車用電子器件漆包線與引出端子焊接的幾種方法
2019-08-27 00:40:52王九龍倪瑞毅黃健平
汽車電器 2019年8期
王九龍,倪瑞毅,黃健平
(1.廈門精悍機電設備有限公司;2.廈門鑫河精密科技股份有限公司,福建 廈門 361021)
漆包線是車用電磁線圈和繞組線中使用最為廣泛的一種,電磁線圈與繞組是將電能轉換為磁場或將磁場轉換為電能的核心部件,比如繼電器、電磁閥、點火線圈、電感線圈、微型電機、發電機、新能源車的動力電機等,因此漆包線和引出端的焊接可靠性就顯得尤為重要。在工業生產中,一方面要提高兩者焊接的可靠性,另一方面還要保證焊接效率的提升,下面就幾種最為常用的焊接方法歸納如下。
1 沾錫焊接
在常見的繼電器、電磁閥等小型線圈的引出端焊接時,沾錫是較常用的焊接工藝,這種工藝應用成熟,硬件成本投資小,可同時對多組線圈進行焊接,一般與全自動多頭繞線機聯機,方便自動化生產,生產效率高。但熔融的焊錫會對漆包線產生蝕銅現象,使漆包線的截面積減小,尤其是對微小直徑的漆包線來講,如果沾錫時間和溫度控制不好,容易導致蝕銅過度,在后續使用中受到沖擊、振動時斷線。沾錫槽的液面過高,或引出端浸入錫面過深,容易造成引出端沾錫過長,引出端沒有漆包線自由圈或自由圈過少,漆包線繃緊,使線圈在后續使用過程中受到沖擊、振動時斷線。同時,由于無鉛焊錫的潤濕性不夠好,沾錫容易出現空鼓和氣泡,且助焊劑的使用,也容易造成對漆包線的腐蝕,在后續使用過程中發生斷路失效風險。