一種大孔徑工件機床輔助支撐裝置十字頂尖的設計與應用
2019-08-15 02:00:32陳沖鋒陳衛林
裝備制造技術 2019年6期
陳沖鋒,潘 露,陳衛林
(1.蕪湖機械工程學校,安徽 蕪湖241200;2.安徽機電職業技術學院 機械工程系,安徽 蕪湖241000;3.安徽天航機電有限公司,安徽 蕪湖241000)
0 引言
目前市面上銷售的頂尖大致分為兩種:活動頂尖、死頂尖。這兩種頂尖使用方法基本是先在零件端面上鉆削一個中心孔,后使用頂尖的前端頂住中心孔,從而達到輔助支撐的作用。如果加工大孔徑工件,傳統頂尖由于前端錐柄尺寸等原因的限制無法實現輔助支撐。目前常采用加大頂尖錐柄的方法,不僅浪費材料,而且可能因重量太大,伸出尾座過長影響機床尾座的精度[1]。
本文設計的十字頂尖通過十字架自適應調節方法,避免了傳統大錐柄的使用,解決了傳統頂尖的局限問題,且方法結構簡單,易于實現。
1 產品問題分析
圖1所示為企業生產加工的筒皮零件示意圖,根據大孔徑零件的結構特點,大孔徑零件大部分是通過卷圓機卷制而成,然后通過焊接將接縫補上,在卷制和焊接的過程中,難免使零件有一定的變形和不規則出現。如圖1(b)分析可知,該零件最大直徑需加工至φ1 250 mm,內孔加工至φ1 195 mm,工件長度1 230 mm,毛坯件內孔φ1 190 mm。由于工件直徑較大,長度較長,同時工件內孔也有尺寸要求,需要加工,使用傳統的卡盤及頂尖已經無法滿足工件的裝夾要求,要解決的問題在于既能夠輔助工件的支撐,又能夠加工工件內孔,同時還要考慮支撐裝置與機床的裝配。
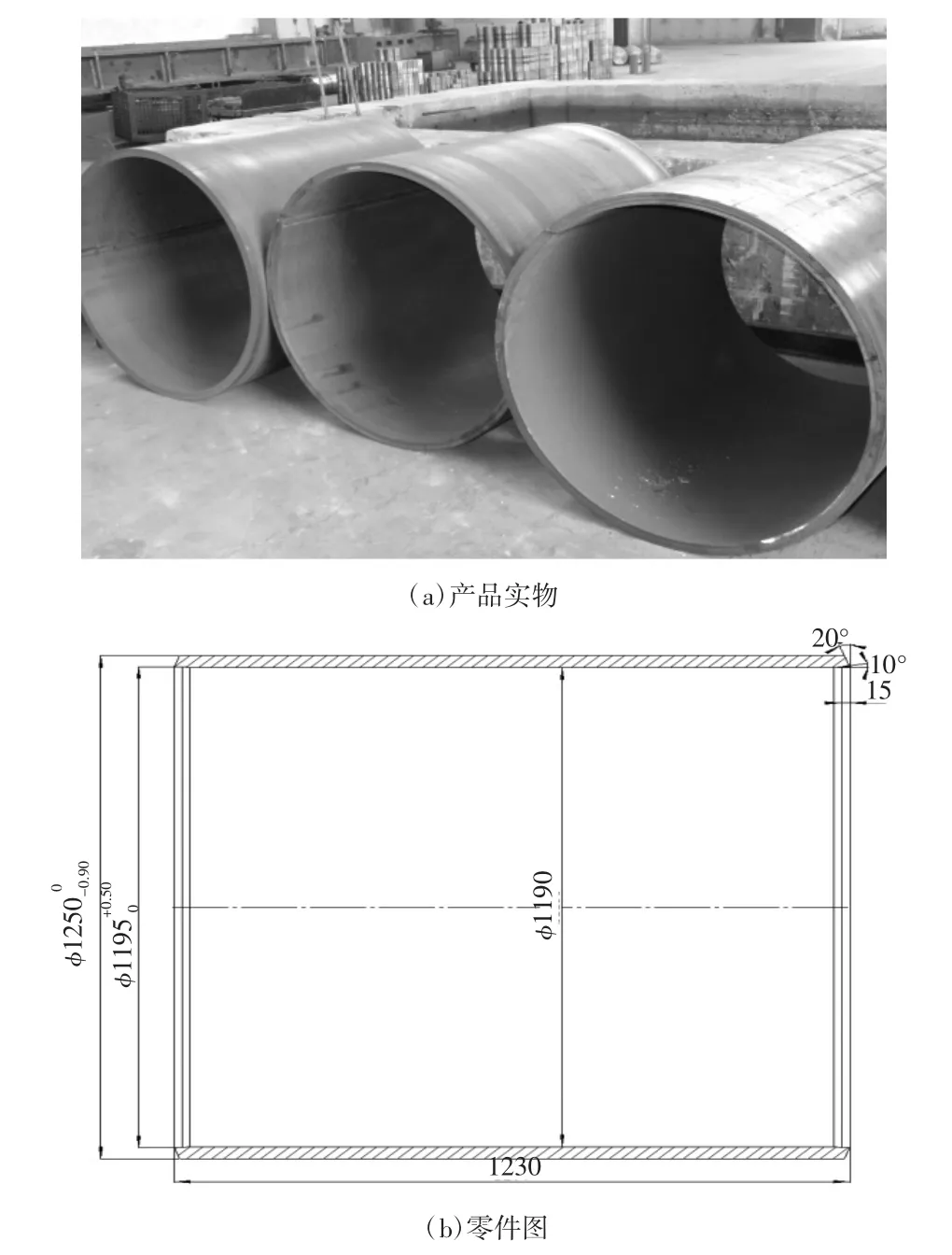
圖1 產品實物圖及零件圖
2 十字頂尖設計
根據產品加工中存在的問題,本文根據四爪卡盤的結構設計制作了一種十字形的頂尖,如圖2所示,該頂尖包括頂尖體和十字支撐桿,十字支撐桿通過螺紋連接安裝在頂尖體的四端,頂尖體內部安裝有推力軸承和圓柱滾珠軸承,頂尖體的前側表面設置有頂尖莫氏錐柄,頂尖體通過推力軸承和圓柱滾珠軸承配合頂尖莫氏錐柄可以實現與機床尾座的完美配合。十字支撐桿的桿上均設有六個調整孔,可以靈活地調整支撐桿的伸縮長度,完成零件的裝夾,并實現自適應定位功能。推力軸承和圓柱滾珠軸承裝配可是實現固定支撐和定心,合理地分配承載各個方向的推力,延長頂尖的使用壽命。

