薄壁軸承套圈加工方法分析與加強圈尺寸優化
2019-07-23 01:50:04王明杰李凌霄閆繼山曲紅利段喜川
軸承 2019年5期
王明杰,李凌霄,閆繼山,曲紅利,段喜川
(1.洛陽LYC軸承有限公司,河南 洛陽 471039;2.航空精密軸承國家重點實驗室,河南 洛陽 471039)
符號說明
b——磨割寬度,mm
B——軸承寬度,mm
c——加強圈寬度,mm
c′——優化后的加強圈寬度,mm
C——“一拖二”帶加強圈加工薄壁軸承的總寬度,mm
d——加強圈內徑,mm
D——外圈外徑,mm
D2——外圈內徑,mm
E——彈性模量,MPa
F——徑向載荷力,N
FQ——剪力,N
Ft——圓周力,N
h——加強圈壁厚,mm
h′——優化后的加強圈壁厚,mm
H——軸承壁厚,mm
I——單側徑向截面的慣性矩,mm4
k——套圈剛度,N/mm
l——圓心角θ對應的弧長,mm
M——彎矩,N
N——有效材料體積,mm3
R——慣性半徑,mm
W——材料總體積,mm3
δ——任意截面徑向位移量,mm
Δ——套圈總形變量,mm
η——材料利用率
θ——圓心角,rad
薄壁軸承具有質量輕,占空間小,慣性矩小等優點,廣泛用于工業機器人、航空飛行器、航天衛星、醫療等高端產品領域,且市場規模越來越大。但因截面積較小,使其徑向壁厚很小,剛性很低,極易產生較大的徑向變形,其套圈在車削加工、熱處理、磨削加工等諸多工序都存在加工困難。
1 薄壁軸承加工難點
1.1 車削加工
車削加工主要使用動力卡盤等定心夾具對工件進行裝夾,夾具的夾緊力會引起套圈三棱變形等問題[1],這將造成薄壁套圈車削加工后單一徑向平面直徑變動量超差。
另外,由于刀具對工件的切削力作用,工件受力變形,導致數控車床需要反復調節讓刀補償才能達到工藝要求。但由于工件前工序加工狀態存在差異,依然出現車削加工一致性不好,部分工件出現尺寸超差等問題。
1.2 熱處理
在熱處理淬火工藝中,套圈內部組織產生相變,主要由奧氏體轉變為馬氏體,密度變小,體積膨脹,產生組織應力。另外,套圈從高溫(薄壁產品一般為830~845 ℃)的膨脹狀態迅速淬火冷卻,還產生了熱應力。當上述2種內應力超過材料屈服極限時,材料將發生永久性的塑性變形,即熱處理變形[2]。
由于薄壁軸承剛度較低,同樣的熱處理應力作用下將產生更大的變形[3]。
1.3 磨削加工
磨削時由于電磁無心夾具、支承、砂輪對套圈的復雜作用,薄壁套圈易發生較大變形[4],進給量與實際磨削量之間存在差異,不易控制尺寸,導致薄壁套圈不規則變形,橢圓度等精度超差。此外,由于套圈易變形,相應地降低了磨削力,因而磨削效率較低。
