自動化技術在裝載機后車架焊接生產線上的應用
2019-07-24 02:33:10程海榮
商品與質量 2019年16期
程海榮
德州德工機械有限公司 山東德州 253100
1 自動化技術概述
自動化技術是一門綜合性技術,形成過程中與控制論、信息論、系統工程、計算機技術、電子學、液壓氣壓技術、自動控制等有著密切的聯系。其中,控制理論和計算機技術對自動化技術影響較大,關系著自動化技術的應用效果。實踐中若能重視自動化技術的高效利用,則能實現辦公自動化、機械自動化等,滿足設備運行過程中的高效控制要求。
2 案例探討
2.1 方案介紹
智能焊接生產線主要包括直角換軌式RGV搬運小車、步進式板鏈緩存臺、機器人焊接工作站系統、DCS調度系統、LCS上位機管理系統、視頻監控系統六個部分。在DCS控制系統的調度下,RGV小車可以自動上下料、自動裝夾、焊接程序自動調用、自動焊接、自動報工,無需人工干預。同時LCS上位機管理系統將工件信息、完工情況等信息與MES系統對接,完成了生產制造過程中的信息流轉。
2.2 工藝流程
在后車架的生產過程中,首先是應用后車架拼點工裝將各組件拼裝、點焊,將成型待焊的后車架放置到料臺上,利用料臺上限位塊、卡槽對后車架進行定位,組對區DCS召喚該區域RGV,自動將工件轉運至步進式上料緩存臺存放。在RGV主軌道兩側分布多臺機器人焊接工作站,機器人焊接工作站區DCS調度系統采集各工作站的信息、上下料RGV信息、步進式上下料緩存臺信息等,對所有工作站的上下料請求進行排序、穿插、優化,控制上料RGV將工件轉運至相應的機器人焊接工作站。人工補焊區、鏜加工區DCS調度本區RGV完成物料在后續加工區域的流轉。一個完整的上料、下料過程如圖1所示。
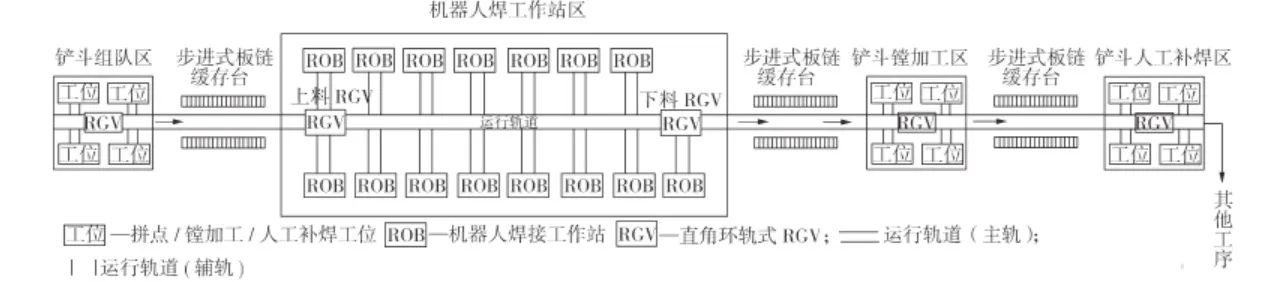
圖1 后車架智能焊接生產線的工藝流程
2.3 系統構成和功能
2.3.1 直角換軌式RGV
作為智能物流生產線的主要搬運工具,直角換軌式RGV小車不僅可以在主軌上行駛,還可以直角換軌后在垂直于主軌的輔軌上行駛,這樣就可以將工件分別送往主軌道兩側多個機器人焊接工作站。采用CX系列控制器為控制核心,Twin CATNCPTP控制系統、AX5000伺服驅動器和AM3000伺服電機構成驅動方案;采用Profibus DP接口的條碼掃描器加防塵、耐油污的條碼帶作位置檢測;采用WLAN控制器作無線接入點,通過Twin CATADS協議實現RGV與DCS的無線數據交換。該RGV結構緊湊、運送速度快(達到27m/min)、行走平穩、定位精度高(<1mm),保證RGV在各主輔軌交叉點精確換軌、快速的將待焊工件送往工作站焊接或將工作站內焊接完的工件轉運至下一個工序。
2.3.2 DCS調度系統