因此,對可靠性要求高的汽車電子部品,很多已經禁止使用線圈引出端沾錫工藝。另外,歐盟對焊錫的RoHS指令和REACH法規的執行,也是出口產品的一個潛在風險。常見正常沾錫的引出端和有缺陷的沾錫引出端如圖1所示。
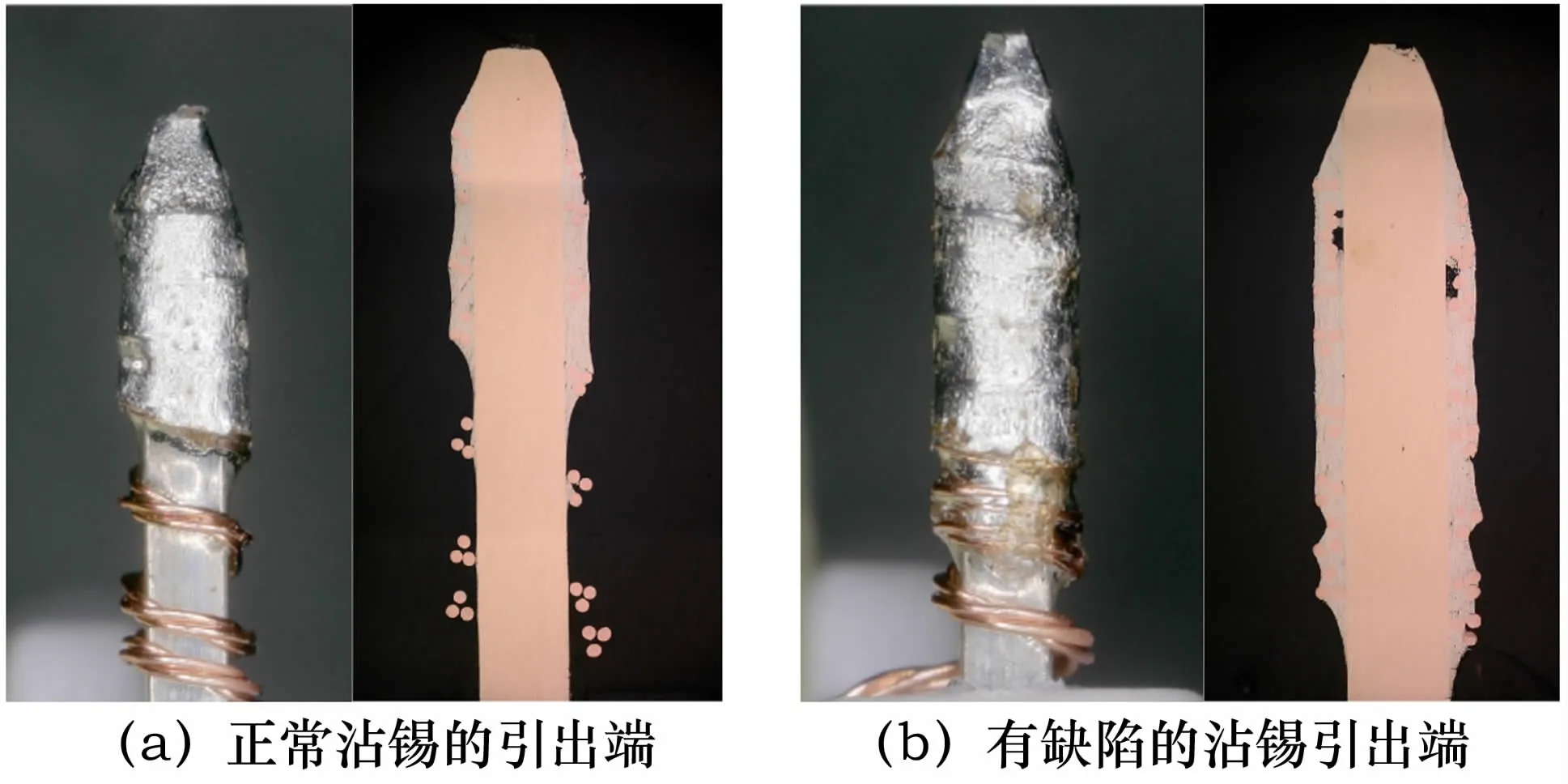
圖1 沾錫引出端圖
2 電阻熱壓焊
由于漆包線的表面覆有一層絕緣薄膜,故沒辦法直接采用電阻焊焊接的方式。漆包線電阻熱壓焊需要將端子設計成特殊的形狀來導通電流,從而獲得焦耳熱來熔化絕緣漆層,最終在無需預先去除絕緣漆層的情況下實現漆包線和端子的可靠連接。常用電阻熱壓焊端子結構如圖2所示。
2.1 掛鉤型端子
掛鉤型端子結構將端子彎成U型,包裹住漆包線 (通常是單芯)進行焊接。焊接樣品如圖3所示。焊接過程可以分為3個階段:①開始時通過電極對端子進行加熱,電流只在端子內通過;②端子溫度持續升高,此時,由于端子發熱使漆包線的絕緣漆層氣化被剝離,使芯線露出;③電流一部分從掛鉤流過,一部分從導線流過,然后,電流經過端子、芯線、端子的順序流動,隨著電極的加壓力,使端子與芯線加壓定型,完成焊接。焊接過程如圖4所示。
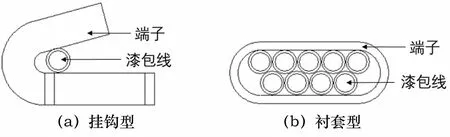
圖2 常用電阻熱壓焊端子結構圖
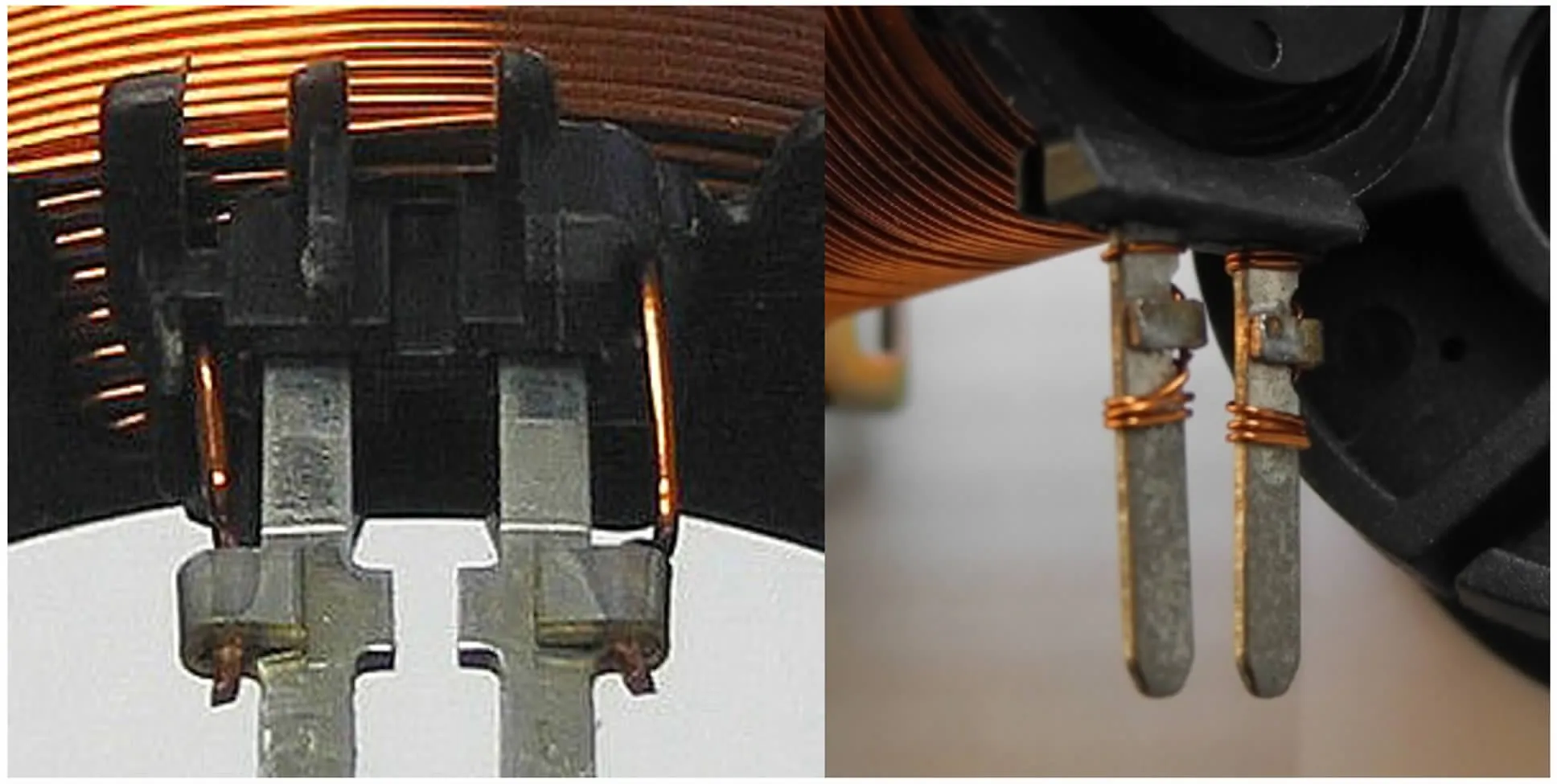
圖3 掛鉤型端子熱壓焊樣品
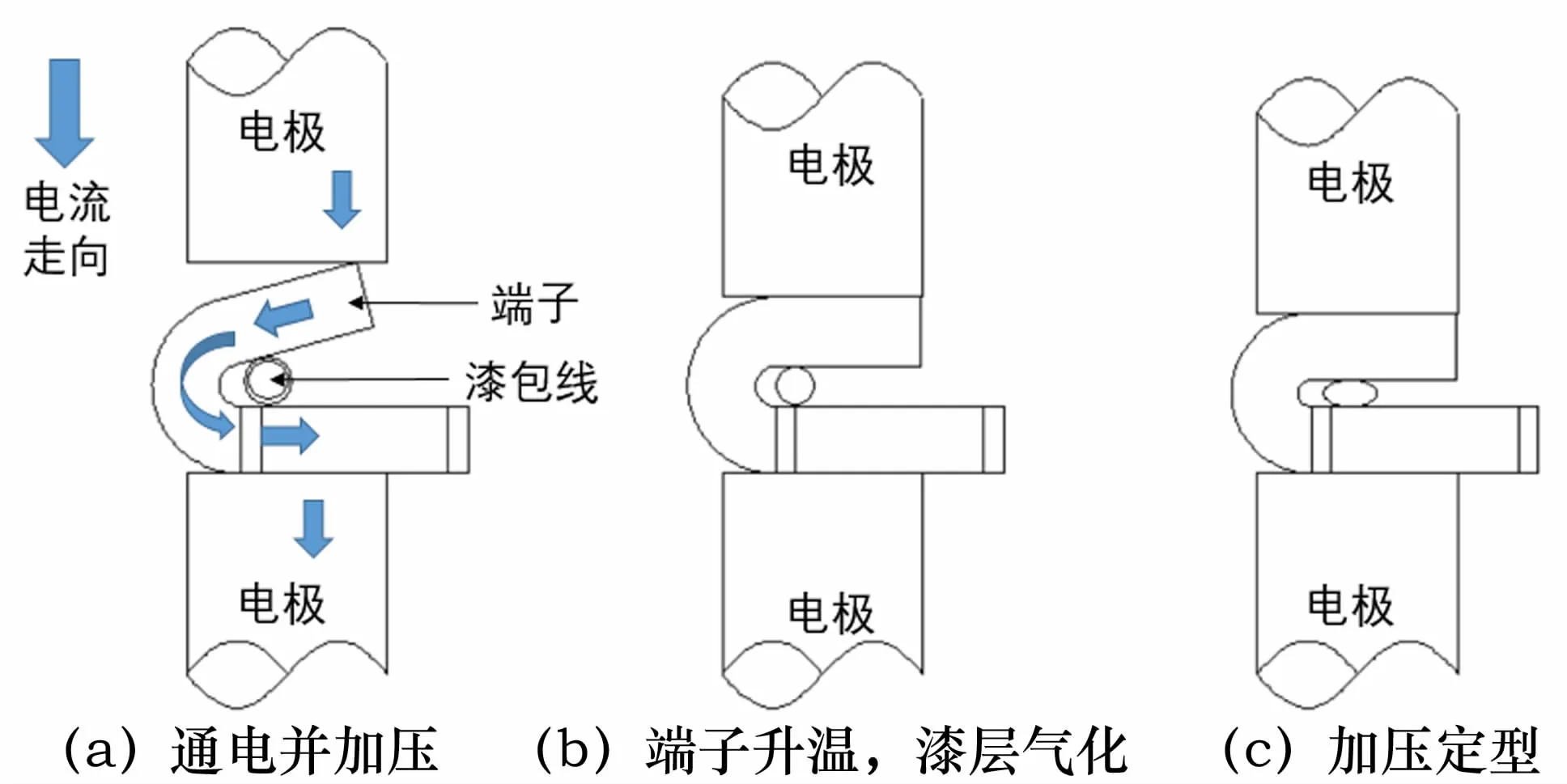