1.4 解決方案
上述加工難點都是由于薄壁軸承套圈剛度較低,變形較大產生的,提高套圈剛度是解決上述問題的有效方法,因此采用帶加強圈的方法進行加工。為提高帶加強圈加工的材料利用率,選用“一拖二”結構,即1個加強圈帶2個套圈同時加工(圖1),兩側為2個待加工套圈,中間為加強圈。一般在磨削加工的終磨循環后,使用砂輪把加強圈磨割掉,得到2個成品套圈(端面需修磨,特殊材料可在細磨后終磨前磨割加強圈)。

圖1 “一拖二”加強圈結構及尺寸符號示意圖Fig.1 Structure and dimension symbol diagram of reinforcing ring with “ two dragged by one”
加強圈的存在提高了待加工件的整體剛度,在車削加工裝夾力、磨削加工復合力等作用下變形更小,從而獲得更高的加工精度。熱處理時由于剛度的提高減小了熱處理變形。
2 加強圈尺寸優化
2.1 當前加強圈尺寸存在的問題
在圖1所示的尺寸中,兩側用于套圈的尺寸H×B是最終產生成品的有效部分,其余部分均是為了解決生產工藝問題的無效部分。軸承套圈由沖孔→輾擴工藝成形為圓環狀的鍛件,如圖2所示。

圖2 套圈鍛件示意圖Fig.2 Diagram of ring forging
顯然,由于鍛件形狀的限制,造成“一拖二”結構加強圈方式加工的產品材料利用率非常低,生產成本較高。材料利用率為
(1)
以LY-7025薄壁軸承外圈為例,使用帶“一拖二”結構的加強圈加工,原工藝尺寸見表1。
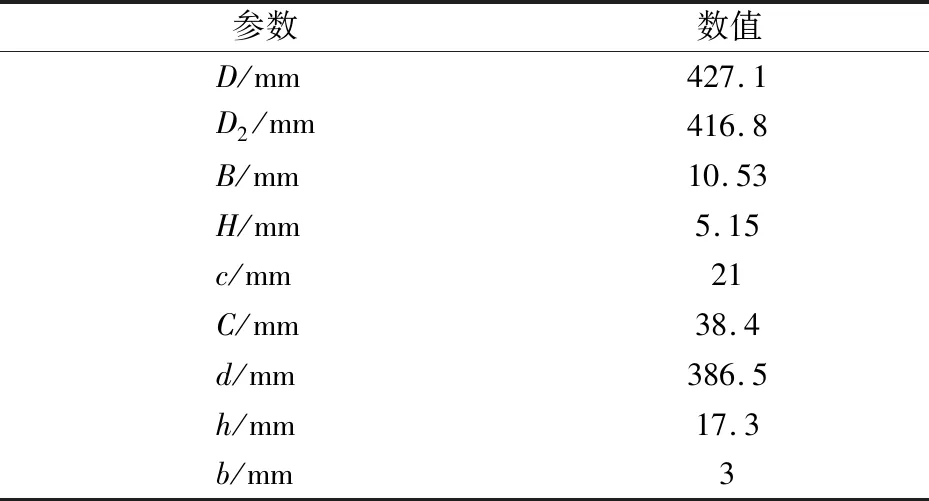
表1 LY-7025薄壁軸承外圈原工藝尺寸Tab.1 Original process dimension of outer ring of thin-walled bearing LY-7025
將表中數據代入(1)式計算,可求得原工藝的材料利用率僅為13.446%,且沒有考慮車削余量等因素。因此,有必要對帶加強圈工藝進行優化,以提高材料利用率。
2.2 加強圈尺寸優化思路
現有工藝參數中:軸承壁厚H、軸承寬度B均為產品設計和工藝需求,不能改動;磨割寬度b是在終磨循環前磨割加強圈時所需要的寬度,由磨具和設備決定,也基本不能改進;可改進的結構參數只有加強圈壁厚h和加強圈寬度c。
因此,加強圈尺寸優化的思路是:在原工藝尺寸的基礎上,適當改變加強圈壁厚h和加強圈寬度c,在滿足實際生產對剛度要求的同時,最大限度提高材料利用率。
