陳志軍,張旭,張風琴,劉燕娜,焦葉凡
(1.洛陽軸承研究所有限公司,河南 洛陽 471039;2.河南省高性能軸承技術(shù)重點實驗室,河南 洛陽 471039;3.滾動軸承產(chǎn)業(yè)技術(shù)創(chuàng)新戰(zhàn)略聯(lián)盟,河南 洛陽 471039)
溝道是滾動軸承的基本工作面,引導(dǎo)球沿著正確的軌道運動并承受載荷。溝道的加工質(zhì)量直接影響軸承的旋轉(zhuǎn)精度和使用壽命,因此,溝道磨削在軸承磨削加工中占有突出地位。
推力角接觸球軸承的溝道一般采用切入式磨削,存在溝道溝形不圓和溝道邊緣出現(xiàn)直線段的問題。切入式磨削通過砂輪形狀保證溝道形狀,砂輪的修整對溝形影響較大。為解決此問題,重點研究砂輪的修整方法,提高修整砂輪的成形精度。
1 外圈溝形的加工分析
某型推力角接觸球軸承結(jié)構(gòu)如圖1所示。溝道磨削的加工機床為3MZ147K-S型外溝磨床。

圖1 推力角接觸球軸承結(jié)構(gòu)示意圖
推力角接觸球軸承外圈溝道對形狀精度和表面粗糙度要求較高。切入式磨削溝道的砂輪寬度B等于或稍大于加工溝道的寬度,砂輪直徑D由溝道直徑確定,選擇砂輪的參數(shù)特性見表1。

表1 砂輪參數(shù)特性
推力角接觸球軸承外圈溝道磨削的示意圖如圖2所示。由圖可知,溝深h為1.6 mm,砂輪半徑R為1.68 mm;溝道與砂輪的接觸角為102°,其中砂輪與溝道基面的接觸角為15°。外圈溝邊磨削的放大圖如圖3所示。
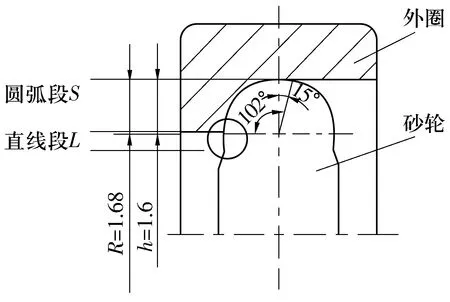
圖2 推力角接觸球軸承外圈溝道磨削示意圖

圖3 推力角接觸球軸承外圈溝邊磨削放大圖
溝道磨削的砂輪修整包括端面和半徑圓弧修整。砂輪修整器安裝在工件拖板上,通過雙軸承支承的轉(zhuǎn)軸轉(zhuǎn)動,實現(xiàn)金剛筆的圓弧修整;而端面修整是先不啟動砂輪,通過使金剛筆置于“手動點控”方式直線運動實現(xiàn)。修整時,金剛筆尖與砂輪的接觸點低于砂輪水平中心線,存在高度差,修整時應(yīng)減小高度差,使砂輪修整成形誤差較小。
對精磨溝后的工件進行測量,發(fā)現(xiàn)溝道直徑De、溝曲率半徑Re、溝道直徑變動量Vdep、溝位置ae、溝道對端面的平行度Se、溝道對外徑厚度的變動量Ke、外觀及表面粗糙度Ra均符合加工工藝的技術(shù)條件,但溝形誤差較大,尤其是溝邊與砂輪為非圓弧接觸呈直線段,誤差遠遠大于1 μm的工藝要求。
根據(jù)上述加工條件,排除毛坯原始狀態(tài)、機床穩(wěn)定性、加工工藝參數(shù)的影響,考慮砂輪修整方面可能存在問題。
2 砂輪修整
機床3MZ147K-S采用切入式磨削,把砂輪工作表面修整成溝道的形狀,按成形磨削的原理在外圈上磨出溝道。采用表面形貌輪廓儀XM-2000對溝道形狀進行測試,如圖4所示,其基面溝邊出現(xiàn)直線段,溝邊形狀誤差為19.624 μm,溝邊形狀放大圖如圖5所示。