圖4 掛鉤型電阻熱壓焊焊接過程
掛鉤型熱壓焊容易出現的問題有以下3種情況:①通電初期電流主要通過端子流動,如果電流上升過快可能會導致端子斷裂;②初始電流過小,產生的熱量不足以使漆包線絕緣漆層剝離氣化,造成焊接部位“夾生”,致使導通不良;③有可能出現焊接壓力過大,導致掛鉤變形量太大漆包線被壓的過扁,使焊接后拉拔力不足,沖擊振動時容易造成斷線。
為了避免問題①和問題②,我們一般把焊接電流設置為兩段 (或兩段以上)焊接,并使用熔深控制掛鉤的變形量:第一段采用較小電流,使端子軟化并產生熱量使漆包線絕緣漆層氣化,然后第二段加大電流進行加壓定型,完成焊接。掛鉤型電阻熱壓焊焊接規范設定如圖5所示。
為了解決問題③,我們采用在焊接電極上安裝位移傳感器,使用焊接電源的中斷功能來處理:在開始放電前,通過位置傳感器采集上電極的位置P1;然后在放電過程中,實時采集上電極的位置P2;循環比較實時熔深量 (P1-P2)與設定熔深量,當實時熔深量達到設定熔深量時,焊接電源斷流器開始工作,停止通電,結束焊接過程。這個功能可以有效地解決掛鉤型熱壓焊的過壓問題。焊接電源中斷功能示意如圖6所示。
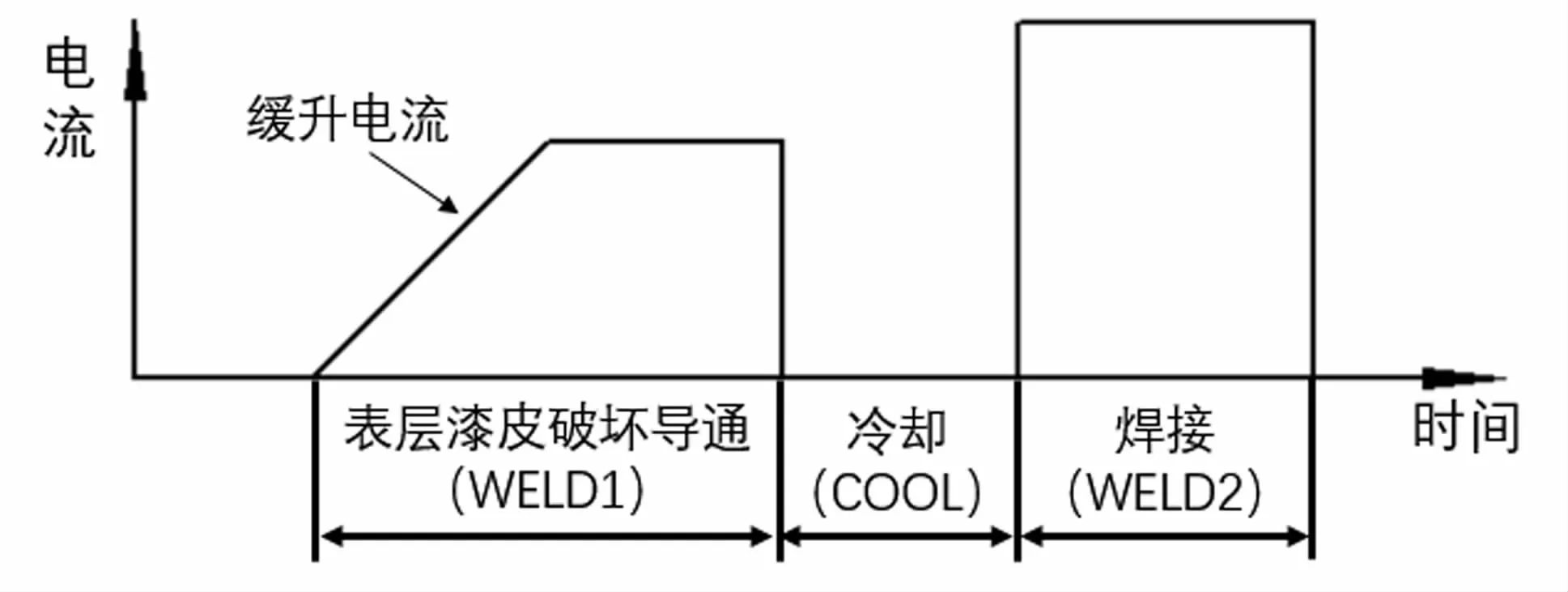
圖5 掛鉤型電阻熱壓焊焊接規范設定
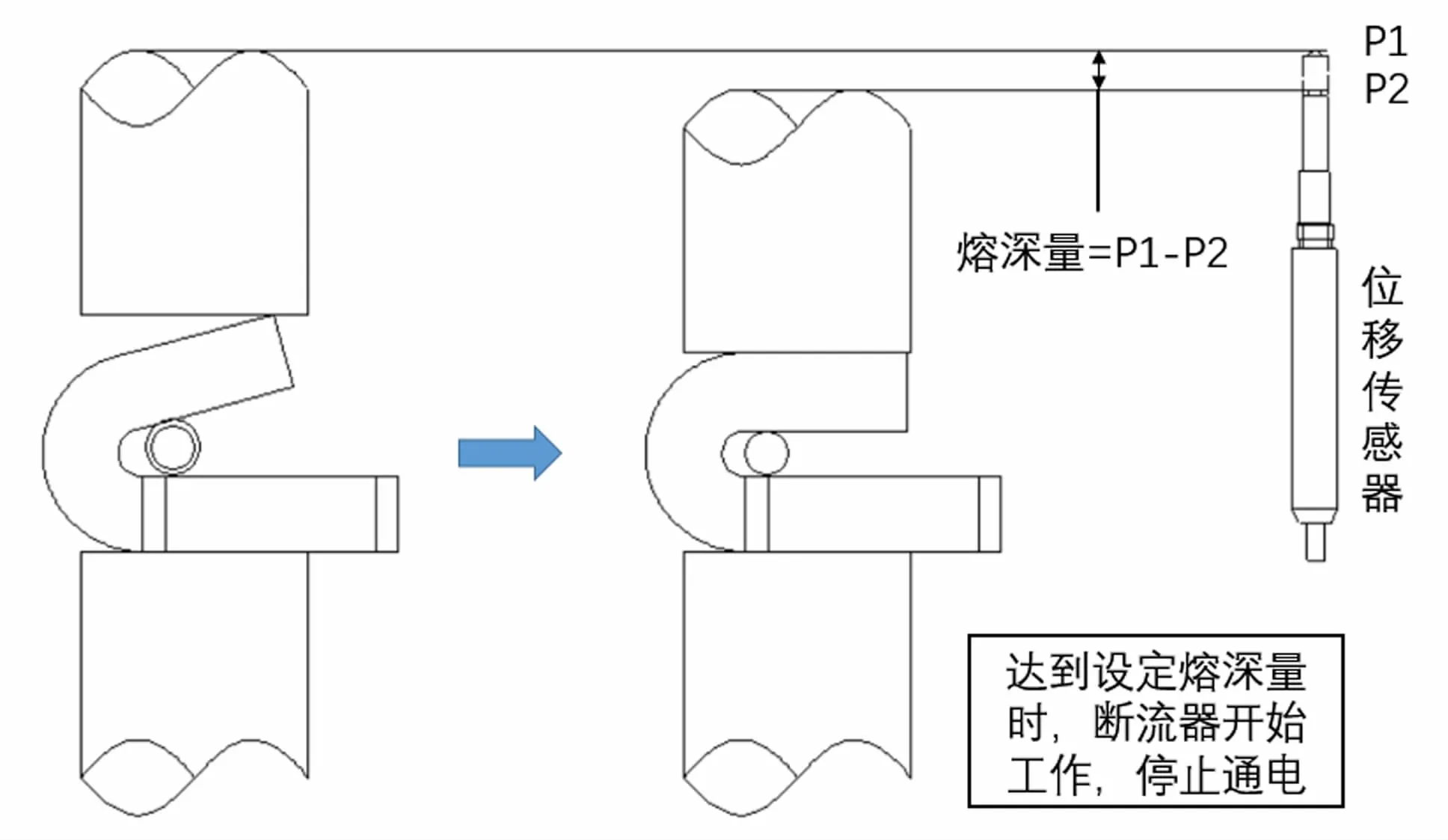
圖6 焊接電源中斷功能示意圖
