基于機器人控制的寶元系統數控雕銑機自動化改造設計
2019-08-15 02:00:52廖瓊章
裝備制造技術 2019年6期
鐘 清,廖瓊章,韋 韓
(廣西現代職業技術學院機電工程系,廣西 河池547000)
0 引言
在模具行業,大型、復雜、高硬度材料的模具一般使用數控加工中心加工,加工中心在這方面有很大優勢,特別是能實現自動換刀,一次裝夾就能完成多工序集中加工[1]。但加工中心也有它的不足,對短時加工、品種更換頻繁的零件,特別是在用小刀具加工小型模具時,人力資源的用時增加,反而提高了加工成本。目前一般使用雕銑機對較小銑削量、小型模具進行加工[2]。雕銑機是一種區別于傳統雕刻機的高效高精數控機床,既可以雕刻,也可銑削[3]。寶元系統數控雕銑機的數控系統是臺灣開發的,價格便宜,兼容性好,多用于精雕數控機床上。其缺點是勞動強度大,生產率低。為了響應“中國制造2025”和“機器換人”的趨勢需求,本方案以使用寶元系統的數控雕銑機床為例,基于機器人控制系統,對其進行自動化改造研究,以實現柔性加工生產,減輕勞動強度,提高生產效率[4]。
1 數控雕銑加工現狀調研分析
目前大多數企業使用的數控雕銑機床,加工過程仍然有大部分工作依靠人工操作,輔助工序占用工時過高,勞動強度較大,生產效率較低。其操作過程的基本步驟如圖1所示。在整個生產過程中,除了切削過程能夠自動完成,操作工人大部分的工作時間是用于輔助工序,工作中不停的重復機械、單調的操作,增加了勞動強度,降低了生產效率[5]。目前,對于寶元系統數控雕銑機的機器人控制自動化改造尚未有相應成熟的方案。
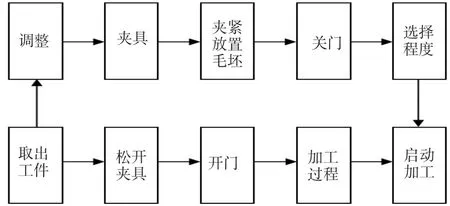
圖1 數控雕銑機操作步驟
2 數控雕銑機自動化改造方案
通過對數控雕銑機加工過程的操作流程分析得知,操作工人的大部分操作時間用于上下料、開門、關門、裝夾、選擇加工程序、啟停等輔助工序動作。改造方案的出發點是如何讓機器人替代人工操作,實現自動化無人操作。針對這些輔助工序,經過反復研究論證,擬定了以下改造方案:
(1)使用自動化立體倉庫作為原料供應和成品回收存放。
(2)使用機器人代替人工上下料。
(3)機床的手動門改成氣動自動可控門。
(4)機床夾具改為氣動自動化夾具。
(5)增加自動對刀儀。
(6)自動選擇加工程序。
(7)使用計算機執行生產管理和控制任務。
數控雕銑機自動化改造方案的系統原理框圖如圖2所示。增添了自動化立體倉庫用于存放毛坯材料和成品工件,增添機器人工作站進行自動搬運工件,使用中央計算機通過以太網交換機,把指令發送到各個工位,一套系統可控制多臺數控雕銑機。

圖2 數控雕銑機自動化改造系統原理圖
數控雕銑機自動化加工流程如圖3所示。系統工作過程:中央計算機發布生產任務指令統籌整個零件加工過程,根據預先制訂好的生產任務清單,自動安排生產。計算機發送原材料出庫指令,毛坯材料從自動化立體倉庫出庫,出庫完成后發送指令給機器人工作站。機器人根據毛坯參數選擇合適的夾具,然后移送到相應的抓取位置,這個位置可以通過示教編程確定。毛坯從倍速鏈輸送到相應位置后,由機器人抓取毛坯,同時雕銑機床自動開門為機器人安放毛坯做好準備。機器人放置毛坯到指定的位置后,系統發送指令給機床,機床收到指令后,由機床的PMC控制氣動夾具把毛坯夾緊。夾具上的夾緊到位傳感器把夾緊信號通過PMC反饋到中央計算機,中央計算機接著上傳加工程序到達機床的CNC系統,然后再發送一個選擇程序的指令給CNC,隨后再發一個啟動加工指令,啟動機床按預先上傳的加工程序進行加工。

圖3 數控雕銑機自動化加工流程
機床加工完畢后,自動打開機床門、松開夾具,并發出指令通知機器人將零件取走。機器人將零件放置到倍速鏈上輸送,由中央計算機控制,自動把零件轉入自動化立體倉庫。至此一個零件的加工流程完成了,接著開始下一個零件加工循環,直到完成指定的生產任務數量為止。此方案可根據需要加工的對象,預先編寫好相應的程序,系統可自動選擇毛坯、夾具和選擇加工程序進行加工。
3 數控雕銑機自動化改造主要內容
3.1 自動化立體倉庫
自動化立體倉庫的作用是存放毛坯材料和成品工件,由中央計算機控制毛坯的出庫指令和成品的入庫指令。加工前,能根據指令準確地從相應的庫位中取出所需毛坯;加工完成后,能按成品類別自動把工件存放于相應庫位。自動化立體倉庫設計的主要內容是xz軸坐標的伺服控制,每個坐標定為一個庫位,要求能使叉車準確停靠在指定的(x,z)平面坐標上。本系統使用一臺S7-1200 PLC和兩臺伺服控制器進行兩軸定位控制。