圖4 改進砂輪修整前外圈溝道形狀測試圖

圖5 改進砂輪修整前溝邊形狀放大圖
溝邊出現(xiàn)直線段說明修整的砂輪存在形狀誤差,磨削砂輪的理想狀態(tài)如圖6所示。對修整的砂輪進行投影,磨削砂輪的實際狀態(tài)如圖7所示,發(fā)現(xiàn)砂輪端面出現(xiàn)斜直線段L。砂輪的斜直線段部分與軸承外圈溝邊處進行磨削將使溝邊形狀誤差較大。其原因可能為:1)磨削該推力角接觸球軸承外圈時,金剛筆修整擺動角度≤87°,修整角度小;2)砂輪端面直線修整存在誤差;3)修整時金剛筆抬起或落下對砂輪有損傷。

圖6 推力角接觸球軸承外圈溝邊和磨削砂輪的理想狀態(tài)示意圖

圖7 推力角接觸球軸承外圈溝邊和磨削砂輪的實際狀態(tài)示意圖
通常砂輪修整時金剛筆的擺角不能超過90°,否則砂輪在2次修整的交匯處將出現(xiàn)1個尖角,使溝邊出現(xiàn)亮環(huán)線,如圖8所示。要求加工該推力角接觸球軸承外圈時,金剛筆修整擺動角度范圍為87°<α≤90°。為避免砂輪端面對溝道磨削的影響,使磨削的軸承套圈傾斜一個角度,如圖9所示。

圖8 磨削修整的砂輪出現(xiàn)尖角
通過旋轉(zhuǎn)機床工件軸部分,使軸承外圈傾斜10°,磨削時使軸承溝道與砂輪的接觸部分發(fā)生相對變化。其優(yōu)點是:軸承傾斜10°后,砂輪的邊緣將不進行磨削加工,避免了砂輪端面直線性對溝道的影響;金剛筆修整擺動角度范圍由87°<α≤90°變?yōu)?7°<α≤90°。對磨削的溝道進行檢測,發(fā)現(xiàn)溝邊仍呈直線形,溝形誤差較大。對磨削的砂輪進行投影發(fā)現(xiàn)修整砂輪的狀態(tài)與圖8接近。結(jié)合上述實際加工,說明砂輪修整仍存在問題,可能是原因3造成的。實際加工中砂輪的修整軌跡如圖10所示,金剛筆從點Q處落下,手修砂輪端面1區(qū)段至點R處后,再返回修整2區(qū)段,然后修整器復(fù)位,自動修整圓弧3區(qū)段,并返回修整圓弧4區(qū)段,最后金剛筆從點Q處抬起,砂輪修整結(jié)束。軸承溝道基準面溝邊的溝形誤差嚴重,說明砂輪1區(qū)段和2區(qū)段修整不正確。分析其原因可能是:a)金剛筆落下時速度較大,根據(jù)修整砂輪的直徑為12 mm,所選用的金剛石顆粒質(zhì)量為0.05 g,金剛石尺寸較大,直徑約為1 250~1 600 μm,對砂輪沖擊較大而損傷砂輪;b)該區(qū)段砂輪修整速度較快;c)砂輪雙程修整結(jié)束后,金剛筆抬起時對該區(qū)段有損傷。