掛鉤型端子結構設計建議:①當漆包線直徑較粗時,由于繞線張力較大,采用全自動繞線機端子掛線比較困難,端子可采用雙掛鉤方式,根部掛鉤用于固定漆包線始末端,上部掛鉤用于焊接,結構如圖7所示;②端子鍍錫會提高焊接強度。錫的熔點比銅低,錫鍍層熔化后可以跟漆包線和端子進一步潤濕,大大增加了接觸面積,可以提高焊接的可靠性;③對于較細的漆包線線圈,可以將漆包線先進行絞并,再進行焊接,以提高焊接強度。絞合樣品如圖8所示。掛鉤型端子結構熱壓焊金相圖見圖9。2.2 襯套型端子
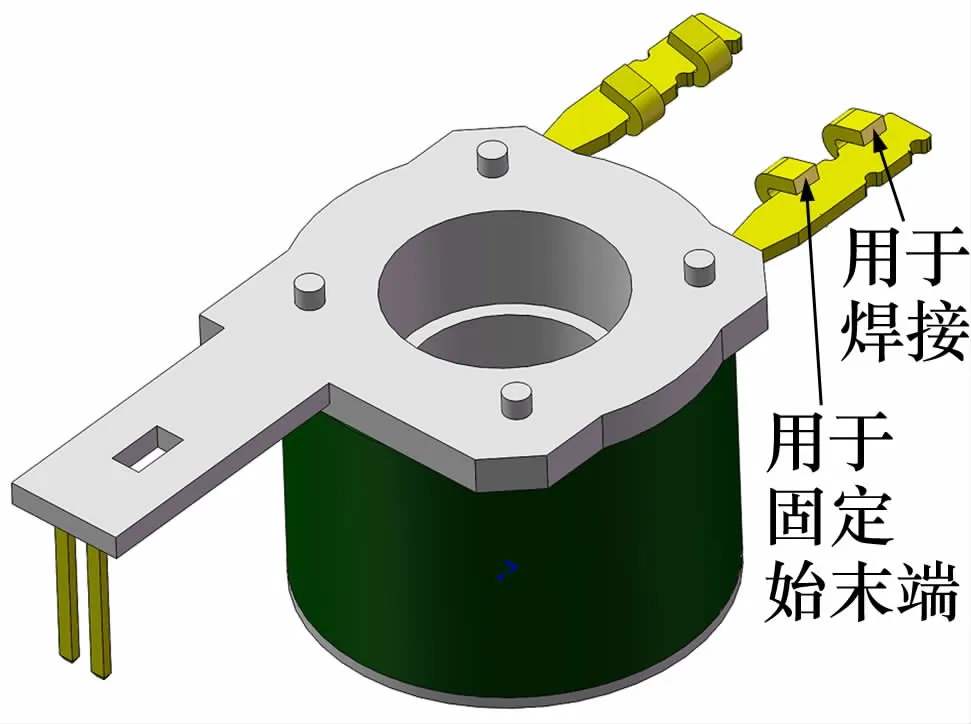
圖7 雙掛鉤結構示意圖
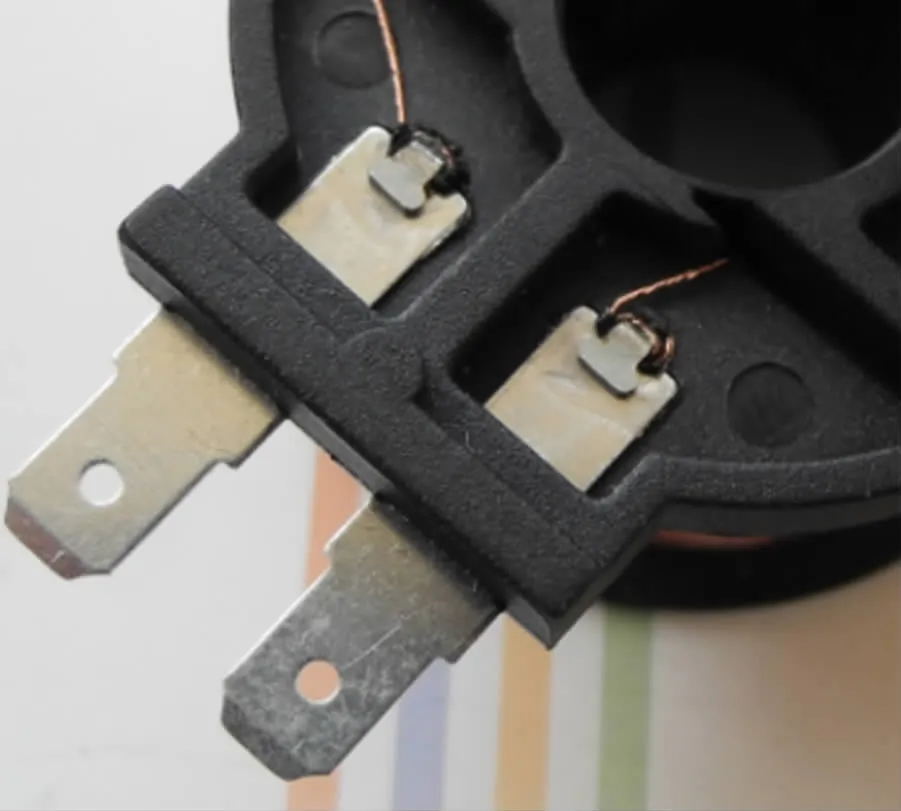
圖8 漆包線絞合焊接樣品
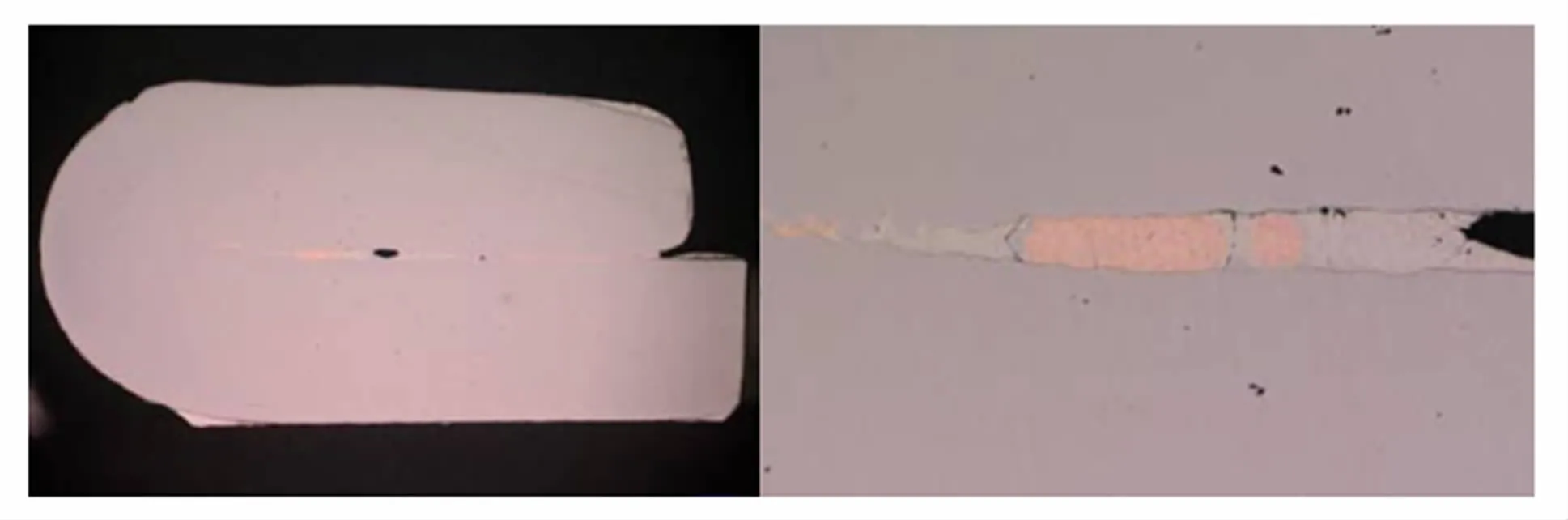
圖9 掛鉤型端子結構熱壓焊金相圖
襯套型端子結構焊接過程如圖10所示,跟上面介紹的掛線鉤端子結構類似,電流初始時只通過端子套管的外壁,產生的電阻熱使絕緣漆層氣化剝離,隨著焊接過程的進行,在上下電極的壓力作用下,漆包線與端子套筒直接焊接為一體。焊接樣品剖面如圖11所示。
圖12 為襯套型端子熱壓焊樣品金相圖,圖片從左到右依次展示了熱壓焊各個階段的金相圖。從左邊的圖片可以明顯地看到漆包線的絕緣漆層 (深褐色區域);經過第二階段的熱壓焊后,絕緣漆層氣化剝離,芯線和芯線之間形成氣孔 (黑色區域),如中間的圖片所示;最后,在連續多段電流和加壓力的同時作用下,端子內部空間進一步壓縮,氣孔消失,端子和芯線焊接為一體。
