緊固件不同擰緊方式夾緊力散差研究
2019-07-30 10:42:32薛亮
大眾汽車 2019年3期
薛亮
法士特汽車傳動研究院實驗中心 陜西 西安 710077
引言
螺栓擰緊是一個復雜的系統,要實現螺栓擰緊過程的精確、可靠的控制,不但要保證螺紋質量的穩定,選擇可靠的擰緊設備,還需要不斷完善擰緊理論研究、擰緊控制方法、測量手段以及質量管理手段。
螺栓連接的功能是要提供足夠的夾緊力,使連接件不會在載荷下滑移或者分離。其夾緊力的產生,是由于螺桿的伸長從而產生了夾緊力,扭矩越大螺桿可以伸的越長,但過大的扭矩會導致螺栓的過度伸長,螺栓超過了屈服極限就會發生斷裂,導致產品出現失效,所以在實際操作中,不論是兩個被連接件之間的夾緊力或者是螺栓上的軸向力,均很難檢測,也就更難以控制。因為,目前主要采取以下幾種方法予以簡介控制。
1 扭矩擰緊法
在目前生產中,出于成本控制的考慮,扭矩擰緊法被廣泛的應用到螺栓連接件的裝配中。該方法是將扭矩作為監控目標,現階段大部分廠家也是采用扭矩擰緊法進行裝配,主要使用螺栓的彈性階段,其扭矩范圍約在螺栓屈服扭矩的60%,即0.6Rp0.2。
12.9級的M10的螺栓采用扭矩法控制時,產生夾緊力的離散型如下圖:
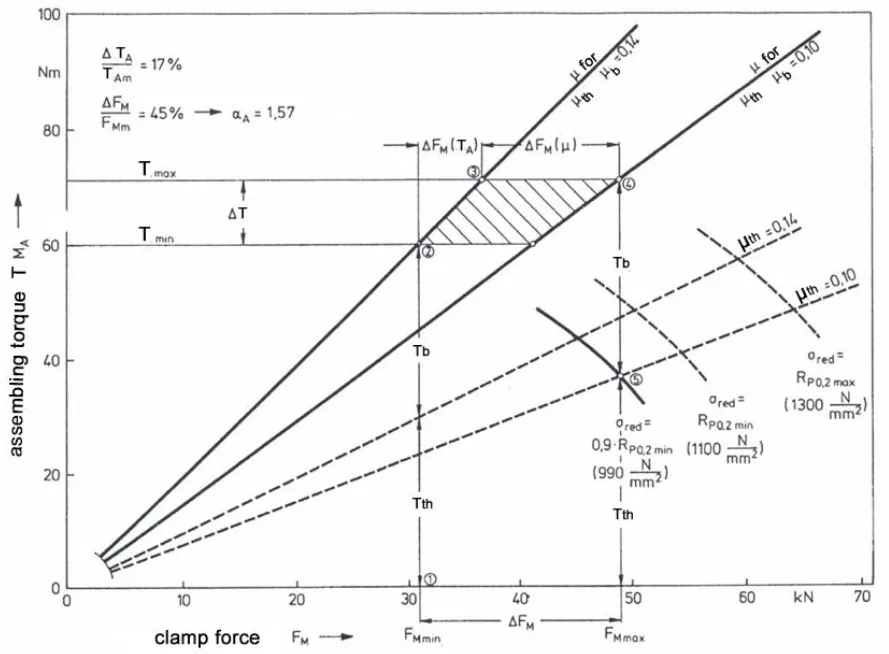
圖1 扭矩擰緊法的夾緊力散差圖
由上圖可以看出:對于總的安裝扭矩T,存在Tmin與Tmax的一個ΔT的扭矩偏差,在摩擦系數μ=0.14與μ=0.10的曲線上,由于安裝扭矩引起的夾緊力偏差就為①④、②③。對于總摩擦系數μ=0.10在最大扭矩Tmax時,其螺紋扭矩為⑤,其為0.9倍的Rp0.2(屈服強度),所以可以得出μ=0.10,Tmax=Tb+Tth。從圖上也可看出總摩擦系數越大,相同安裝扭矩下獲得的夾緊力也就越小。故Tmin與μ=0.14的交點②為獲得的最小夾緊力。圖上的陰影面積即為扭矩偏差ΔT與摩擦系數0.10~0.14引起的夾緊力的散差。ΔFM(TA)為安裝扭矩引起的夾緊力偏差,ΔFM(μ)為摩擦系數引起的夾緊力偏差。
