基于工程管理措施的航空發動機孔探流程優化研究
2019-08-15 02:01:04谷亞南
裝備制造技術 2019年6期
谷亞南
(北京飛機維修工程有限公司,北京 100000)
0 引言
現代發動機內部設計結構復雜,而且難于接近。在現代的發動機維護中,并不是所有的故障都可以通過精確的分析發動機狀態參數找到,在某些情況下,精確的故障查找必須在地面上進行。例如目視檢查發動機壓氣機轉子葉片的磨損和擊傷、渦輪葉片的燒蝕和裂紋,都可能直接導致發動機不可用。這些損傷由于發動機的機匣無法在翼打開,需要將發動機拆下并送到發動機大修工廠進行分解,幾乎需要拆卸整個發動機,勢必將耗費大量的時間和金錢[1]。因此特別需要孔探員們用專業的孔探儀給發動機下鏡。同時也免去了發動機拆下及分解所帶來的人力、物理、財力的消耗,為航空公司的運營節約了成本[2]。
1 現有孔探工作流程分析
孔探工作作為飛機、發動機等的重要監控手段,其工作品質直接或間接的影響機隊的安全運營,下面淺析某航空公司現行孔探流程為:(1)工作單分配:在工作前孔探各班組長向已授權的孔探員派發;(2)工作要求:應由有資質的孔探員執行;(3)孔探記錄:需按要求生成孔探記錄,即留存錄像、照片,編寫報告;(4)孔探報告、照片、錄像:根據手冊,詳細測量并標記損傷部位的尺寸;(5)信息發布:將孔探照片及損傷信息發布到公司資料網,并有專人維護;(6)記錄存放:每次孔探的照片及錄像資料,固定存放并以飛機號、發動機位置、日期作為文件名進行保存;(7)檢查要求:針對縮短間隔的損傷根據手冊執行重檢,對超出手冊超限的損傷經工程部門系統工程師執行復檢。
以上孔探流程從“發起-檢查-記錄-發布-復檢”均已滿足局方31號文件對孔探工作的要求。但該流程僅僅是從孔探部門及孔探員為出發點,強調了該部門及人員的職能。孔探不能僅靠單一部門完成,多部門配合才是保證工作順利開展的前提。
航空公司航空器的安全程度,很大程度上取決于維修水平,而工程能力的高低直接決定著公司的維修水平。現有孔探損傷等級的評估依賴于孔探員的人為測量,更局限于孔探設備,因此需要引入工程的思路,采用工程手段對損傷深入了解,統籌歸納并系統分析,使影響機隊的重大的、典型的問題均得到有效地控制。
2 高壓渦輪轉子葉片氧化燒蝕
2.1 事件描述
2014年2月,某公司執管的裝有CFM56-5B系列發動機的A321飛機,在執行航班任務時空中發現該發動機振動值偏高。地面檢查中發現,該發動機低壓高壓壓氣機葉片,出現不同程度的損傷;燃燒室內襯板多處出現裂紋損傷;高壓渦輪全部轉子葉片前緣有氧化燒蝕現象,一片轉子葉片斷裂,多片后緣和葉背面有擊傷;低壓渦輪存在前緣有多片葉片被擊傷,并且造成多出材料丟失損傷。
2.2 技術分析
通過進場修理時可知,造成此次空停事件的根本原因是斷裂的高壓渦輪1級轉子葉片,葉片殘骸對后面的發動機部件造成大量的較為嚴重的擊傷,因此導致發動機高振動的產生。該發動機高壓轉葉初次發現轉子葉片損傷,多片葉片前緣有表面氧化燒蝕現象,依據AMM手冊檢查章節,辦理了400循環重復檢查。后續檢查中,又分別對該區域執行過7次400循環的重檢,檢查結果記錄均是葉片表面有氧化燒蝕,直到發生停車事故后檢查出葉片斷裂。