對于一些結構不適合使用掛鉤型端子的線圈,比如針式的引出端,可以采用銅管或銅帽包覆焊接方式,如圖13所示,同樣可以使用電阻熱壓焊的方式焊接。
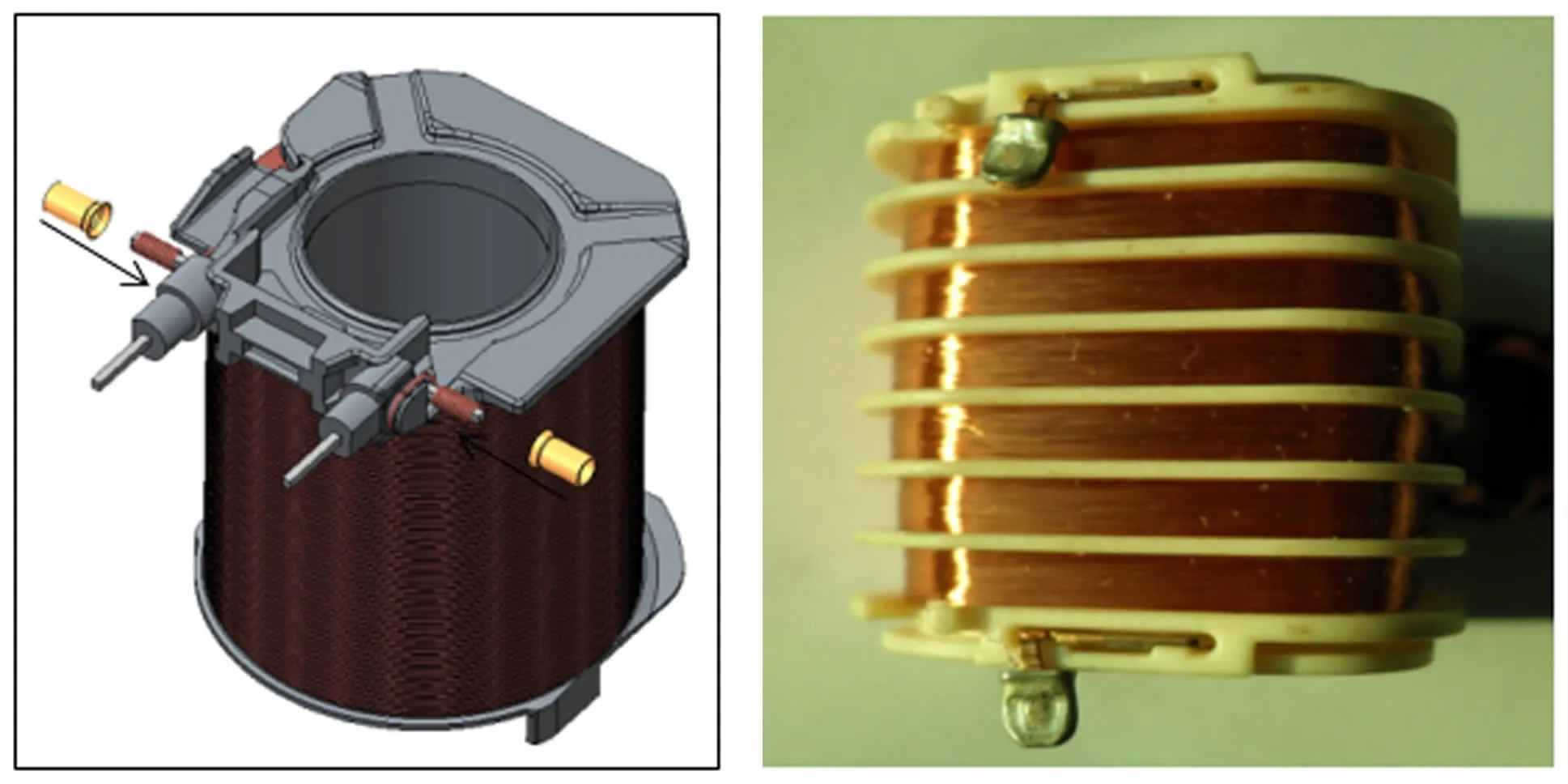
圖13 針式引出端子銅管熱壓焊樣品
對于大型電機繞組引接線 (漆包線)與外部導線的連接,可以直接將繞組引接線和外部導線使用襯套包覆,直接采用電阻熱壓焊的方式進行焊接。焊接樣品如圖14所示。
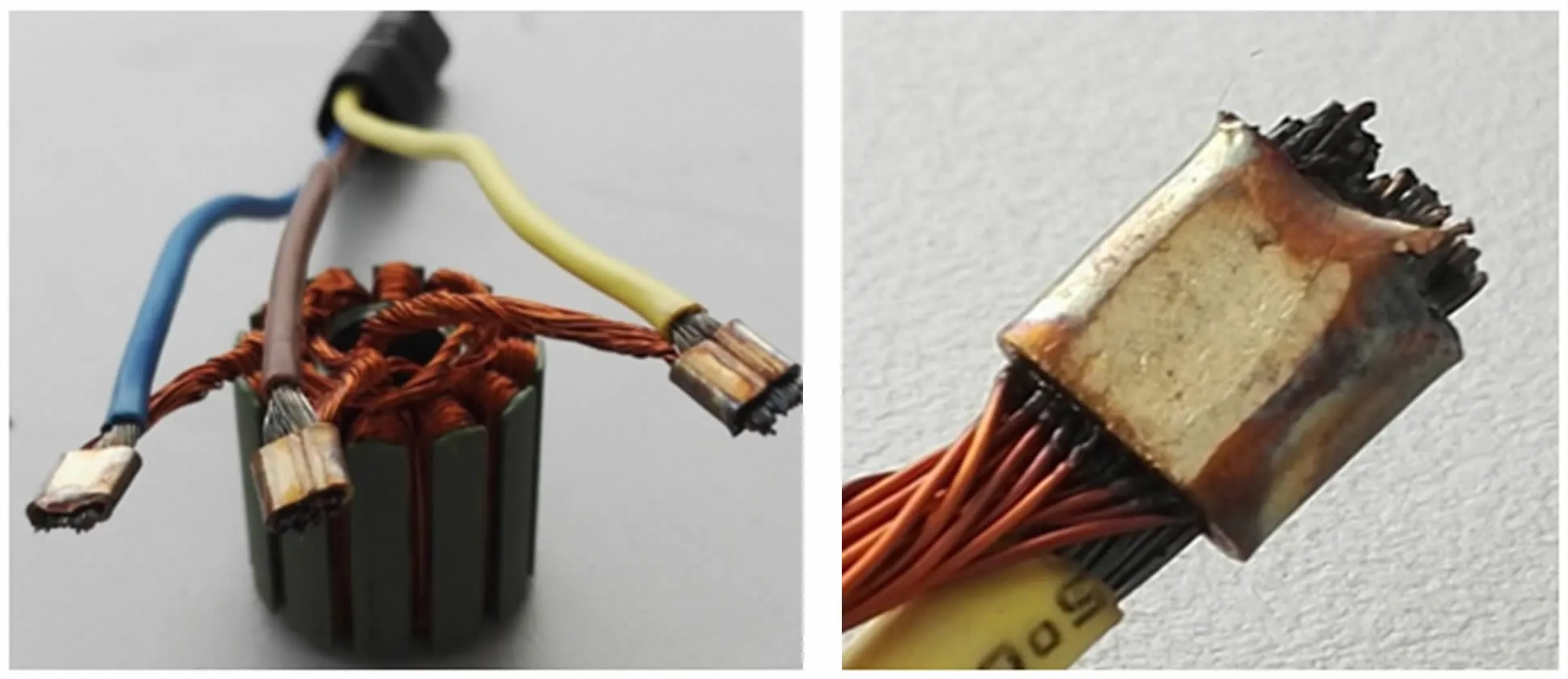
圖14 大型電機繞組引接線與外部導線電阻熱壓焊樣品
通常襯套型端子結構的焊接截面積較大,推薦使用多脈沖焊接模式進行焊接,通過在脈沖與脈沖之間設置冷卻時間,以促進漆包線氣化后煙塵的排出。焊接規范設定示意如圖15所示。
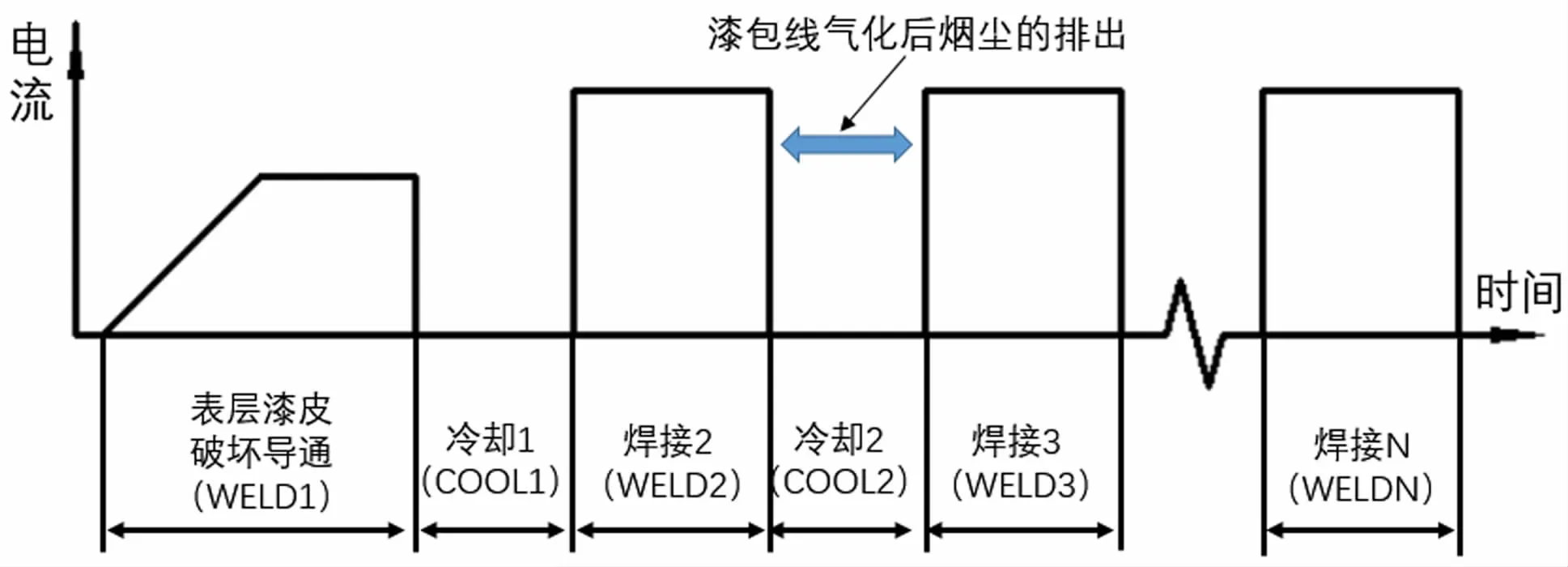
圖15 襯套型電阻熱壓焊焊接規范設定
對于封閉式的端子,建議在焊接前在前端打孔,以利于漆包線絕緣漆層氣化后煙塵的排出。焊接樣品如圖16b所示。
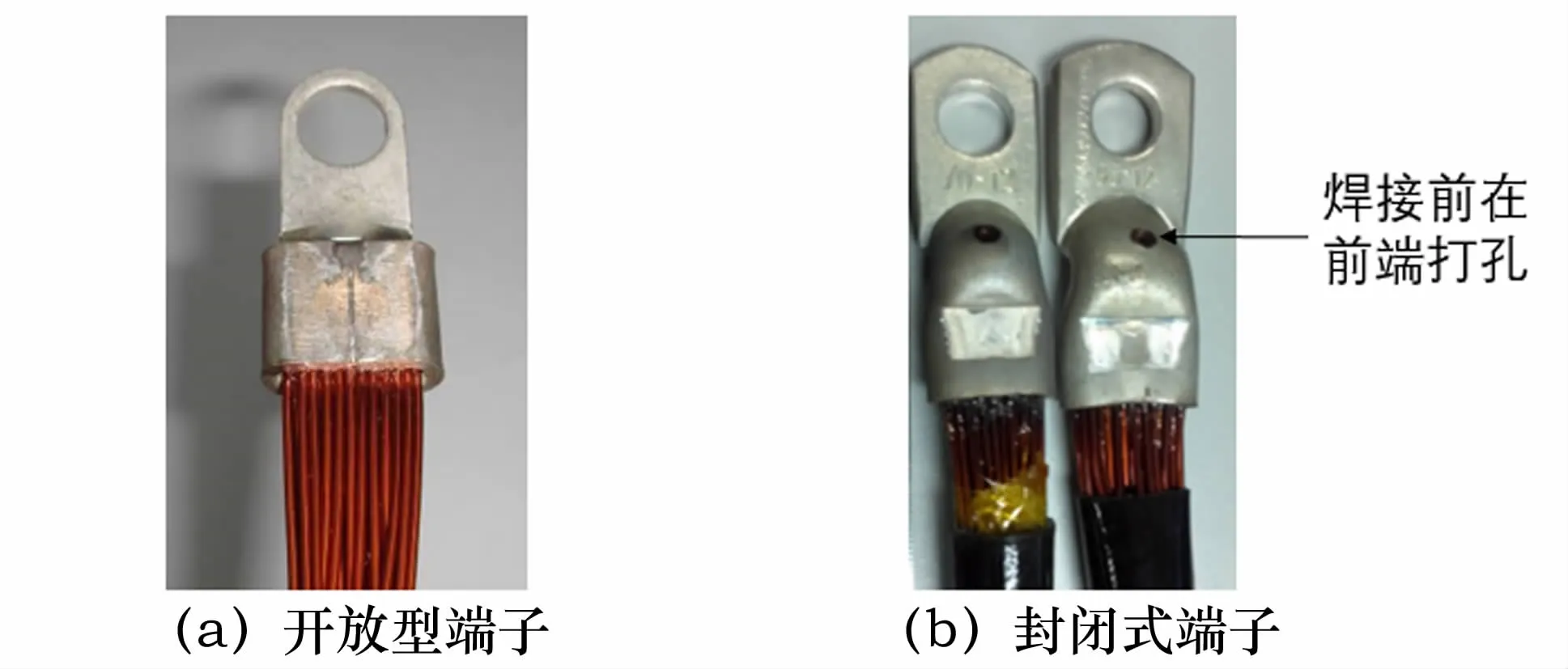
圖16 開放型端子和封閉式端子焊接樣品
3 微型TIG焊接