在該智能物流生產線上,DCS調度系統起著中樞神經系統的作用。它既要通過分布式I/O獲取各個機器人焊接工作站的請求信號、液壓夾具的裝夾完成信號和料臺的工件到位信號等,還要控制和調度小車進行上、下料。在DCS控制下,自動將待焊工件轉運至機器人焊接工作站,RGV與工作站工裝緊密配合完成工件的自動裝夾。DCS調度系統由CX系列控制器、Ether CAT總線擴展模塊、耦合器模塊、I/O模塊、無線路由器、交換機、HMI組成。CX系列控制器作主CX系列控制器作主站,總線擴展模塊用于擴展Ether CAT總線。每一個耦合器模塊下掛I/O模塊作從站,構成一個環型網絡,實現了Ether CAT網絡冗余功能。每一個從站通過I/O模塊與機器人焊接工作站、步進式上下料緩存臺交互信號,為了防止電源干擾,這些輸入輸出信號均采取繼電隔離。
主站將收集到的各機器人焊接工作站的信息進行處理,根據處理結果將信息以無線方式通過交換機、無線路由器發送給RGV,指揮RGV完成上下料任務,并實現避讓避碰、任務排列、任務穿插、任務等待等功能。同時將RGV的各種信息通過無線通訊傳遞給主站控制器,主站控制器通過基于Modbus TCP協議的以太網通訊將相關數據顯示在HMI上,并讀取HMI上的輸入信息。
2.4 步進式板鏈緩存臺
進式板鏈緩存臺用于存放前一加工區域處理完的工件,它與前后區域的DCS調度系統采用繼電隔離的數字I/O信號交換允許RGV進入、送(取)料完成、工件型號等信息。在前一區域RGV將工件送至緩存臺,離開到達安全位置后,緩存臺往前旋轉,將工件往下一個區域輸送一步,步進設定的距離后停止;前一個區域又可以往緩存臺送料,直到緩存臺放滿三個工件為止。后一區域RGV從緩存臺取走工件,到達安全位置后,緩存臺步進一步,將后面的工件往前輸送。緩存臺是前后工序的紐帶。每個板鏈緩存臺最多可以放置三個工件,對物料的流轉有一定的儲存和緩沖的作用。
2.5 應用情況
智能焊接物流線(見圖2)成功應用于國內某大型工程機械集團公司裝載機后車架的生產中。該項目包含兩條后車架智能焊接物流線,一條專用于5T后車架的生產,另一條用于3T/5T后車架的混線生產。在項目實施前期,使用生產系統運作流程與配置優化仿真技術,借助這個客觀的生產系統分析工具,使得用戶在生產系統設計投產之前,就可預先得到智能焊接生產線和工藝流程的各項性能指標,識別流程中的動態影響因子與瓶頸[4](Bottleneck),從而為生產系統的各種改善提供決策支持。為了使生產效率最高、生產成本最低、利潤最大化,需要合理設置生產系統規劃布局、工藝流程、設備配置、人員崗位安排、生產節拍(CycleTime)等。經過該平臺仿真驗證,物流線線由4個拼點工位、3個步進式緩存臺、15套機器人焊接工作站、5輛RGV、7個鏜加工工位、7個翻轉變位機、6個人工補焊工位、一個集控室組成,最佳生產節拍約19min。其中RGV在主軌上運行速度達27m/min,在輔軌上運行速度7.8m/min,定位精度±1mm。

圖2 智能焊接生產線在現場的應用
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32