熔噴三維氣流場的數值計算與分析
2019-08-29 01:45:56姬長春張開源王玉棟王新厚
紡織學報 2019年8期
姬長春, 張開源, 王玉棟, 王新厚
(1. 太原理工大學 輕紡工程學院, 山西 晉中 030600; 2. 山西能源學院, 山西 晉中 030600;3. 東華大學 紡織學院, 上海 201620)
熔噴非織造技術具有工藝流程短、生產效率高等特點,近年來發展較快。熔噴纖維的平均直徑可達到微米或亞微米級[1],屬于超細纖維。相比普通纖維,熔噴纖維具有直徑小、比表面積大等優點,其制品結構蓬松、孔隙多而孔隙尺寸小,可用作環境凈化和生物潔凈的高級過濾材料[2-3]。
氣流模頭是熔噴設備中的核心部件,其提供的高速射流不僅決定熔噴纖維的直徑,而且影響熔噴纖維的強度、結晶度等性能,因此,對熔噴氣流模頭下方噴射流場進行研究是探究熔噴纖維拉伸機制的基礎,國內外很多科研人員致力于熔噴模頭噴射流場的研究,以期細化熔噴纖維的直徑。Shambaugh等[4-5]首次對雙槽形熔噴模頭下的低速射流場進行實驗測量和數值模擬,得到了熔噴低速等溫流場的分布狀況。在此基礎上,王曉梅[6]、陳廷[7]以及王新厚等[8-9]借助計算流體力學技術對雙槽形模頭的高速非等溫二維流場進行數值計算發現:噴氣孔寬度、噴氣孔傾斜角度和噴氣孔外端寬度等結構參數對紡絲中心線上速度和溫度的影響較大。辛三法等[10]使用二維數值方法研究了雙槽熔噴工藝中外沿長度對空氣流場特征的影響。其研究表明隨著外沿長度的增加,空氣速度峰值和壓力峰值減小。研究人員普遍對熔噴雙槽形流場采用二維簡化計算,具有一定的合理性[4-5]。
二維數值模擬忽略了噴氣孔的2個端面對熔噴流場的影響,其計算結果不能準確地反映熔噴噴射流場的全部流動特性,因此,對熔噴流場進行三維數值模擬研究是完全有必要的。本文采用數值模擬方法對雙槽形熔噴模頭的三維高速高溫流場進行表征與分析,以期深層次探討熔噴纖維牽伸成形機制。
1 雙槽形熔噴三維流場模型的建立
1.1 雙槽形熔噴氣流模頭