圖10 砂輪的修整軌跡圖
對上述綜合因素進行調(diào)整發(fā)現(xiàn):原因b對砂輪修整的影響較小,修整速度較慢為宜;通過編制機床數(shù)控程序?qū)⑸拜嗠p程修整改為單程修整,使金剛筆從軸承外圈非基面?zhèn)忍穑瑢⒂兄谠搮^(qū)段的修整,但砂輪的修整效果并非十分理想;而原因a是影響砂輪修整最重要的因素,金剛筆落下時金剛石尖可能會刺入砂輪,產(chǎn)生振動沖擊,特別在尖角部位,即圓弧與端面過渡處發(fā)生崩碎,造成砂輪損傷而形成直線段。將金剛筆落下時的速度由20 mm/s降至0.5 mm/s,對砂輪重新修整,并對其投影,發(fā)現(xiàn)砂輪形狀較為理想,無直線段。調(diào)整機床,對推力角接觸球軸承外圈進行磨削,并對磨削后的溝道進行測量(圖11),其溝道形狀誤差為0.490 7 μm,滿足生產(chǎn)加工工藝要求。
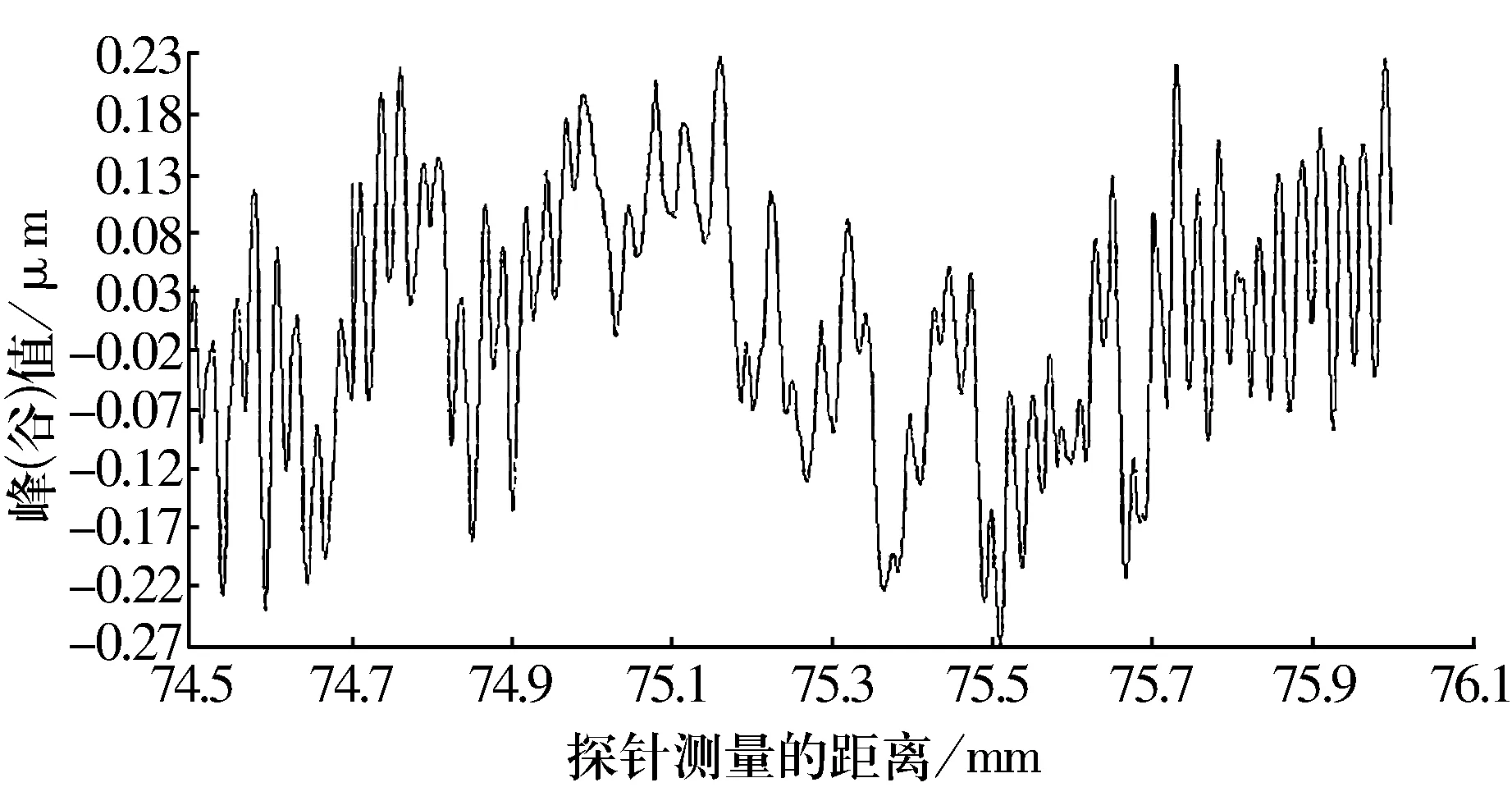
圖11 改進砂輪修整后外圈溝道形狀測試圖
3 結(jié)束語
通過生產(chǎn)實踐加工,對影響推力角接觸軸承溝道形狀誤差因素進行分析,通過改進砂輪的修整方法,獲得了良好的修整效果,從而保證軸承外圈溝道的磨削精度,為實際生產(chǎn)加工提供了指導(dǎo)。
