不同成型參數對水泥乳化瀝青冷再生試件孔隙率和劈裂強度的影響研究
2019-07-30 12:24:36郭贏贏
山西交通科技 2019年3期
關鍵詞:實驗
郭贏贏
(山西省交通科技研發有限公司,山西 太原 030032)
0 引言
改革開放以來,國家大力發展經濟,呈現出一片繁榮的景象,經過多年的建設與發展,我國公路建設已經基本趨于飽和。按照路面設計壽命10~15 年計算,我國路面已經陸續進入翻修階段。未來幾年,因翻修路面銑刨下來的廢舊路面材料(RAP)將不斷攀升,如果不能對這些RAP 加以利用,不但浪費資源,污染環境,為了存放這些RAP 還將侵占大片土地[1-3]。對于處理這些RAP,乳化瀝青冷再生技術就是一種很好的選擇。乳化瀝青冷再生技術,是將RAP、新石料、填料、水、乳化瀝青按照一定的比例進行混合,經機器常溫拌合、攤鋪、碾壓、養護,即可開放交通的一種綠色環保型道路養護技術。但是乳化瀝青冷再生技術有個缺點是早期強度較低,為了彌補這一不足,一般選擇添加一定量水泥來改善[4-7]。馬歇爾實驗是目前實驗室進行乳化瀝青冷再生研究的主要手段,試驗中為了降低孔隙率,需要進行二次擊實,但目前規范在二次擊實時忽視了水泥已經完成水化形成結構強度這一事實。按照目前的成型方式進行,勢必會對水泥結構產生破壞,從而讓混合料的早期強度補強上大打折扣。為了解決這一問題,筆者從有可能影響馬歇爾試件孔隙率和劈裂強度的因素著手,設計實驗,對乳化瀝青冷再生混合料馬歇爾試件成型方式進行了系統研究。有文獻報道,60℃養護溫度過高,建議40℃養護[8]。考慮到長時間高溫養護會對瀝青造成老化,本實驗過程選擇40℃進行養護。
1 實驗準備
1.1 原材料
乳化瀝青,使用本研究室自己研發的冷再生用乳化劑JK-L007 制備,瀝青采用中石化90 號瀝青,乳化瀝青相關性能如表1。RAP 取自山西境內某高速路銑刨料,集料當做黑色集料處理,為了取料均勻,將RAP 篩分為0~10 mm 和10~20 mm 兩檔,篩分級配如表2。為了提高冷再生混合料強度,添加了30%的新碎石,新碎石采用陽曲縣喜悅發石料廠生產的規格AC-20 玄武巖。填料,為普通硅酸鹽水泥42.5。水,使用太原市自來水。
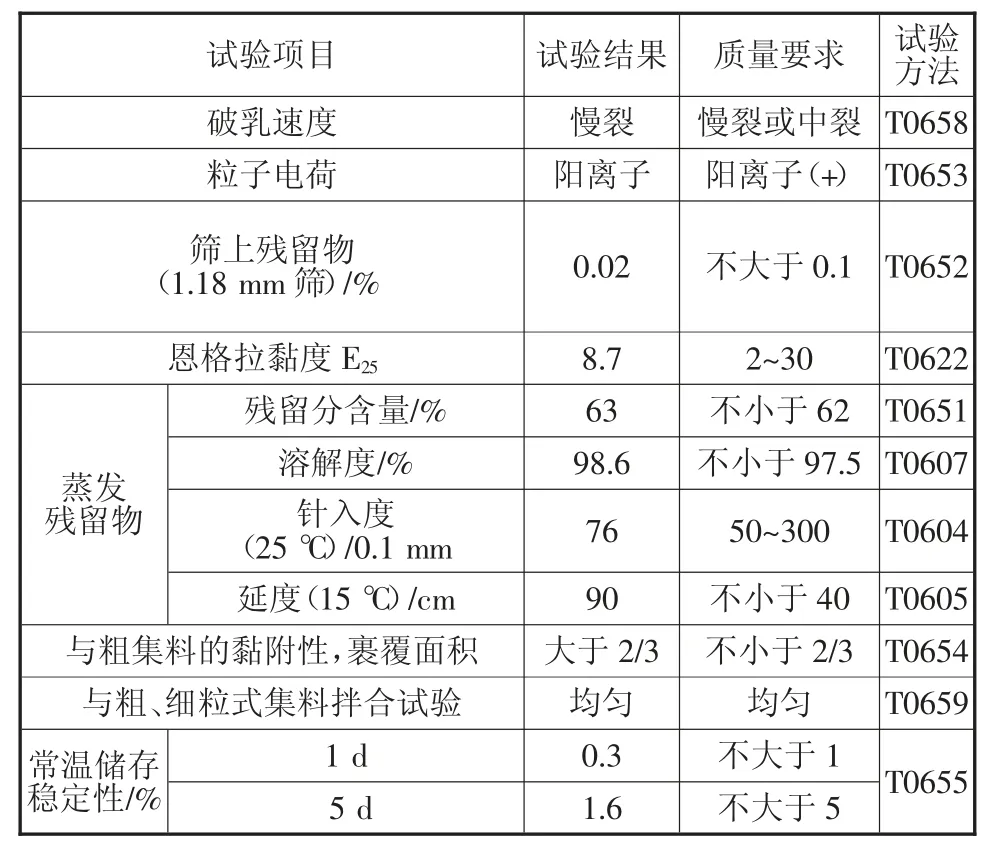
表1 試驗用乳化瀝青性能測試結果
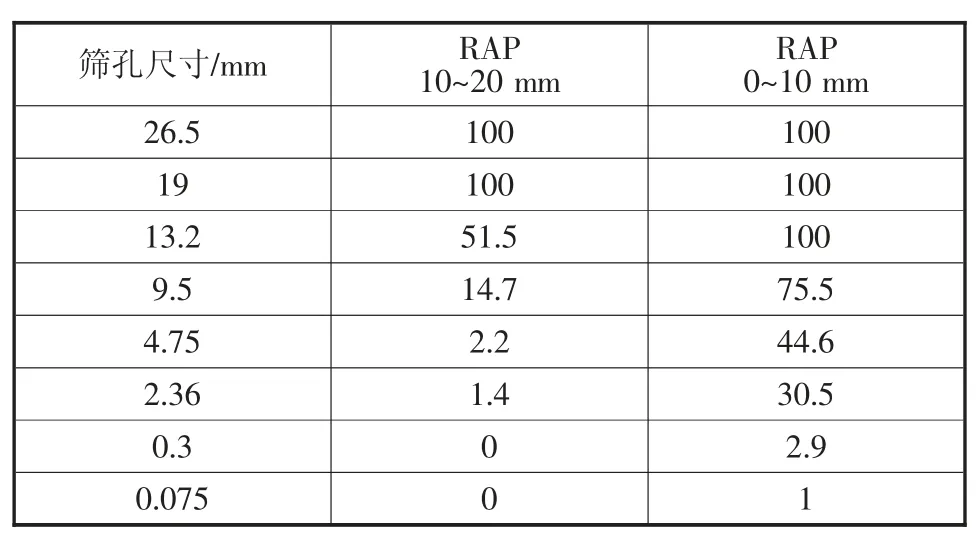
表2 RAP級配
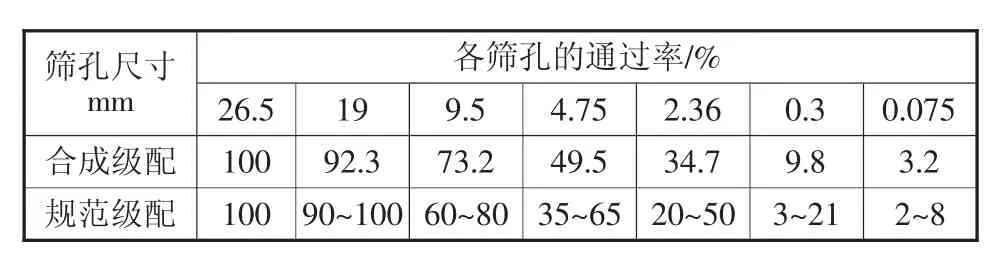
表3 中粒式乳化瀝青冷再生混合料試驗級配
1.2 實驗設計
a)通過擊實實驗,確定乳化瀝青混合料最佳含水率為8%(外加水量,不含石料及乳化瀝青中水分),最佳乳化瀝青用量為4%。