圖1示出雙槽形熔噴模頭的結構示意圖。高溫壓縮空氣從噴氣孔進入,在模頭下方形成非等溫流場。本文所采用的雙槽形熔噴模頭的噴氣孔寬度b為0.65 mm,噴氣孔傾斜角度β為60°,噴氣孔外端寬度h為3.32 mm,噴氣孔長度l為20 mm。
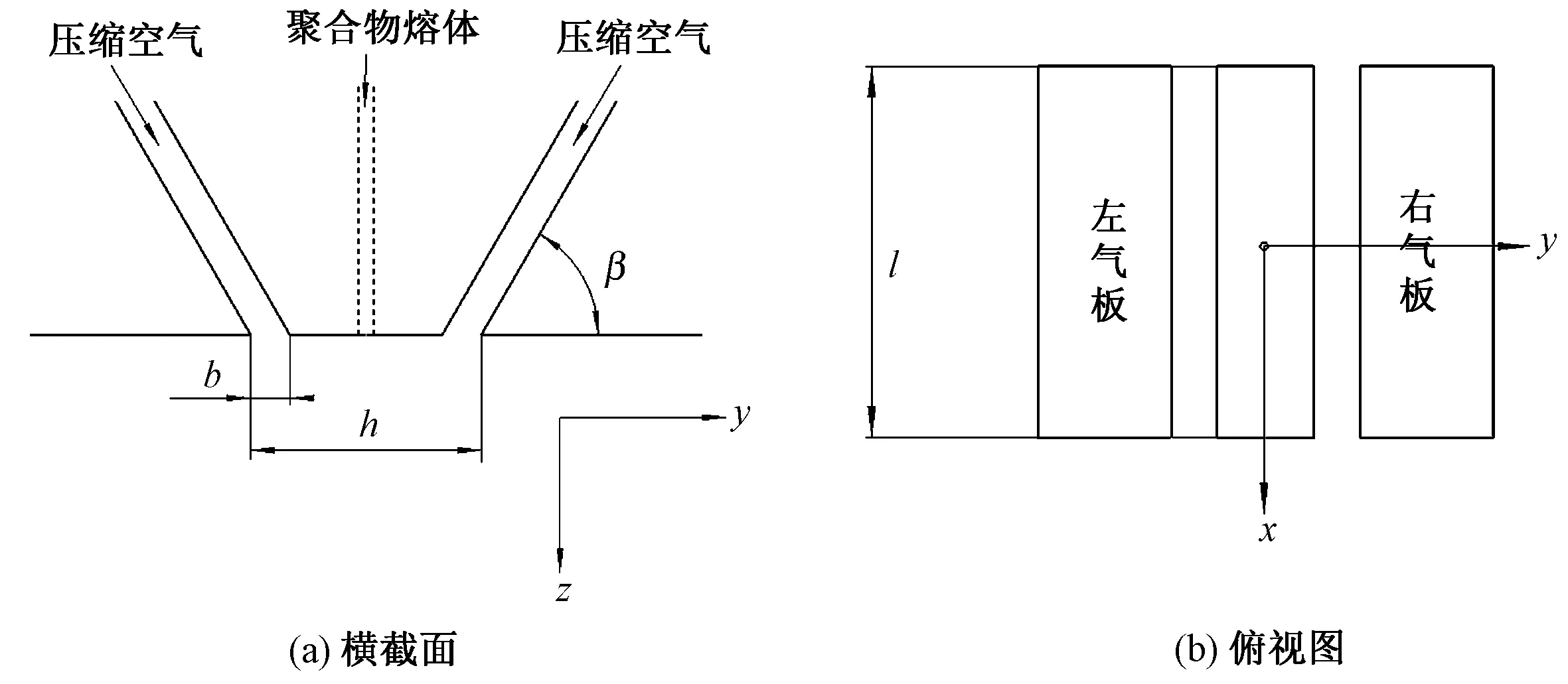
圖1 雙槽形熔噴模頭的結構示意圖Fig.1 Schematic diagram of slot melt-blown die-head. (a) Cross-sectional view of slot die; (b) Top view of slot die
1.2 雙槽形熔噴流場的幾何模型
圖2示出雙槽形熔噴模頭的計算域。可知,雙槽形模頭流場的計算域包括噴氣孔空間部分和其下方的流場部分。由于雙槽形熔噴模頭的計算域是關于xy平面和xz平面對稱的,計算域只選取整個雙槽形熔噴模頭流場空間的四分之一,可減少計算時間和提高計算效率。計算域的尺寸參考了前人的研究[5,11]:噴氣孔空間部分的高度為5 mm;沿z軸方向的長度為100 mm,沿x軸方向的長度為30 mm,沿y軸方向的長度為13 mm。
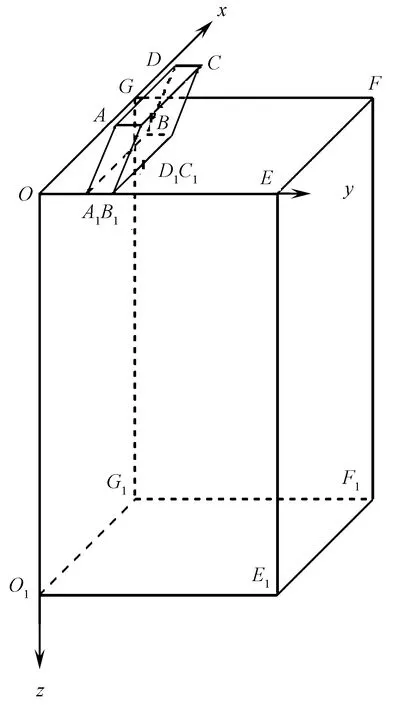
圖2 雙槽形熔噴模頭的計算域Fig.2 Computational domain of slot melt-blown die
1.3 模型假設與系統描述
在熔噴三維流場中,氣流以可壓縮、黏性、非等溫湍流形式存在。通過實驗測量數據與數值模擬結果對比發現,標準的k-ε湍流模型[12]可較為準確地捕捉熔噴流場中湍流流動[5,11],因此,本文選用標準的k-ε湍流模型對流場進行計算。
在標準的k-ε方程模型中,k和ε的時均形式的輸運方程為
(1)
(2)
