普通內圓磨床的數控多功能改造
2019-08-15 02:00:56卓嚴群
裝備制造技術 2019年6期
王 飛,卓嚴群
(柳工柳州傳動件有限公司,廣西 柳州545007)
1 現狀分析
1.1 改造前加工現狀
加工裝載機變速箱的輸出軸齒輪,材料20CrMn-Ti,硬度58~62HRC,為了后續零件的磨齒加工定位,需要通過加工零件的內孔和端面作為定位基準(見圖1),由于內孔有矩形花鍵,用車削方式難以加工,目前加工方式分為磨內孔和車端面兩道工序完成(見圖2)。

圖1 輸出軸齒輪
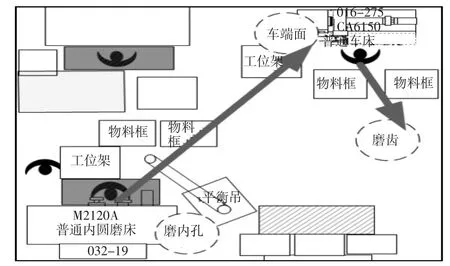
圖2 磨內孔→車端面→磨齒
1.1.1 磨內孔工序
加工設備為普通內圓磨床M2120A,使用平衡吊吊裝工件。使用3根φ11.6圓柱棒靠緊零件齒面,放入三爪卡盤內靠端面,通過夾緊圓柱棒夾緊零件。此方式可均衡后續齒輪磨齒左右齒面的加工余量,以此找正齒輪分度圓中心。操作磨床磨內孔(見圖1)至工藝要求尺寸φ60(+0.06/+0.03)mm、內孔粗糙度Ra0.8。
目前的磨內孔的加工方式加工效率滿足需求,質量可靠性高,操作者工作強度低。
1.1.2 車平面工序
加工設備為普通車床CA6150,由操作者手工用φ60×400 mm錐度芯軸穿過工件內孔作為定位。使用天車吊運至機床上,用機床的兩頂尖頂緊芯軸和工件,并按工藝要求車出平面(圖1),端面跳動0.022、端面粗糙度Ra1.6。
目前車端面的加工方式,工件重量15.65 kg、芯軸重量9.47 kg,芯軸拆卸和安裝都需要人工來完成,每班80件,需要搬運的重量2009.6×2(拆裝兩次)=4019.2 kg,工作強度非常大,對操作者健康造成傷害。用錐度芯軸定位,每次裝夾都存在一定誤差和偏斜,雖然已把端面完全車出,但實際的端面跳動不一定能達到要求。有時與熱處理變形誤差相累積后,會造成磨齒時部分齒面磨不出情況。為了消除這種誤差,應考慮加工磨齒端面和內孔定位基準時,把加工定位基準統一。
2 改造方案的確定
通過以上分析對比,可以確定把兩道工序需要整合在(1.1.1)磨內孔一道工序才最合理,可一次裝夾完成加工,需要改造原來的普通內圓磨床M2120A(見圖3),在設備案板處增加設備的車端面功能來實現。

圖3 內圓磨床M2120A
改造內容:
在原有普通內圓磨床M2120A內圓磨床案板處增加一套兩軸的數控車刀滑臺,包含Z軸和X軸的絲桿和導軌、兩套伺服電機、一套刀架和刀方、數控控制單元,滿足加工輸出軸齒輪(見圖1)端面加工的要求。
數控車刀滑臺(見圖5)整體外觀尺寸長800 mm×寬250 mm×高380 mm,行程分別為Z軸400 mm,X軸250 mm。研磨滾珠絲杠25 mm×600 mm×T5/根、25 mm×350 mm×T5/根,刀架和刀方130 mm×130 mm。滑臺導軌、絲杠防護罩采用風琴式帆布防護罩。
滑臺與走軌制作采用30 mm厚的鋼板作底板和底座。25 mm面寬直線導軌作導向走軌,滑臺滑動采用伺服電機作動能,滾珠絲杠作傳動行走。
加工零件端面的工作刀架(X軸)前后行走、滑臺(Z軸)左右行走,整體成T字形滑臺(見圖4)。
整個滑臺加裝在磨床主軸箱前面下方的案板(見圖5)上后校正校直并用鋼板和螺絲加強加固。
控制單元采用兩軸數控系統(廣數980TB3系統/套、私服驅動器DA98A/2臺、110 mm×110mm×6 N·m伺服電機/2臺、控制電器一套)控制車刀架自動加工,可省去人工手動操作加工的環節。
系統控制電器柜(見圖6、圖7)采用移動一體式立柜安裝,現場可隨意安放,方便使用。

圖4 改造后增加的數控刀架滑臺

圖5 改造前的磨床案板

圖6 改造后增加的系統控制電器柜

圖7 改造后加工示意圖
3 方案驗證
3.1 驗證內容
車平面及磨孔工序,加工設備為內圓磨數控車一體機床M2120A(G),用三抓卡盤裝夾輸出軸齒輪(方式參考1.1.1)。調用數控車程序,先啟動程序按工藝要求(參考1.1.2)車出端面,車刀退出后,操作設備啟動內圓磨頭,磨內孔至工藝要求(參考1.1.1)尺寸,驗證整個加工輸出軸齒輪的過程是否滿足工藝要求。數控加工程序[1]:
G98
T0101;
G00 X112.;
G00 Z240.;
X279.;
G01 Z229.F150;
X319.5.F30;
G00 Z240.;
X112.;
Z-136.;
M30
3.2 驗證過程
連續生產20件,檢測端面跳動0.022(A)、端面粗糙度 Ra1.6、內孔 φ60(+0.06/+0.03)mm、內孔粗糙度Ra0.8是否符合工藝要求。
3.3 驗證結果
檢測端面跳動0.022(A)、端面粗糙度Ra1.6、內孔 φ60(+0.06/+0.03)mm、內孔粗糙度 Ra0.8,合格率100%(見表 1)。

表1 工藝驗證零件記錄表
通過設備改造整合工序(見圖8)后,經過改造前后對比分析(見表2),節約普通車床1臺,減少車工1人,提高后續磨齒的定位精度,節省了原來單獨車端面工序的普通車床和物料擺放占用空間3 100 mm×3 000 mm,減少了一臺設備的加工時能源的消耗,加工周期時間由原來的(磨內孔6.89 min/件+車端面3.24 min/件)10.13 min/件,降低至 7.12 min/件,加工效率高29.7%,可實現目前所有變速箱輸出軸齒輪(共7種)磨內孔車端面工序合并加工。該改造項目實施后,每年創造的利潤或節省成本(不是銷售收入)描述:
節省成本=節省的時間×工繳費×年加工數量=3.01×1.51×15 000=68 176.5元。

表2 改造前后對比分析

圖8 車平面及磨孔整合→磨齒
4 結束語
這種增加設備加工功能實現工序整合的改造方式,既能提高了加工效率減少加工成本,又能實現零件基準同一,提升零件加工質量和可靠性,現已在公司得到應用,以后也可推廣使用。