手冊中其對燒蝕的要求描述為:發現在前緣部位出現氧化燒蝕損傷,辦理400循環重檢,因此可以確定孔探員在對損傷的判斷上沒有出錯。
通過廠家的事件調查報告知,在第1排冷卻孔的第3個孔處以及內壁的交叉肋板5號孔處形成疲勞裂紋,在長期熱應力侵蝕和轉動的離心力作用下,裂紋向冷卻孔的兩側蔓延,由內部擴展并迅速貫穿至整個葉片,直至最終斷裂。裂紋起始區域,裂紋由內向外擴展,會在第1排3號孔處出現裂紋,裂紋擴展機理及趨勢如圖1所示[3]。
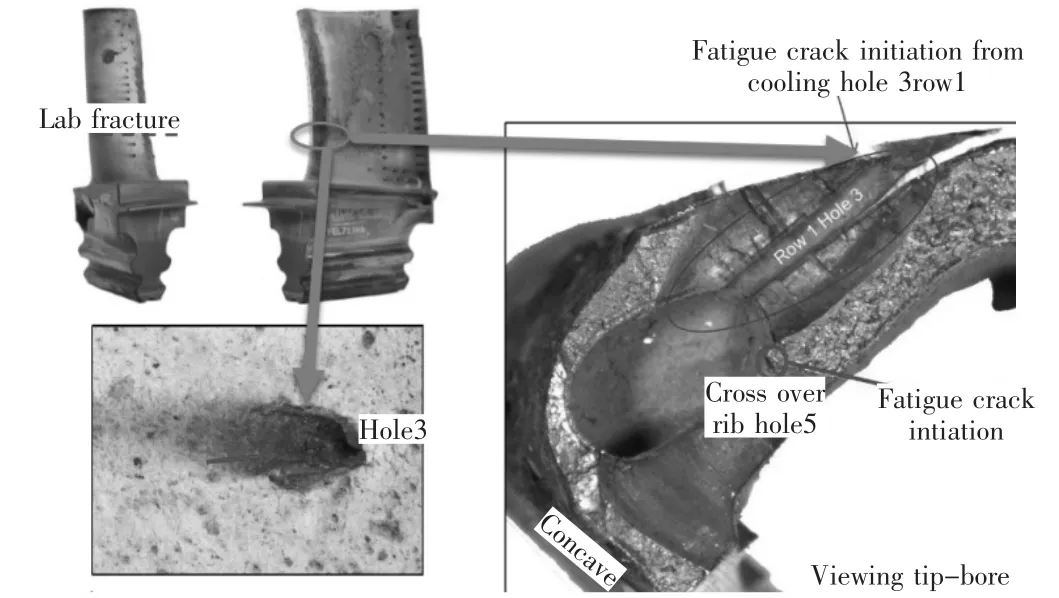
圖1 裂紋起始位置及擴展趨勢
造成高壓渦輪轉子葉片前緣燒蝕的原因是在轉葉內部,前緣靠近葉根的部位,有擋板結構,因此國內飛行環境面臨著更嚴酷的考驗。解剖葉片發現,冷卻渦輪葉片用的冷卻氣流在葉片內部流通時,在擋板下部造成灰塵聚集,最終造成前緣下部冷卻孔堵塞。隨著前緣冷卻氣流的減少,擋板下部逐漸出現裂紋,與此同時前緣的涂層在高溫氣流下逐漸脫落,失去了隔熱涂層的保護后,前緣基體材料逐出現漸氧化燒蝕的損傷,并導致表層基體材料脫落[4]。
2.3 廠家措施與工程措施
由于損傷最初是內部的交叉肋板孔處開始,因此裂紋內部的損傷發展無法探測到,但是基于前緣氧化/材料丟失與內部交叉孔的裂紋有密切的關系,廠家推薦檢查第1排第3個冷卻孔的裂紋與前緣擋板下部區域是否有缺口,下部缺口標志著前緣嚴重氧化,再根據手冊執行工作是要特別關注這兩個區域,如若發現有上述損傷,則建議即刻更換發動機。
現行的手冊僅僅有400循環的針對氧化燒蝕的重檢要求,已經無法避免葉片擋板下部出現裂紋并解體的損傷(該航損傷的發動機自400循環重檢后的第260次循環,出現葉片解體),因此廠家針對CFM56系列的發動機頒發了文件,建議航空公司縮短孔探間隔至400、200和100循環。
2.4 針對現有措施的分析
CFM56-5B/7B機隊的高壓渦輪轉子葉片氧化燒蝕是目前影響機隊正常運營的重要因素之一,但損傷僅在中國區域多見,并不具有普遍性,因而無法指望廠家在技術上有更多投入。上文的一系列措施,僅能做到在一定程度上緩解該損傷造成空停的風險,損傷仍然是造成發動機非計劃拆換的最主要因素,無法有效降低該損傷造成的發動機拆換率。
3 孔探工作流程的優化及效益
3.1 工程管理方案在孔探工作中的應用
維修水平的提升,維修質量的升華,必須引入工程管理思路和方案,維修工作可以跳出單一思維和標準,應用工程方法的現代維修手段,優化維修流程。通過分析現有流程,找出現在孔探工作中一系列不足之處,形成從發現問題,到提出問題,分析問題,再到解決問題,總結歸納后反饋于生產的閉環控制,工程手段應用于各個關節,從而使問題得到有效控制,流程優化[5]。
通過分析了公司內部現有流程、分析典型損傷案例,指出了現有流程在處置損傷的過程中的不足和缺陷,明確了引入工程管理措施的必要性,通過深入分析及評估,提出了一套有效的優化改進流程:
(1)針對對損傷的認知不足:將SMS風險源管控理念應用于損傷嚴重度評估,即風險源評估方法對損傷進行危險源識別,使安全風險量化,加深損傷認知;
(2)針對缺少閉環控制:建立孔探損傷追蹤控制頁,形成閉環控制;