3.2 機器人工作站
機器人工作站選用ABB機器人,具備較豐富的I/O通信接口。硬件I/O用于控制氣動夾具,也用于與立體倉庫和雕銑機床的通信。使用PROFINET遠程I/O與中央計算機通信[6]。根據控制系統改造要求,設計編寫相應的控制程序。
各傳感和檢測設備信號通過可編程控制器處理,使用I/O通信的方式轉發給機器人,實現機器人根據不同原料變換夾具、夾取姿態[7]。
3.3 雕銑機自動化系統
雕銑機采用寶元系統的數控雕銑機,該機床有兩大控制系統,一個是CNC控制系統,另一個是MLC控制系統。CNC控制系統負責運動系統控制和面板顯示及程序編輯等任務。MLC控制系統主要針對機床的機械運動及液壓與氣動、冷卻、潤滑、排屑等任務控制。以ABB機器人工作站為基礎,結合中央計算機,使用寶元網絡通信協議,通過訪問MLC系統的R寄存器和D寄存器,再配合適當的MLC系統控制程序,對機床系統進行改造設計。例如對CNC系統,通過系統參數$200~$215輸出參數至MLC系統的S100~S115狀態位寄存器S,把CNC系統內部的一些信息如狀態、報警等信號輸出給MLC系統。MLC系統根據CNC系統的輸出決定當前的操作,并把操作請求信號經過C100~C115傳至系統參數$600~$615,CNC系統通過參數$600~$615獲知MLC系統的請求信號。CNC系統還可以通過系統變量$1000~$1255讀取MLC系統的R0~R255寄存器,并通過$2000~$2015系統變量寫入MLC的R240~R255寄存器,由此實現對機床系統的改造設計控制。
本方案采用程序指針的方法實現加工程序的自動切換。具體實現過程如下:中央計算機上傳加工程序至CNC例如O100,然后把程序號“100”寫入一個原系統沒有使用的R寄存器如R255中,最后在機床的主程序中使用。
#1=$1255;
M98 P#1;即可調用O100零件加工程序。
#1=$1255也可以使用#1=R_REG(255)代替。
關于中央計算機與機床的通信問題。由于官方沒有公布通信協議,需要借助其他方法去了解其通信過程。在改造研究過程中采取了抓包的方法了解和學習寶元系統的通信原理,解決了計算機與機床之間的通信技術問題。
3.4 程序設計
數控機床自動化改造的重點是實現柔性自動化生產,實現柔性自動化生產的關鍵是自動上下料和自動選擇并啟動對應的數控加工程序[4]。下面以自動化立體倉庫出料分揀為例,以A、B、C三種類型物料為代碼,每種物料數量位1至3個不等,9個放置的不同姿態,調試好的機器人代碼如下:
MODULE MainModule
PROC main()
MoveAbsJ PHomeNoEOffs,v1000,z50,tool0;!PHome為機器人工作原點,完成此姿態則機器人進入工作狀態
reg1:=0;!記錄A號原料數值
reg2:=0;!記錄B號原料數值
reg3:=0;!記錄C號原料數值
WHILE reg1 IF di1=1 THEN!判斷A號物料信號 IF reg1 pickup;!轉入子例行程序pickup拿起物料 IF reg1=0 THEN!判斷A號物料第幾個 PlaceTargetP:=Bs100;! 轉入子例行程序 Place,放到示教的點(位置) ENDIF IF reg1=1 THEN PlaceTargetP:=Bs110; ENDIF IF reg1=2 THEN PlaceTargetP:=Bs120; ENDIF ELSE!如果A號物料超過ANo限額個 pickup;!轉入子例行程序pickup拿起物料 PlaceTargetP:=Hq100;!轉入子例行程序 Place,放回示教好的供料單元里 ENDIF reg1:=reg1+1;!完成一個A號物料的放置,A號物料數值加一 PulseDOPLength:=1,do4;! 供料單元出料 ENDIF IF di2=1 THEN!判斷B號物料信號 IF reg2 pickup; PlaceTargetP:=Hs100; ELSE!如果B號物料超過1個 pickup; PlaceTargetP:=Hq100; ENDIF reg2:=reg2+1;!完成一個B號物料的放置,B號物料數值加一 PulseDOPLength:=1,do4;! 供料單元出料 ENDIF IF di3=1 THEN!判斷C號物料信號 IF reg3 pickup; IF reg3=0 THEN!