微型TIG焊接 (非熔化極惰性氣體保護電弧焊),也稱為脈沖電弧焊,是一種使用非熔化鎢電極產生電弧、完成焊接的工藝。 微型TIG焊接是一種非接觸式焊接工藝, 它使用恒定電流焊接電源,通過在零件和鎢電極之間產生電弧,并利用由此產生的熱量以最小的熱影響區加工出高品質的連接焊縫。與激光焊相比,微型TIG焊對產品的定位精度要求比較低,非常適用于自動化焊接。對于汽車繼電器內的漆包線與引出端子的焊接,已逐步推廣應用。其工作原理為:在焊炬上通保護氣體 (特殊應用可以不通保護氣),在保護氣體中,使鎢電極與被焊接物之間利用高壓引弧放電,把高溫等離子作為熱源,對金屬進行熔融焊接。工作原理如圖17所示。
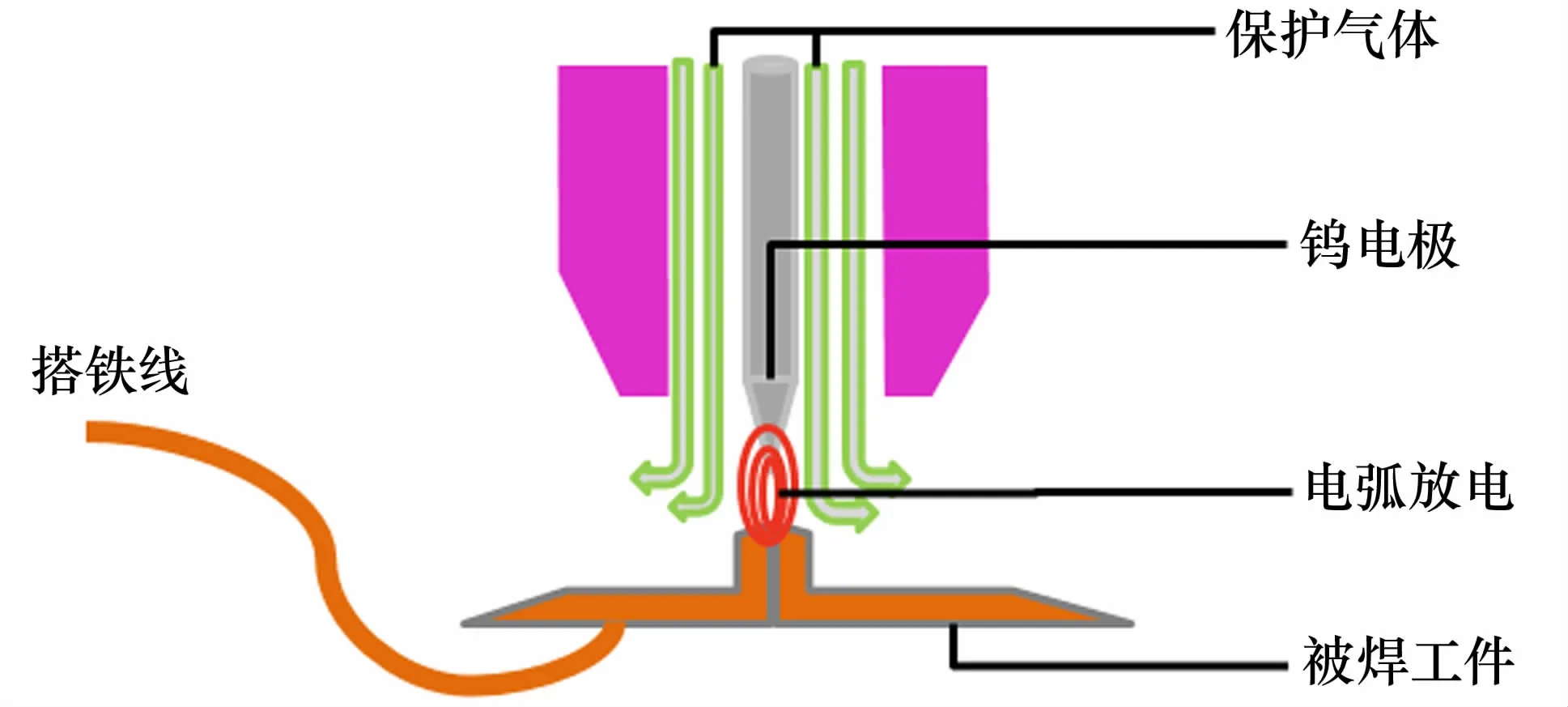
圖17 微型TIG焊工作原理圖
采用微型TIG焊接線圈引出端時,鎢電極對準端子端部,利用高壓引弧放電將端子端部連同漆包線一起熔融,熔球包裹住漆包線,從而完成焊接。微型TIG焊接線圈引出端,無需加釬料,焊接后不需要額外清理,并且可以目視檢查焊接強度。在焊接純銅或磷青銅等材質的情況下,微型TIG焊與電阻焊和激光焊相比更具優勢,銅材具有較高的導熱性,電阻焊接的可焊性較差,銅材也就具有較高的光反射率,使用激光焊接的可焊性也不好。微型TIG焊也可以使用在焊接銅包鋼絲的情況下,但焊接后熔球表面容易氧化。由于黃銅中含有較低熔點的鋅,用微型TIG焊接會產生嚴重飛濺,內部氣孔嚴重,表面毛刺、凹坑遍布,故不推薦。繼電器引出腳微型TIG焊接樣品如圖18所示。

圖18 繼電器引出端微型TIG焊效果示意圖