支撐面摩擦系數(μb)只影響總扭矩T的高低,對于預緊力并無直接影響。僅螺紋扭矩(包含螺紋摩擦扭矩和有效螺紋扭矩)才能產生夾緊力。
其影響夾緊力主要因素有:
摩擦系數估計的偏差。
螺栓與被連接件間摩擦系數的散差較大,其中包含尺寸變化造成的支撐面直徑(Db)散差。
擰緊工具的精度偏低,包含人為操作因素和讀數錯誤。
當M14的螺栓的總摩擦系數在0.10~0.16范圍內時,扭矩法控制產生的夾緊力會產生20%的偏差。如圖2所示。

圖2 扭矩法安裝時,摩擦系數產生的散差
所以扭矩法對夾緊力的控制較為粗略,擰緊精度不足,由于僅僅使用螺栓的彈性階段,不能充分發揮材料的潛力。

表1 扭矩法安裝的優缺點
2 屈服點擰緊控制
擰緊時,螺栓屈服之后扭矩T和旋轉角之間不再存在線性相關性。在擰緊過程中,首先擰緊到一個起始扭矩值用以確保被連接構件間沒有間隙,并且扭矩曲線達到線性區域。從這一點開始,扭矩和角度被記錄下來。擰緊曲線的梯度會被連續地計算。在彈性區域的最大梯度將被識別并記錄。當擰緊曲線遠離彈性區域(直線段),達到螺栓屈服點后,該梯度急劇下降。在下降至記錄最大梯度50% 時,擰緊停止。

圖3 扭矩法安裝時,摩擦系數產生的散差
Rp0.2非比例延伸強度(以發生微量的塑性形變0.2%時的應力作為屈服強度)。采用屈服點控制,對于螺栓預緊力起決定作用的是屈服強度≈Rp0.2
屈服點控制擰緊的特點:
(1)該工藝可能獲得最大的夾緊力——可最大利用螺栓的性能。
(2)屈服點擰緊工藝,摩擦系數的分散對夾緊力的影響沒有采用扭矩法擰緊工藝大。
(3)在擰緊中,不會產生對螺栓的過擰緊現象,因當達到螺栓屈服點時,擰緊過程會自動停止。
支承面摩擦系數μb對預緊力完全無影響。相比扭矩法,支承面摩擦系數的變化不會成為影響擰緊質量的一個因素。
(4)只有螺栓的屈服點Rp0.2散差和螺紋摩擦系數μth散差會影響螺栓夾緊力的散差。
(5)擰緊過程與螺栓的剛度和被連接件的剛度(彈性回彈比)沒有太大的關系。
(6)已經被擰到屈服的螺栓再次使用也沒有風險,因為螺栓的塑性變形伸長只有0.2-0.3%.以M8×45 12.9 級和8.8級螺栓為例,當它被擰至0.3 %塑性變形時,仍然可被再擰28次(12.9級)和55次(8.8級)而不會發生斷裂。
