提高某石墨密封座精車加工效率
2019-07-25 01:37:46甕濱濱
商品與質量 2019年6期
甕濱濱
沈陽黎明航空零部件制造有限公司 遼寧沈陽 110043
石墨密封裝置是目前航空發動機所采用的先進的密封形式,由石墨密封座、石墨密封件、波簧、圍簧、卡圈等零件組成,石墨密封座是其中的重要零件,用于裝配石墨密封環和其它零件,組成石墨密封裝置。某石墨密封座是某艦船發動機上所用石墨密封座,最大直徑為φ288mm,在石墨密封座類零件中屬于大型件,零件材料屬于難加工材料(1Cr16Co5Ni2Mo1WVNbN),且加工精度要求非常高,其加工精度將直接影響石墨密封裝置的密封性能。
1 零件改善前狀態
現有零件加工路線:毛料、粗車一端、粗車另一端、標刻、去應力熱處理、磨基準面、研磨基準面、車大端、車小端、車小端內孔、銑螺尾、鉆孔、標印、鉆鉸孔、去毛刺、清洗、鉆徑向小孔、去毛刺、磨內端面、清洗、中間檢驗、磁力探傷、研磨、清洗、最終檢驗、油封入庫。
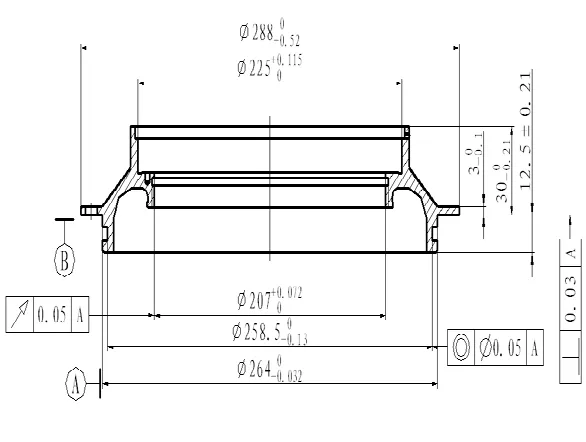
圖1 某石墨密封座圖示
從工藝路線及圖示中可以看出,零件的主要尺寸為車加工保證,余量也主要靠車加工去除;其密封端面的最后由研磨保證,研磨工序去除余量在0.02mm-0.05mm之間,這就需要嚴格控制零件變形量,保證研磨工序的順利進行。
由于材料本身為難加工材料,首先在車削過程中刀具磨損嚴重,尤其是加工零件內腔時使用的手磨刀具,磨損更為嚴重,使加工應力聚增,造成應力變形的質量隱患,同時加工表面質量無法滿足精度要求,給后續工序加工帶來嚴重的質量問題。其次原工藝規程中留給精車的余量也比較大,導致精車的3道工序加工效率很低,3道工序總加工時間(不包含準備時間)超過4.5h,已成為生產瓶頸。另外精車余量大的問題間接造成加工變形,影響加工質量[1]。
2 技術難點
2.1 零件精度要求高
某石墨密封座是某艦船發動機上所用石墨密封座,最大直徑為φ288mm,在石墨密封座類零件中屬于大型件。其基準A尺寸公差為0.032mm,基準B要求垂直度0.03mm,外圓同軸度要求0.05mm,精度要求非常高,加工精度將直接影響石墨密封裝置的密封性能。
2.2 刀具磨損嚴重
零件材料為1Cr16Co5Ni2Mo1WVNbN,是難加工材料。在車加工零件時,刀具磨損嚴重,尤其是加工大端內腔型面時,由于沒有機夾刀具,采用的手磨刀具,磨損更為嚴重,使加工應力聚增,造成應力變形,并且存在質量隱患[2]。
2.3 精加工效率低
由于材料本身為難加工材料,而原工藝規程中留給精車的余量也比較大,導致精車的3道工序加工效率很低,3道工序總加工時間(不包含準備時間)超過4.5h,已成為生產瓶頸。精加工余量大也導致“去應力熱處理”時,應力去除不充分,造成零件變形。
3 解決方案
預通過試驗加工,確定適合(材質)切削刀片,解決減少變形問題及加工成本問題;通過試驗加工,確定合理的切削參數,保證加工質量,提高效率;預通過調整半精加工工序尺寸,使精車加工余量均勻,加工效率,提高效率[3]。
4 試驗過程
4.1 固化加工參數及刀具消耗
原加工過程中刀具并沒有固化到數控工部卡中,并存在使用手磨刀具的情況,刀具磨損也沒有具體的統計數值。工藝規程更改后,精車過程有了很大變化,工藝人員根據更改后的工藝規程重新編制了數控程序,優化了走刀路線及加工參數,并同現場操作者共同確定了加工刀具,采用機夾刀片(GIMY 4201C908、A4SM2525M0520)代替手磨削的焊接車刀,解決了難加工材料(1Cr16Co5Ni2Mo1WVNbN)的加工問題。并通過2批次零件的試驗加工,摸索出了刀具損耗。
4.2 調整精車余量
原工藝規程中粗車之后余量很大,包括外圓安裝邊、內腔型面、內孔臺階等位置并沒有加工,大量的余量在精車中去除,造成去應力熱處理并沒有起到應有的效果。不僅造成了精車加工效率低下、刀具磨損嚴重,也是零件變形的主要原因。工藝人員通過更改工藝文件對加工余量進行了調整,按最終零件尺寸留1.5mm余量去進行去應力熱處理。
5 結論
通過2批次共9件零件的試驗加工,改進效果明顯,3道精車工序的加工時間由4.5h(不包括準備時間)縮減到了3h(不包括準備時間),改進后的數控刀具及損耗已經固化到數控工部卡中。零件的變形也得到了較好的控制,為后續的研磨加工打下了很好的基礎。
通過此次攻關,不僅完成既定的攻關目標,解決了生產瓶頸問題。也使得工藝人員及數控操作人員的技術水平得到了很大的提高,在解決復雜件的數控車加工方面積累了很寶貴的經驗。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