漆包線的材料選擇對于線圈引出端進行微型TIG焊接時非常重要的,通常選擇耐熱溫度低于130℃的漆包線。理想情況下,我們希望在焊接過程中將漆包線絕緣漆層完全燃燒清除,從而獲得表面光滑連接可靠的焊接接頭。但是,如果它們沒有完全燃燒并保留在焊接區域,它會導致氣孔,焊接不良以及產品電性能不良。在使用微型TIG焊焊接線圈引出端的情況下,側吹空氣的流量和吹氣角度是最關鍵的。
側吹空氣有助于絕緣漆層的完全燃燒,吹走焊接煙塵,只需要非常微弱的側吹空氣。側吹空氣過大,可能會將熔球吹歪或者將電弧吹滅,效果反而不好。吹氣裝置的吹氣方向需要對準引出端頭部,保證將空氣送入焊接區域。側吹空氣裝置示意如圖19所示。
線圈引出端繞線工藝需要以均勻的方式和密度將多匝漆包線纏繞到引出端上。最佳纏繞方式最好通過試驗確定。以下為一般經驗規則介紹:①漆包線繞線的關鍵是纏繞位置的可重復性及繞線的張力;②由于圓柱形端子難以在其周圍穩定可重復的纏繞導線,容易導致焊接不穩定,建議使用方形端子,引出腳樣品圖如圖20所示;③最上面纏繞2~3圈,最下面纏繞2圈或3圈通常是比較可靠的。
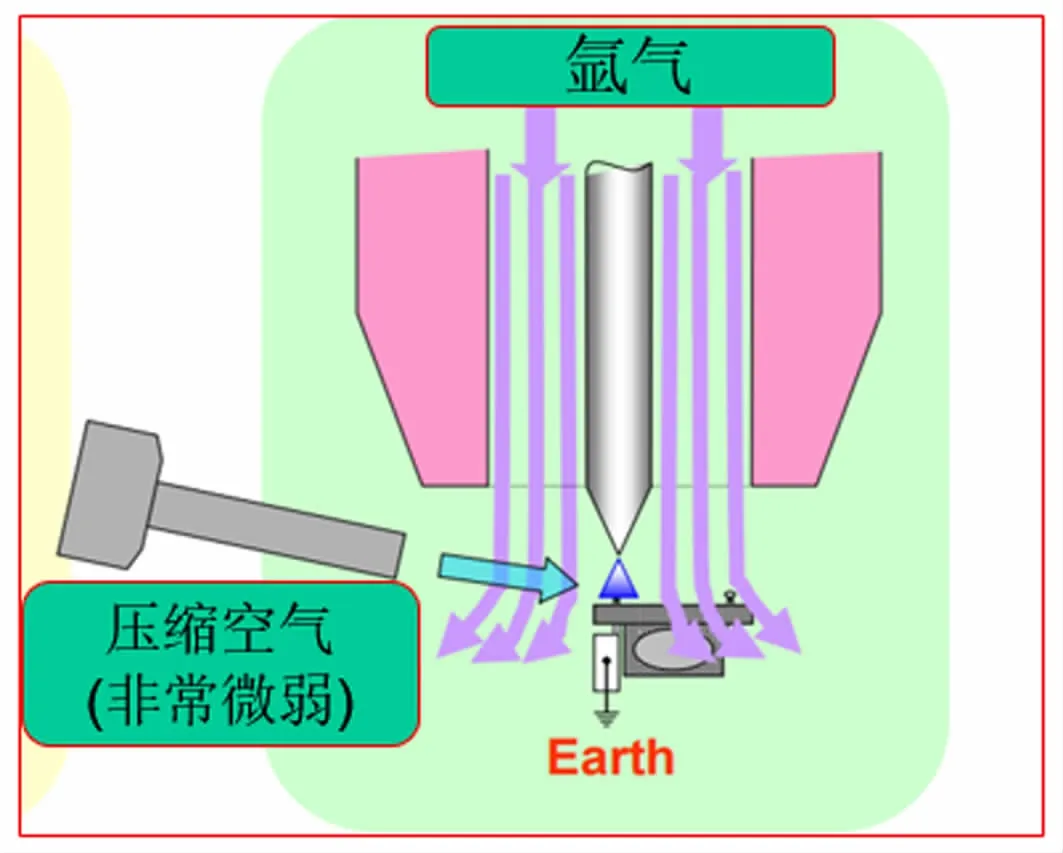
圖19 側吹空氣裝置示意圖
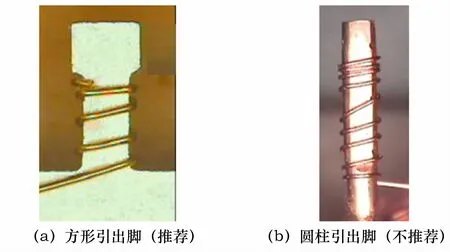
圖20 引出腳形狀樣品圖