(3)針對缺少自主分析創新:建立了損傷失效模型、損傷排隊機制及損傷發展預測創新能力,同時采用數據推導的方式推算發動機在下次孔探時超標的概率,預測趨勢;
(4)針對缺少有效信息反饋及共享途徑:借用機隊管理例會及機隊可靠性月報途徑,定期發布孔探信息,并對典型孔探損傷進行深入分析講解,同時在單位內部的工程期刊的孔探損傷專欄上做講解;
(5)針對各部門確守有效溝通:由工程部門發起,積極協調有關部門,獲取經驗,使資源共享。優化流程見圖2。
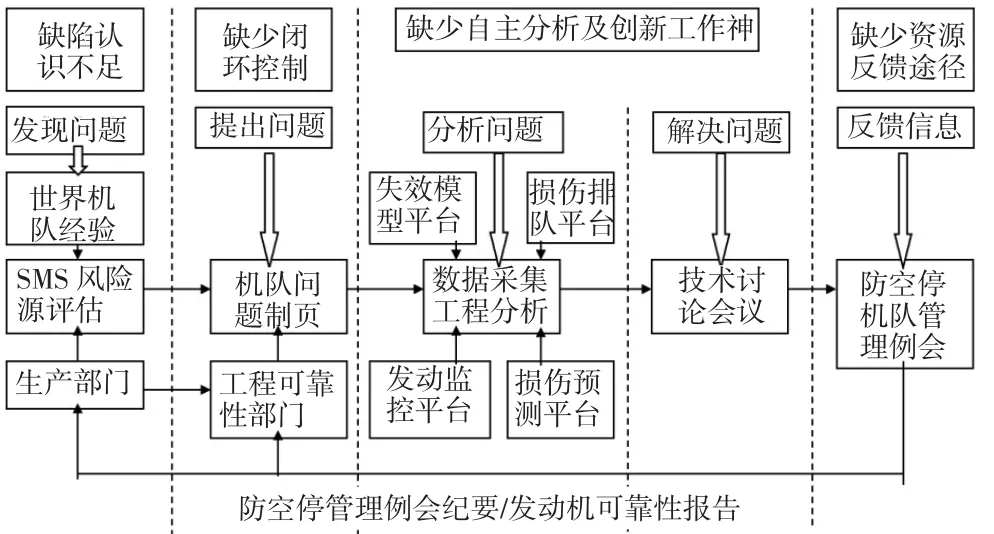
圖2 孔探問題處理流程優化
3.2 流程優化后的成果分析
本文通過對某航現行孔探工作的分析,技術方面的深入研究,并結合了實際案例找出流程的缺陷,指明工程管理措施對孔探工作的重要意義。流程優化后的成果如下:
(1)形成閉環控制,使損傷的處理工作更為合理高效;
(2)SMS風險評估有效的對機隊中的典型高壓渦輪轉子葉片損傷進行量化識別,使損傷的風險嚴重度一目了然;
(3)對孔探損傷細致統籌深入分析,不僅加深了對孔探損傷的認知,不局限于廠家的支援,激發主觀能動性后,創立了如失效模型、排隊機制、損傷發展預測的工程措施,極大緩解了公司非計劃拆發的情況,在保證發動機安全的前提下提高了在翼時間,并可以更合理的安排發動機更換;
(4)孔探損傷在工程期刊上的定期發布,也使得相關人員對孔探損傷全貌進行全面追蹤及細致了解。
近幾年隨著航空公司逐漸加大了對孔探工作建設的力度,隨著工程思路的推進以及優化流程的實施,孔探工作有了長足進步,該公司的孔探成果也是顯而易見。
(1)該公司2014年起孔探工作總量穩定在1900臺左右,但自2014年起機隊孔探超標總量在逐年遞減;
(2)對比2015年及2106年的孔探數據,2015年超標總額占全機隊超標總額排名前兩位的CFM56-7B(27%)與 GE90(26%),到2016年度下降至CFM56-7B(18%)與 GE90(3%)。
意味著典型損傷得到合理的控制,隨著工程管理方法在孔探工作中的開展,工程部門與孔探部門的合作力度逐步加深,對相關機型的典型問題,管控成果顯著。
4 結論
文章對某航維修工程公司總結歸納了現有的孔探工作流程,基于典型案例提出了工程理念,使得孔探損傷得到了更好的控制,損傷的嚴重程度被更為清晰地了解,使發動機的更換變得更加有針對性,孔探流程得以進一步優化,最大限度使用發動機的同時也能較為準確的把控發動機的健康狀態,有效地避免了非計劃拆發,從而節省了發動機非計劃拆發成本,降低了因孔探突發超標造成的航班取消延誤的風險,保證了航班的正常運營,為航空公司贏得聲譽。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
汽車與新動力(2015年1期)2015-02-27 12:11:01
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
建筑材料學報(2014年3期)2014-03-11 17:08:02
筑路機械與施工機械化(2014年4期)2014-03-01 02:58:34
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27