2.3 徑向剛度計算
由于薄壁軸承實際加工困難,對加強圈尺寸優化設計的前提是達到原有剛度值,而薄壁零件的變形主要發生于徑向,因此首先應對工件徑向剛度進行計算研究。
2.3.1 環形體徑向力作用下平衡方程
設一圓環如圖3所示,該環形體在y軸方向上受一對等大反向力F作用下變形,該環形體在變形后關于x軸、y軸均對稱,求圓周方向上任意截面的圓周力Ft、剪力FQ、彎矩M即一次超靜定問題。

圖3 環形體受徑向力示意圖Fig.3 Diagram of radial force on a ring
由于2個徑向載荷F等大反方向,則x軸上截面A處的剪力FQA必定為零,A,C處圓周力FtA各承受徑向載荷的一半
FtA=F/2。
(2)
由受力分析可得A處彎矩MA
(3)
由于圖3中4個象限的受力、變形情況完全對稱,因此可以只討論第1象限。以點A受力情況為基礎,推論第1象限內任意截面處的受力分析如圖4所示,可求得任意截面上的力和力矩為
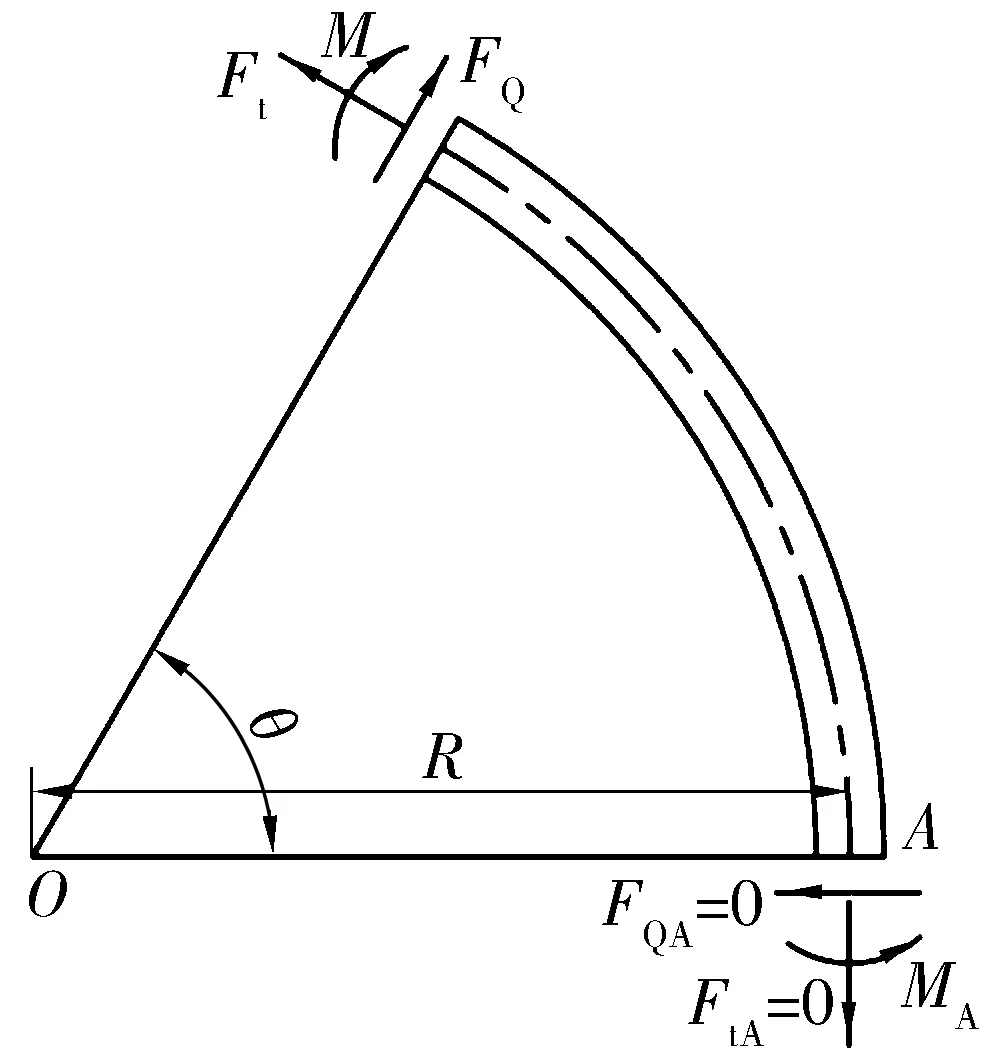
圖4 第1象限任意截面受力示意圖Fig.4 Diagram of forces on any section of the first quadrant
(4)
由于受力、變形和位移情況相對于x軸對稱,所以A,C處在y軸方向上位移為零。設任意截面位置的y軸方向上的位移用δ表示,由材料力學[5]可得變形后的撓曲線微分方程為
(5)
對與x軸夾角為θ的任意截面附近圓弧進行微分,當dθ趨近于無限小時sinθ≈θ,因此有
dl=Rdθ。
(6)
將(4)式中的力矩和(6)式代入(5)式,整理可得圓環徑向位移關于角度θ的常微分方程為
(7)
代入2個已知特解:θ=0時,δ=0;θ=π/2及θ=-π/2時,兩者δ相等。解(7)式可得
(8)
當θ=π/2時,整個套圈的總徑向形變Δ=2δ,此時在2個等大反向力F作用的平衡狀態下總形變為
(9)
2.3.2 同剛度下的加強圈尺寸關系
在保證與優化前原有工藝剛度不變的情況下,即剛度不變作為優化計算的約束條件,優化前憑經驗確定的加強圈尺寸參數c,h作為初值,討論加強圈尺寸的關系,對加強圈尺寸進行優化設計。優化后的加強圈寬度和厚度分別用c′和h′表示,并以此類推。則將優化前后剛度相等的條件代入(9)式可得
(10)
圖1中重心S到套圈軸線的間距即前文所述慣性半徑R,可表示為
(11)
由材料力學[5]可得S到外徑面的距離為
(12)
慣性矩為
c(h-a1)3}。
(13)
