涂裝廢水鐵回收的影響因素研究★
2019-08-08 01:58:04劉沐之付翠蓮
山西建筑 2019年15期
關鍵詞:影響
劉沐之 付翠蓮
(1.天津天一愛拓科技有限公司,天津 300382; 2.天津城建大學工程實訓中心,天津 300084)
1 概述
涂裝廢水是指在自行車、電動車、汽車及其零部件噴漆制造過程中產生的生產廢水。為了保證涂裝效果,通常需要對涂裝對象進行涂裝前處理。酸洗是涂裝前處理中的一個重要環節,通過酸洗可以去除金屬表面的銹蝕,以保證后續涂裝效果[1]。涂裝廢水為酸性(pH 2~3)、含有較高濃度的鐵和有機物等污染物,若不妥善處理,會對環境產生嚴重污染[2]。
隨著循環經濟理念的提出和發展,如何從工業廢水中實現資源回收日益受到重視。目前,從廢水中回收鐵資源的理論和技術工藝都取得了一定的發展,主要技術包括電滲析技術[3]、合成聚合氯化鐵鋁技術[4]、結晶技術[5]、離子交換技術[6]和活性炭吸附技術[7]。
本文采用燒杯試驗,考察了NaOH投加量、H2O2投加量和GT值對涂裝廢水中鐵資源回收的影響。通過涂裝廢水中的鐵資源進行回收,不僅可以消除污染,而且可以實現資源循環利用,具有較好的環境效益、經濟效益和社會效益。
2 試驗
2.1 材料與儀器
試驗藥品:50%(w/w)的NaOH溶液,30%(w/w)的H2O2溶液。
試驗廢水:實際涂裝廢水,pH 2.18±0.41,總鐵188.89 mg/L±3.25 mg/L。
試驗儀器見表1。

表1 試驗儀器列表
2.2 試驗方案
以NaOH投加量、H2O2投加量和GT值為研究變量,以鐵回收率(處理前后涂裝廢水中總鐵濃度與原水中總鐵濃度的比值)及沉淀污泥中鐵含量(沉淀污泥中總鐵濃度與污泥濃度的比值)為評價指標,具體試驗方案如表2所示。

表2 各因素對鐵回收效果影響試驗方案
2.3 試驗方法
室溫下,量取多份1 L的涂裝廢水置于混凝試驗攪拌機的反應器中后,按照表2所述方案試驗。試驗結束后將反應器中廢水靜置2 h后,分別對其上清液和底部沉淀物采樣測試。相關測試方法均采用國標法[8]。
3 結果與討論
3.1 GT值對鐵回收效果的影響
首先根據表2,在NaOH溶液投加量為1.00 mL/L,H2O2試劑投加量為1.50 mL/L的條件下,改變GT值,得到GT值對鐵回收率和污泥中鐵含量的影響,如圖1所示。

由圖1可知,在GT值從9 600增加到42 420時,鐵回收率增大,之后鐵回收率降低,在GT值為42 420時鐵回收率達到最高值91.95%。這是因為GT值過低不利于絮體的形成,而GT值過高易將絮體打碎,導致絮體的卷掃網捕作用降低[9]。污泥中鐵含量隨GT值的變化趨勢和鐵回收率隨GT值的變化趨勢相同,在GT值為42 420時,污泥中鐵含量達到最高值60.74%。
在反應過程中絮體粒徑變化如圖2所示。在GT值為118 620時,中位徑D(0.5)迅速增大,但從t=88 s時,D(0.5)開始減小,從t=220 s開始,D(0.5)下降趨勢明顯。GT值為9 600和24 600時,D(0.5)未隨時間產生較大幅度波動,但D(0.5)普遍低于50 μm。而GT值為42 420時,D(0.5)較大,且粒徑波動小,表明絮體的團聚性能好。這說明過高的GT值會導致絮體的團聚性和穩定性降低,過低的GT值不利于絮體的形成和成長。由以上試驗結果可知,對于鐵回收來說GT值的適宜范圍為24 600~62 460。

3.2 NaOH投加量對鐵回收效果的影響
之后根據表2,在GT值為24 600,H2O2投加量為1.50 mL/L的條件下,改變NaOH投加量,得到NaOH投加量對鐵回收率和污泥中鐵含量的影響,結果如圖3所示。
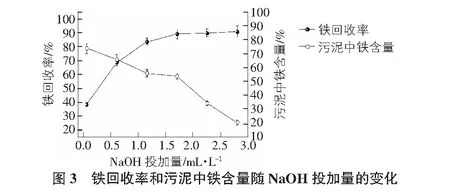

隨著NaOH投加量的增加,污泥中鐵含量不斷。其原因是隨著NaOH投加量的增加,pH增加,涂裝廢水中形成沉淀的無機污染物種類和數量均增多,導致污泥中鐵元素的百分含量(污泥中鐵含量)降低。由以上試驗結果可知,對于鐵回收來說NaOH投加量的適宜范圍為0.60 mL/L~1.75 mL/L。
3.3 H2O2投加量對鐵回收效果的影響
根據表2,在GT值為24 600,NaOH投加量為1.00 mL/L的條件下,改變H2O2投加量,得到H2O2投加量對鐵回收率(鐵回收率)和污泥中鐵元素的百分含量(污泥中鐵含量)的影響,結果如圖4所示。
由圖4可知,隨著H2O2投加量的增加,鐵回收率和污泥泥中鐵含量均呈上升趨勢。在H2O2投加量為3.75 mL/L時,鐵回收率和污泥泥中鐵含量的最大值分別為89.77%和63.45%。在H2O2投加量從0.00 mL/L增加到3.75 mL/L過程中,總鐵中Fe3+
濃度的百分含量由20%增大到90%,而Fe3+更易形成沉淀物得以去除。由以上試驗結果可知,對于鐵回收來說H2O2投加量的適宜范圍為1.00 mL/L~3.00 mL/L。

4 結語
在NaOH投加量為0.60 mL/L~1.75 mL/L,H2O2投加量為1.00 mL/L~3.00 mL/L,GT值為24 600~62 460的條件下對涂裝廢水進行中和氧化處理,涂裝廢水的鐵回收率和污泥中鐵含量分別可達90%和70%以上,可較好地實現對涂裝廢水中鐵資源的回收。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