b)實驗測定水泥40℃環境下初凝時間為2.5 h,終凝時間為5 h。
c)按照級配 mRAP∶m新碎石∶m水泥∶m外加水∶m乳化瀝青=70%∶30%∶1%∶8%∶4%拌合一組200 g混合料,按《公路工程瀝青及瀝青混合料試驗規程(JTG E20—2011)》T 0757—2011 測試其可拌合時間,記為t,實驗測試結果t=30 min。
d)按照級配 mRAP∶m新碎石∶m水泥∶m外加水∶m乳化瀝青=70%∶30%∶1%∶8%∶4%,使用拌合鍋拌合,按兩個馬歇爾試件所需混合料進行拌合,拌合好后,先將混合料放置(t-5)min,測試放置(t-5)min前后混合料質量差,計算放置(t-5)min 后混合料含水率為6%。
e)馬歇爾試件制備,每組制備4 個試件:
(a)A 組 按照級配 mRAP∶m新碎石∶m水泥∶m外加水∶m乳化瀝青=70%∶30%∶1%∶8%∶4%,使用拌合鍋進行拌合,每次按兩個馬歇爾試件所需混合料進行拌合,拌合好后,先將混合料放置(t-5)min,之后開始向試模裝料,擊實,雙面各擊實50 次,不脫模具置于40℃烘箱養護至恒重,趁熱進行二次擊實,雙面各擊實25 次,室溫放置12 h,進行脫模。
(b)B 組 混合料級配及拌合方法同A 組,拌合好后,立即開始向試模裝料,擊實,雙面各擊實50次,不脫模具置于40℃烘箱放置2 h,取出趁熱進行二次擊實,雙面各擊實25 次,40℃烘箱養護至恒重,室溫放置12 h,進行脫模。
(c)C 組 混合料級配及拌合方法同A 組,拌合好后,先將混合料放置(t-5)min,之后開始向試模裝料,擊實,雙面各擊實50 次,不脫模具置于40℃烘箱放置2 h,趁熱進行二次擊實,雙面各擊實25 次,40℃烘箱放置至恒重,取出室溫放置12 h 進行脫模。
(d)D 組 混合料級配及拌合方法同A 組,拌合好后,立即開始向試模裝料,擊實,雙面各擊實50次,不脫模具置于40℃烘箱放置至恒重,趁熱進行二次擊實,雙面各擊實25 次,室溫放置12 h,進行脫模。
(e)E 組 按照級配 mRAP∶m新碎石∶m水泥∶m外加水∶m乳化瀝青=70%∶30%∶1%∶6%∶4%,使用拌合鍋進行拌合,每次按兩個馬歇爾試件所需混合料進行拌合,拌合好后,立即開始向試模裝料,擊實,雙面各擊實50 次,不脫模具置于40℃烘箱養護至恒重,趁熱進行二次擊實,雙面各擊實25 次,室溫放置12 h,進行脫模。
2 實驗測試
2.1 孔隙率測試
分別用蠟封法和真空法測冷再生混合料的毛體積相對密度和理論最大密度,計算得到其孔隙率。
2.2 劈裂實驗
按《公路工程瀝青及瀝青混合料試驗規程(JTG E20—2011)》當中T 0716—2011 的規定進行操作。