將優化前、后的(11)~(13)式分別代入(10)式,即可得在同工藝剛度條件下,優化前、后加強圈尺寸參數c,h與c′,h′之間的關系式。
2.4 優化應用
2.4.1 加強圈尺寸優化計算方法
上述推導可以用來優化加強圈尺寸,但具體多大的剛度能夠滿足工藝需要,因其影響因素非常多,很難定量研究。因此最大材料利用率的計算過程如下:
1)應先給出優化前的加強圈尺寸參數c,h作為優化計算的初值;
2)以優化前、后徑向剛度不變作為約束條件,將c,h與其他工藝參數一起代入(10)~(13)式,可得到一個僅有c′,h′的二元方程,整理可得c′關于h′的函數;
3)將結果代入(1)式,可得材料利用率η關于h′的函數,在符合實際范圍內求此函數最小值處的h′即為最終優化后的加強圈厚度;
4)將h′的最終結果代入(10)~(13)式,即可得到最終優化后的加強圈寬度c′。
2.4.2 加強圈在外側時的結論推廣
當套圈的內表面精度要求較高時(如內圈內徑精度要求遠高于內外徑),可以采用加強圈位于外側的加強結構,如圖5所示。
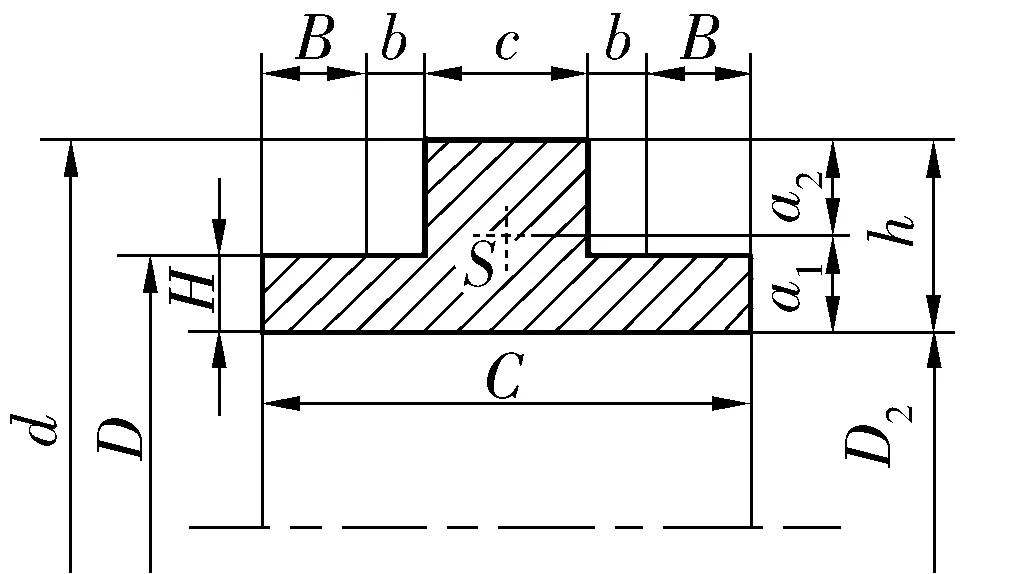
圖5 加強圈位于外側的加強結構Fig.5 Reinforcing structure of outer reinforcing ring
此種外側加強圈的方式能夠無干涉地加工內表面,在初磨、細磨循環獲得更高的內表面精度。其計算方法與前文所述內側加強圈的方式基本相同,同理可得
(14)
(15)
同理,根據(10)式和(12)~(15)式可將外側加強圈的尺寸參數進行優化。
2.4.3 優化后效果
由于給出的結論方程組較為復雜,人工計算求極值較為費力,建議使用計算機程序輔助求解。輸入產品參數及初始加強圈尺寸參數c,h,根據文中的計算方法迭代求解即可得優化后的加強圈尺寸參數c′,h′。
薄壁軸承使用文中理論優化加強圈尺寸參數前后對比見表2。

表2 優化前后效果對比Tab.2 Effect comparison before and after optimization
從表中可以看出,在原材料體積相同的情況下,材料利用率提高了1.13%,相應地降低了車削、磨削余量,節約了勞動時間及其他損耗,從多方面降低了成本。
3 試驗驗證
3.1 徑向剛度測量方法與儀器設計
在應用前,為充分證實計算的準確性,通過剛度測量試驗驗證了剛度計算結論的準確性。設計的試驗測量儀器如圖6所示。