判斷C號物料第幾個 PlaceTargetP:=Ls100; ENDIF IF reg3=1 THEN PlaceTargetP:=Ls110; ENDIF ELSE!如果C號物料超過CNo限額個 pickup; PlaceTargetP:=Hq100; ENDIF reg3:=reg3+1;!完成一個C號物料的放置,C號物料數值加一 PulseDOPLength:=1,do4;! 供料單元出料 ENDIF WaitTime 1;!等待1秒鐘 避免程序不斷執行,損壞機器人 ENDWHILE 利用WHILE確定好要拿的原料的個數,然后根據判斷di1(A號物料)、di2(B號物料)和 di3(C號物料)進行對應程序的執行,最后通過reg來判斷物料的個數,不足放到示教點,超出放回供料單元。 每放置一個物料,reg便加一來確定物料的個數,然后繼續供料。 通過以下程序讀取plc的IO,判斷原料種類,自動抓取原料進行分揀。 ENDPROC PROC pickup() MoveJ Offs (Na100,0,0,150), v1000, fine,tool0; MoveJNa100,v200,fine,tool0; WaitTime 05; Set do9; WaitTime 05; MoveJ Offs (Na100,0,0,150), v1000, fine,tool0; ENDPROC PROC Place(
obtarget TargetP) MoveJ Offs (TargetP,0,0,150),v1000,fine,tool0; MoveJTargetP,v200,fine,tool0; WaitTime 05; Reset do9; WaitTime 05; MoveJ Offs (TargetP,0,0,150),v1000,fine,tool0; ENDPROC ENDMODULE 本代碼為經過多次調試最終確定,運行時ABB機器人自動抓取準確,保證了上下料的自動運行。對于不同的加工零件,只需要根據零件毛坯的不同更換相應的夾具并重新示教相應的位置,由中央計算機選擇相應的加工程序即可,而機器人的工作流程不需要重新改動,減少了維護工作量。 本方案是智能柔性生產線的一部分,經過多次調試,不斷修改控制程序,完善通信參數設置,使寶元系統數控雕銑機能夠與整條生產線各部分密切配合,可靠運行,同時與3臺多軸加工中心及三個機器人檢測站組成了一套智能柔性生產線,整條智能柔性生產線如圖4所示。零件毛坯從立體倉庫自動出料后,通過倍速鏈輸送到相應的加工機床,ABB機器人自動抓取零件毛坯,后繼的一系列工作全部自動完成。實現了生產過程的柔性自動化控制,減少單調重復的人力操作,降低勞動強度,提高生產效率。本方案的成功改造,為其他同類機床的機器人柔性自動化改造控制提供了借鑒經驗。 圖4 智能柔性生產線全圖4 結論
 猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30北京測繪(2020年12期)2020-12-29 01:33:58裝備制造技術(2019年12期)2019-12-25 03:06:46人大建設(2019年12期)2019-05-21 02:55:44中國洗滌用品工業(2019年4期)2019-05-11 09:27:34中山大學法律評論(2018年1期)2018-03-30 01:21:00瞭望東方周刊(2017年42期)2017-12-05 18:49:38家庭影院技術(2017年9期)2017-09-26 03:41:45環球時報(2017-03-30)2017-03-30 06:44:45
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30北京測繪(2020年12期)2020-12-29 01:33:58裝備制造技術(2019年12期)2019-12-25 03:06:46人大建設(2019年12期)2019-05-21 02:55:44中國洗滌用品工業(2019年4期)2019-05-11 09:27:34中山大學法律評論(2018年1期)2018-03-30 01:21:00瞭望東方周刊(2017年42期)2017-12-05 18:49:38家庭影院技術(2017年9期)2017-09-26 03:41:45環球時報(2017-03-30)2017-03-30 06:44:45