3 實驗結果及討論
3.1 孔隙率實驗結果
實驗結果顯示,A、B、C、D 四組試件均能滿足乳化瀝青冷再生施工規范要求(孔隙率9~14),但是可以看得出,乳化瀝青混合料拌合完成后放置(t-5)min 再制備試件,可以有效降低孔隙率,如實驗結果中所示A 組和C 組試件的孔隙率明顯低于B 組和D 組。孔隙的形成,很大程度上是因為水分遷移殘留的空隙導致,水分的作用主要體現在拌合過程,使得黏結料在常溫下充分分散開來,拌合完成后,希望它盡快揮發,完成混合料成型。所以,拌合完成后,完成拌合后放置(t-5)min,水分大量揮發,有效降低了養護過程因水分遷移發展的空隙。最終結果就是,放置(t-5)min 制備的試件孔隙率降低明顯。D、E 組試件相比,E 組孔隙率明顯低于 D 組,說明拌合時,含水率大小對試件空隙率有直接影響。得出結論,冷再生混合料馬歇爾試件成型前,將拌合料放置一段時間,但不超過可拌合時間,可以有效降低試件孔隙率。
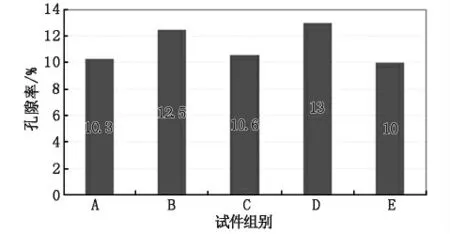
圖1 水泥乳化瀝青冷再生馬歇爾試件孔隙率測試結果
3.2 劈裂強度實驗結果
實驗結果顯示,ABCD 四組試件的劈裂強度及干濕劈裂強度比均能滿足規范要求。劈裂強度分析,B 組和C 組明顯優于A 組和D 組,這主要是因為B組和C 組制備試件時,40℃養護2 h 后進行的二次擊打,在二次擊打時,試件中的水泥水化物還未完全硬化,不會因受到二次擊打而受損,而A 組和D 組則是在40℃環境養護至恒重,具體養護了24 h 才進行的二次擊打,二次擊打時試件中的水泥水化已經完全,二次擊打在減小空隙率的同時破壞了水泥水化物結構,最終表現為劈裂強度大大降低。同時,我們發現A 組和C 組的干濕劈裂強度比明顯高于B 組和D 組,這與孔隙率的測試結果相吻合,得益于A 組和C 組孔隙率小的緣故。
A 組和E 組相比,E 組的劈裂強度和干濕劈裂強度比明顯低于A 組,這說明混合料拌合時直接將含水率控制在6%,然后直接制件并不能起到相同的效果。這是因為,水分有利于乳化瀝青均勻分散,并引導瀝青顆粒裹覆石料。前期水量不足,不利于黏結料發揮應有的效果。
4 結論
乳化瀝青冷再生混合料在添加水泥的情況下,馬歇爾試件成型的過程中需要考慮混合料的可拌合時間和水泥的初凝時間。具體操作中應注意,在混合料拌合完成后放置一段時間,等到混合料接近可拌合時間時再進行試件制備,可有效降低試件的孔隙率,選擇40℃養護2 h 進行二次擊實,有利于保護水泥結構,確保冷再生混合料早期強度。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55