(7)即使是短螺栓也可以使用該方法進行擰緊。

圖4 屈服點擰緊控制,夾緊力的散差
由上圖可以看出:對于屈服點擰緊,端面的摩擦扭矩對夾緊力并無影響,僅螺紋扭矩的大小,影響夾緊力。在螺紋摩擦系數μ=0.14與μ=0.10的曲線上,對應出現Tth-max與Tth-min兩個螺紋扭矩,以及由于屈服點不同,造成在螺紋摩擦系數μ=0.14與μ=0.10的曲線上,出現的②、③兩個最大、最小夾緊力。因而形成了由于屈服點、螺紋扭矩形成的夾緊力散差范圍(陰影部分)。

表2 屈服法安裝的優缺點
3 角度擰緊法
當轉角法是在擰緊時,首先緊固件被加載到一個起始扭矩,確保裝配部件完全貼合。將螺栓與螺母相對轉動一個角度,稱之為緊固轉角,這個角度是從起始扭矩值開始測量的。把一個確定的緊固轉角作為指標來對夾緊力進行控制的一種方法。
該擰緊法可在螺栓的彈性區和塑性區使用。而且大多數角度控制擰緊工藝擰緊過緊固件的屈服點。其通過現則過螺栓屈服點的角度,可以達螺栓的最佳利用率。由于幾乎水平的夾緊力曲線,角度誤差對夾緊力的散差無重大影響。故保證了夾緊力的良好再現性。對于可靠性方面,應采用對原始連接進行試驗來確定擰緊角度。
圖5 角度擰緊法擰緊-扭矩與夾緊力曲線
為了控制擰緊過程,要確定一個最終扭矩的公差范圍作為扭矩監控窗口。最終裝配扭矩必須在這個范圍內。和扭矩控制法相比,轉角法的最大優點是在塑性變形區螺栓伸長通過給定的角度確定的。切斷扭矩一般高于屈服扭矩。螺栓被使用到螺栓材料的極限。
在角度擰緊過程中,夾緊力的散差主要來自以下因素:
1.螺栓屈服強度Rp0.2的散差,2.材料的硬度,3.螺紋摩擦系數μth的散差。
M12 ×1.5 ×70-10.9級螺栓扭矩控制法與角度控制法的對比圖:
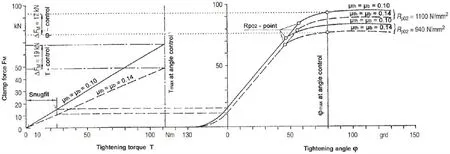
圖6 扭矩控制法與角度控制法的對比圖