圖2 十字頂尖結構示意圖
該頂尖采用的十字架自適應調節方法,避免了傳統大錐柄的使用,解決了傳統頂尖的局限問題,且方法結構簡單,易于實現,不僅可以輔助支撐內孔,還可以用于輔助矯正零件裝夾[2]。
3 十字頂尖工作原理
如圖3所示,十字頂尖的具體配合關系:機床輔助支撐裝置十字頂尖,包括頂尖體1和十字支撐桿2,頂尖體1的四端均安裝有十字支撐桿2,頂尖體1內部安裝有推力軸承3和圓柱滾珠軸承4,頂尖體1的前側表面設置有頂尖莫氏錐柄5,頂尖莫氏錐柄5與推力軸承3、圓柱滾珠軸承4配合。十字支撐桿2的桿上均設有六個調整孔6,用以調整十字支撐桿2的伸縮長度,完成零件的裝夾。
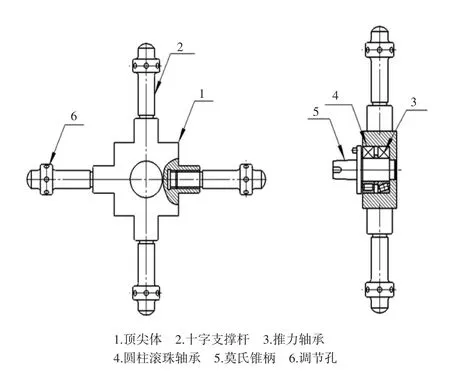
圖3 十字頂尖工作原理示意圖
工作過程中,頂尖體1與可調的十字支撐桿2基于一體,當調整十字支撐桿2和頂尖體1配合關系的時候,實現輔助支撐不同孔徑的零件;使用時十字頂尖深入工件內孔內部,可以不影響該零件內孔的加工,頂尖體1通過推力軸承3和圓柱滾珠軸承4配合頂尖莫氏錐柄5可以實現與機床尾座的完美配合,采用推力軸承3和圓柱滾珠軸承4裝配可是實現固定支撐和定心,合理的分配承載各個方向的推力,延長頂尖的使用壽命[3]。
4 生產應用
設計制作好的十字頂尖安裝在機床的尾座上,通過設計的莫氏錐柄與尾座完美的配合,十字頂尖的十字支撐桿用于支撐大孔徑零件內孔,通過十字支撐桿的伸縮可以支撐不同孔徑的零件,目前該裝置已經在企業實際生產應用,如圖4所示生產現場。

圖4 生產應用現場圖
5 結論
本文針對大孔徑工件的輔助支撐裝夾裝置,設計了一種既可以輔助支撐裝夾大孔徑工件,又能夠不影響加工工件內孔的十字頂尖,解決了大孔徑零件的裝夾難題,為大孔徑工件的加工生產提供了極大的便利。目前該裝置已經獲得了國家實用新型專利(專利號:ZL201521137536.4),并且已經在部分企業推廣應用,效果良好。