1—高度表架;2—下支承座;3—待測工件;4—0.2 μm精度數顯表;5—加載杠桿;6—轉軸;7—加載砝碼;8—杠桿支座圖6 徑向剛度測量儀器示意圖Fig.6 Diagram of radial stiffness measuring instrument
理論計算時采用2個等大反向的徑向載荷,為了與理論計算情況相一致,測量儀器中使用下支承座作為待測工件的固定端,保證足夠的系統剛性。另外,下支承座的工作表面設計為一個大曲率圓弧截面,該設計與待測工件的外圓柱面接觸時具有自定心功能,且保證近似于線接觸,能夠保證測量方式最大限度地與理論計算條件中的徑向集中力相吻合。通過杠桿機構在工件外圓柱面上加載,加載可通過在杠桿中間位置加砝碼實現,之后通過理論力學可計算實際徑向載荷。由于加載杠桿位于待測工件的移動端,因此杠桿系統部分的剛性對測量結果沒有影響。最后通過測量儀表對比加載前后的位移,最終計算得到剛度。
3.2 與理論計算的差異
為了便于計算,前文將2個等大反向徑向力的方向假設為遠離圓心的拉力,而在本試驗儀器中,施加的徑向載荷為指向圓心的壓力。這是本試驗與理論計算模型唯一的不同點。對此可通過ANSYS有限元分析的方法證明:等大的一對徑向壓力產生的位移與等大的一對徑向拉力產生的位移絕對值完全相等,不影響剛度計算。有限元分析結果位移云圖如圖7所示,左側為拉載荷,右側為壓載荷,載荷均為981.784 N,位移的最大值均為0.457 mm,與理論值誤差約為3.604%,說明仿真結果可靠。
3.3 剛度測量結果與對比
對于優化后的工件,使用0.2 μm精度數顯表測量其總位移,每組載荷下測量3次取平均值,測量結果見表3。

表3 位移測量結果Tab.3 Measuring results of displacement
使用最小二乘法將徑向載荷、總位移擬合為線性回歸方程,方程斜率即為測量剛度(2.172×106N/m),最終計算剛度為2.108×106N/m,誤差為2.947%,屬于可接受的正常誤差范圍,說明計算方法的有效性及準確性。
4 結束語
薄壁軸承套圈各工序加工的難點主要源于工件徑向剛度不足,為解決此問題,使用帶加強圈加工的工藝方法。同時,針對薄壁軸承帶加強圈加工材料利用率非常低的問題,在同等剛度條件下優化了加強圈的寬度和厚度,推導了徑向剛度理論計算公式,并通過設計的徑向剛度測量儀的測量結果驗證了理論計算方法的準確性。
實際加工結果表明,薄壁軸承套圈按照優化后的加強圈尺寸加工,同原有尺寸一樣,完全能夠滿足實際加工過程中各工序對剛度的要求。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