目前,微型TIG焊接在新能源汽車電機定子連接線 (繞組)的焊接上也得到了廣泛的應用。新能源汽車一般通過電機驅動汽車行駛,相比于傳統電機,新能源汽車使用的電機需要滿足一系列特殊的設計要求,其定子繞組的繞線方式有很大區別,具體到電機的生產工藝上,也需要進行技術改變。U型連接線上具有絕緣漆,因此,通過具有低發熱量的微型TIG焊接工藝加工的焊接接頭可以保證U型連接線上的絕緣漆層不被焊接時的高溫損壞。新能源汽車電機定子連接線微型TIG焊接樣品如圖21所示。
4 激光焊
激光焊接漆包線與引出端子,由于激光的光斑直徑較小,一般小于1 mm,因此,非常適用于微小元件的焊接,比如貼片元件引腳等,如圖22所示。

圖21 新能源汽車電機定子連接線微型TIG焊接樣品
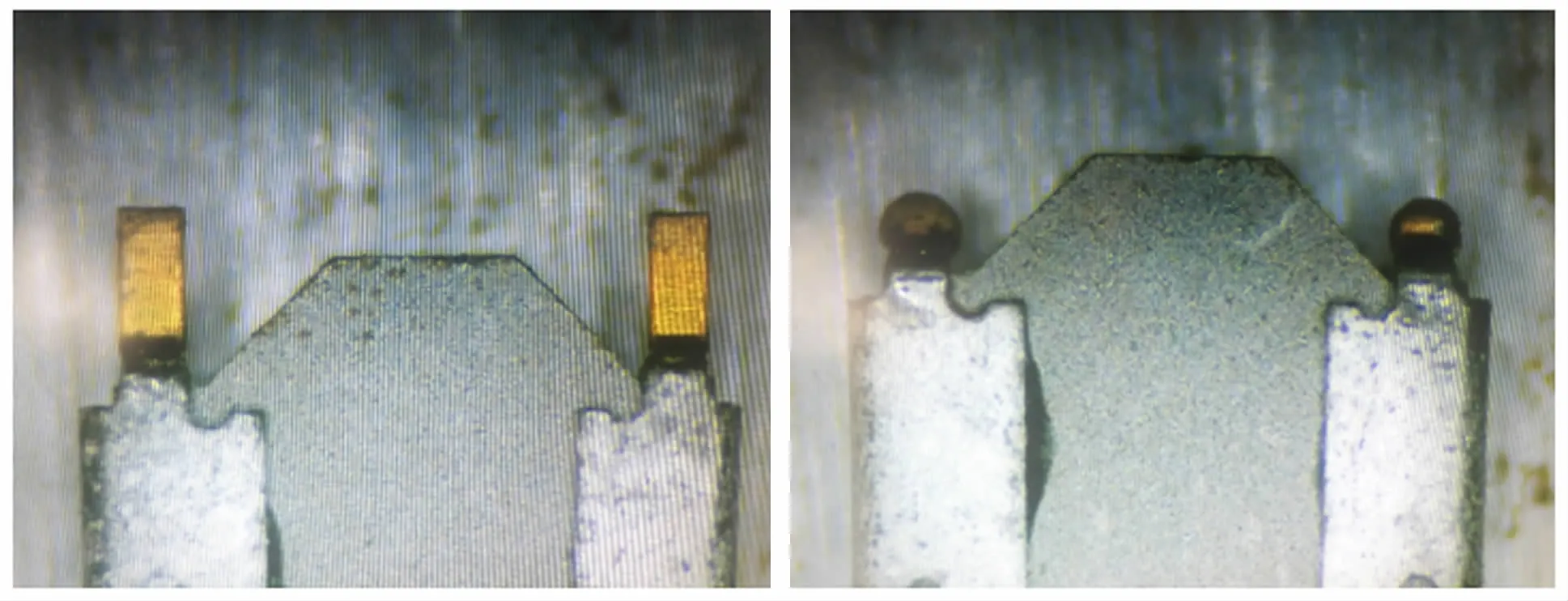
圖22 貼片電感引出腳焊接樣品
類似于微型TIG焊,激光焊接也可以不用去除絕緣漆層直接焊接,可直接對準端子端部進行焊接,但對焊接的部位定位要求比微型TIG焊要高,一般定位精度要求控制在0.05~0.1 mm以內;對端子直徑也有要求,一般要小于光斑直徑,不能過大,否則不能形成完整的熔球,容易造成焊不透,有氣孔及夾渣現象,漆包線容易折斷,無法滿足沖擊振動要求。
雖然激光焊接設備價格較貴,但焊接效率很高,對元件的熱影響區小,隨著車用元器件體積越來越小,精度越來越高,激光焊接的應用前景會越來越好。
5 總結
4種焊接方式對比見表1。
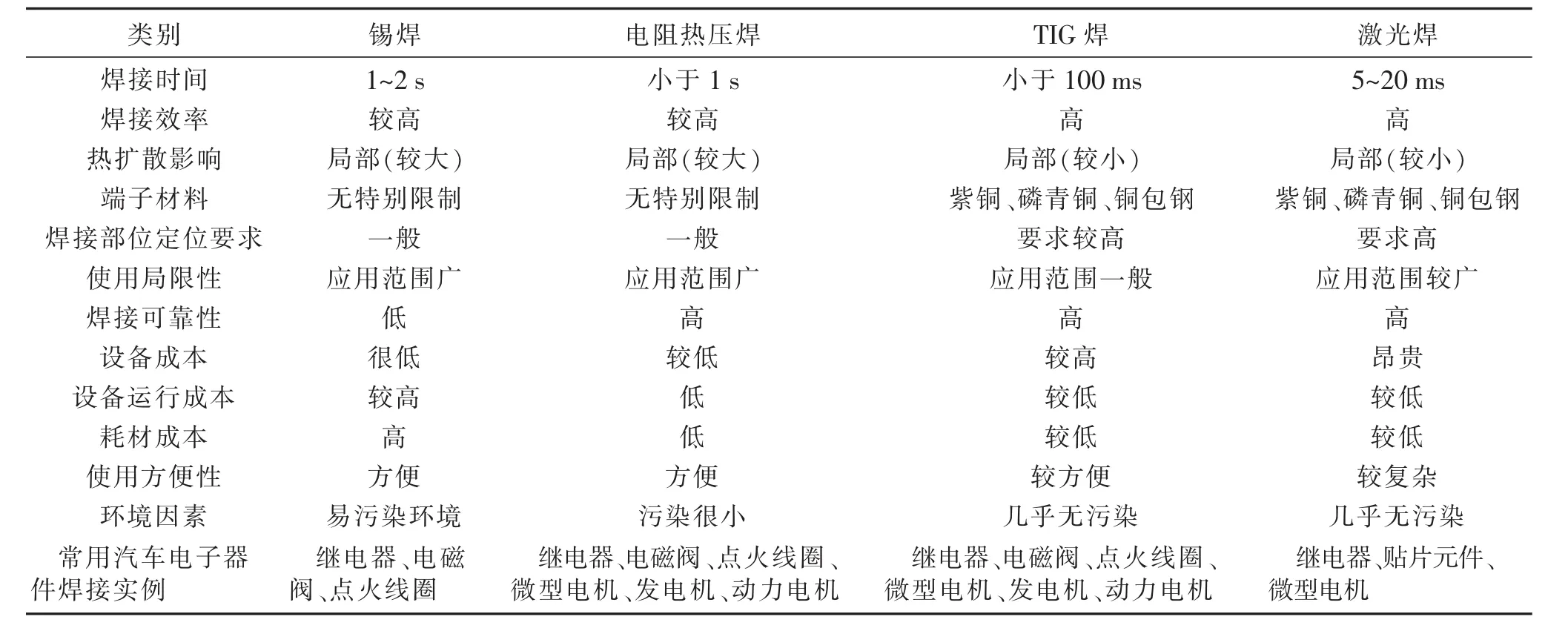
表1 漆包線和引出端焊接方式對比列表