由下圖擰緊曲線可以看出,螺紋摩擦系數、支承面摩擦系數和螺栓強度對扭矩法和角度擰緊法的影響。扭矩法在不同摩擦系數下,達到最大扭矩時,其所獲得的夾緊力較小。在角度擰緊時,多于不同摩擦系數、不同螺栓強度,選取的最大轉角均在屈服強度Rp0.2點之后,角度擰緊比扭矩擰緊獲得了更大的螺栓夾緊力,并且獲得更小的夾緊力散差。
4 擰緊方法與擰緊因子
由于擰緊裝配方法不能直接測量裝配的夾緊力,所以只能通過擰緊扭矩,彈性伸長,擰緊角度或擰到螺栓屈服點來實現裝配夾緊力。在上面對其中三種擰緊方法進行了簡述。現在通過引入擰緊因子來對不同的擰緊方法進行對比。我們把擰緊時獲得的最大夾緊力與最小夾緊力的比值稱之為擰緊因子:
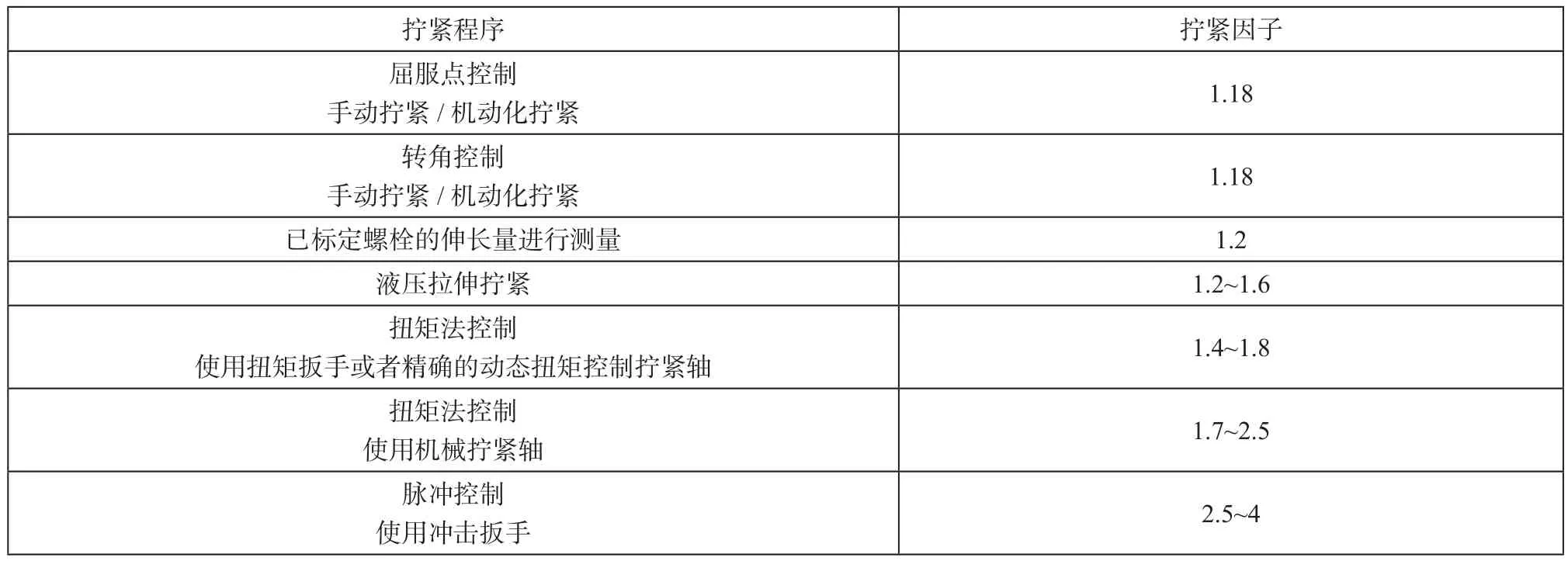
表3 擰緊因子對比表
5 復驗扭矩
一般在裝配和裝配后由于緊固工具的不同、裝配程序的不同、被連接件以及螺栓的一致性、潤滑、涂層對摩擦系數的影響等因素。導致裝配后螺紋連接無法確保是否達到正確狀態,無法判定是否達到裝配扭矩。復驗扭矩為螺栓由擰緊設備擰緊至工藝要求的額定扭矩后,在進一步擰緊少量角度(一般為10°以內)時,測得的最小扭矩。
如果是硬連接,擰緊曲線通常會持續上升。如果是軟連接,一般會出現擰緊曲線先上升,在下降,然后再上升。主要是由于擰緊的時候的靜摩擦系數會比動摩擦系數大。其他介于中間的部分連接,可能會出現上述兩種情況,就是持續上升或先上升,在下降,然后再上升的這兩種擰緊曲線。如下圖:
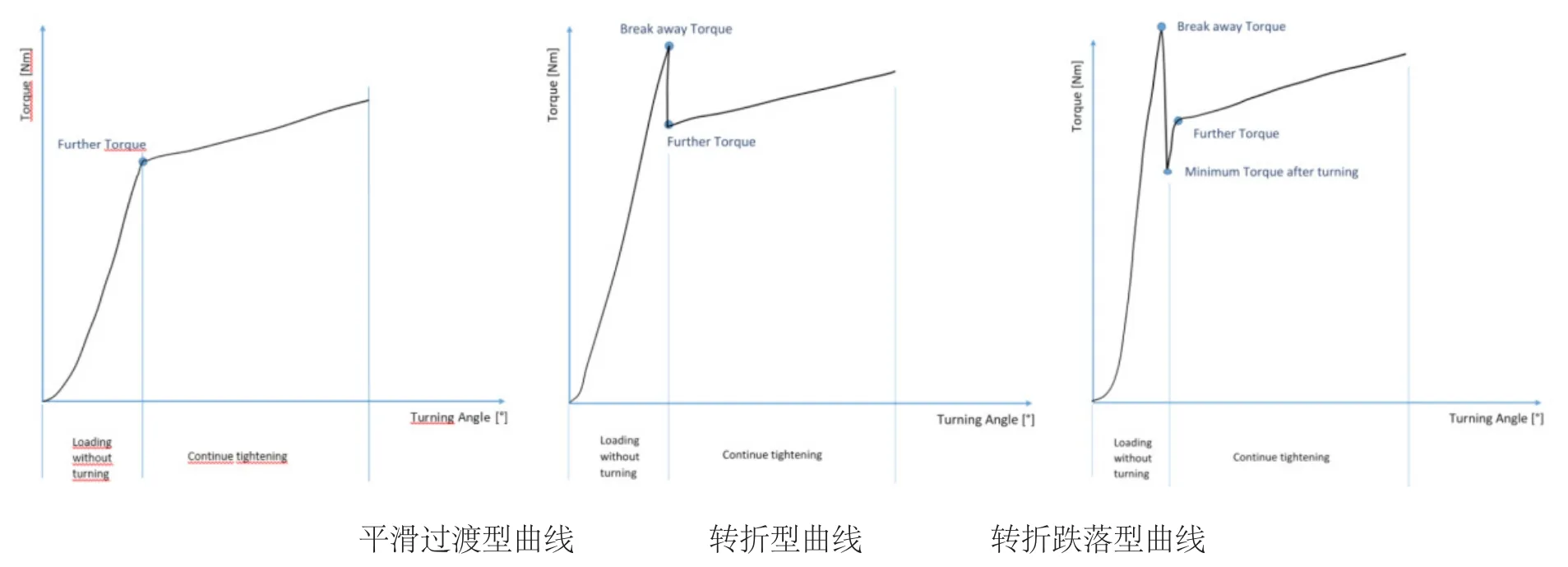
圖7 常見的復驗扭矩曲線
平滑過渡型曲線:擰緊曲線先陡直然后平緩上升,殘余扭矩值=曲線斜率轉折點。
轉折型曲線:曲線陡直上升-轉折下降-平緩上升,殘余扭矩值=螺栓開始轉動時的扭矩最小值。
轉折跌落型曲線:曲線陡直上升-扭矩跌落-平緩上升,殘余扭矩值=平滑過渡曲線的第一個值。
所以需要在對螺栓進行復驗扭矩測試時,不能僅僅使用數顯扭力扳手,因為數顯扳手只能記錄再擰緊過程中的最大值,從而獲得的復驗扭矩往往是不準確的。因而需要更為專業的測量設備,對擰緊過程中的扭矩-扭角進行實時采集,并繪制出曲線,才能得到準確的螺栓復驗扭矩。