式中:ρ為流場中的氣體密度,kg/m3;k為氣體傳熱系數,W/(m2·K);μ為空氣的動力黏度,N·s/m2;ui為氣流速度矢量u在x方向的分量;i和j的取值范圍為[1,2,3];μt為湍動黏度,N·s/m2;C1ε、C2ε和C3ε均為經驗常數;σk為湍動能k對應的Prandtl數;σε為湍動耗散率ε對應的Prandtl數;Gk為由于平均速度梯度引起的湍動能k的產生項;Gb為由于浮力引起的湍動能k的產生項;YM為可壓湍流中脈動擴張的貢獻;Sk和Sε為源項。本文中,C1ε=1.24,C2ε=2.05,其他的系數保持為默認值,可保證數值計算結果與實驗測量數據一致,其余參數的單位設置和取值參考文獻[11]。
2 數值計算
2.1 網格劃分
使用Gambit對計算域分區進行網格劃分,選用六面體網格類型;采用“Map”劃分方式,并對2股射流交匯及附近的區域進行自適應區域加密。網格總數為1 421 110。
2.2 邊界條件和參數設定
圖2中,ABCD平面設為“壓力入口”。入口處高壓氣流的絕對壓強設為126 656.25 Pa,氣體溫度為 400 K。入口處邊界條件中的水力直徑為噴氣孔的寬度,湍流強度設為10%。EE1F1F平面、FF1G1G平面和O1E1F1G1平面設定為“壓力出口”。計算域出口處即為大氣環境,出口處氣體的壓強為 101 325 Pa,氣體溫度為300 K,水力直徑為10 mm,回流氣體的湍流強度為10%。ABB1A1平面、OEE1O1平面和OGG1O1平面被設為“對稱面”。計算域的其他平面設為無滑移壁面邊界。壁面溫度設為410 K。采用FLUENT 6.3.26進行數值模擬,計算終止條件設定為殘差達到10-3。
3 結果與分析
3.1 不同xy平面上的速度、溫度和壓力分布
圖3~6示出不同xy平面上的速度、溫度和靜壓分布。可以看出,在xz平面內中心處的速度值、溫度值和壓強值較兩側區域高。熔噴纖維位于xz平面流場中心區域內時,有利于其細化。
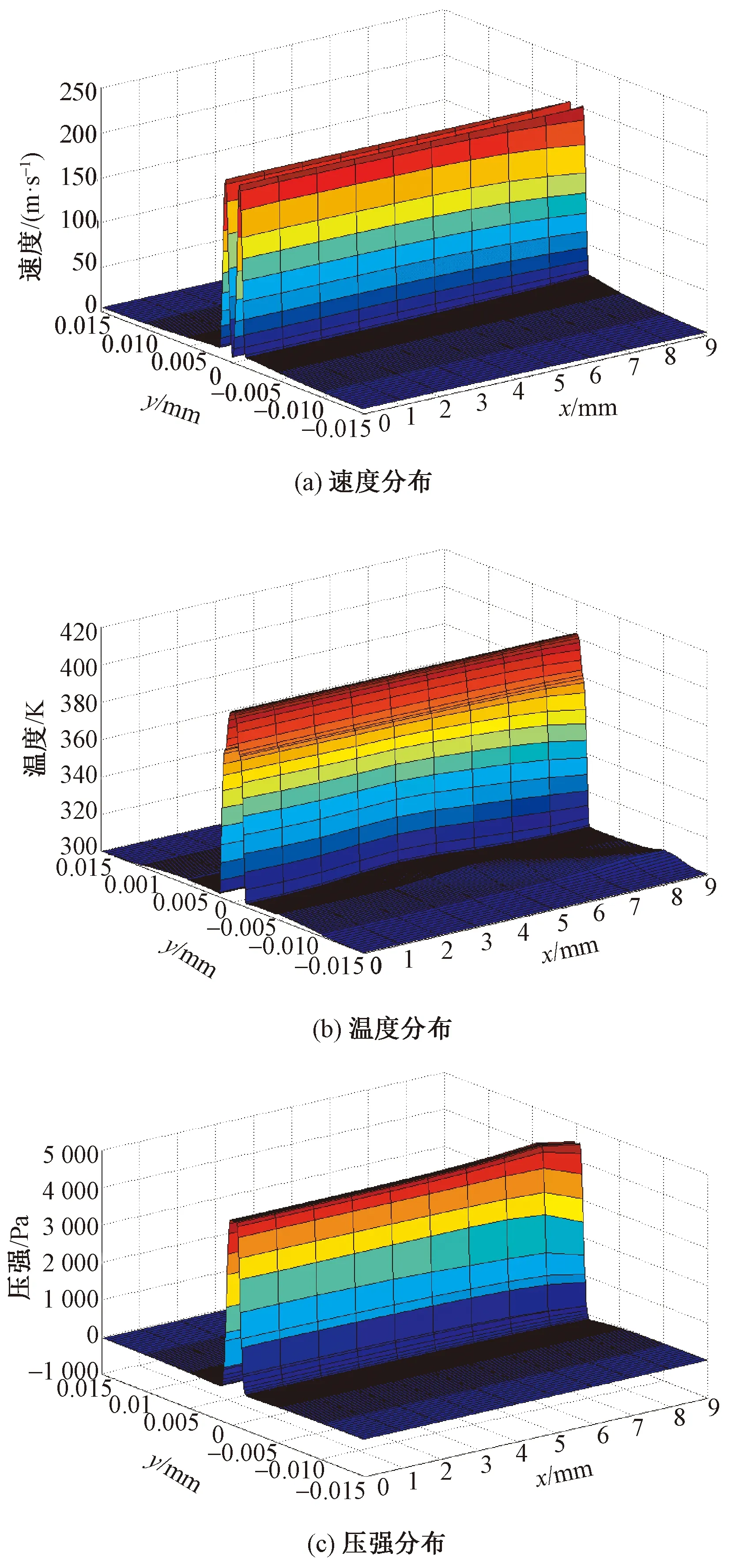
圖3 xy面上的速度、溫度和壓強分布(z=1 mm)Fig.3 Velocity(a), temperature(b) and pressure(c) distribution on xy plane (z=1 mm)
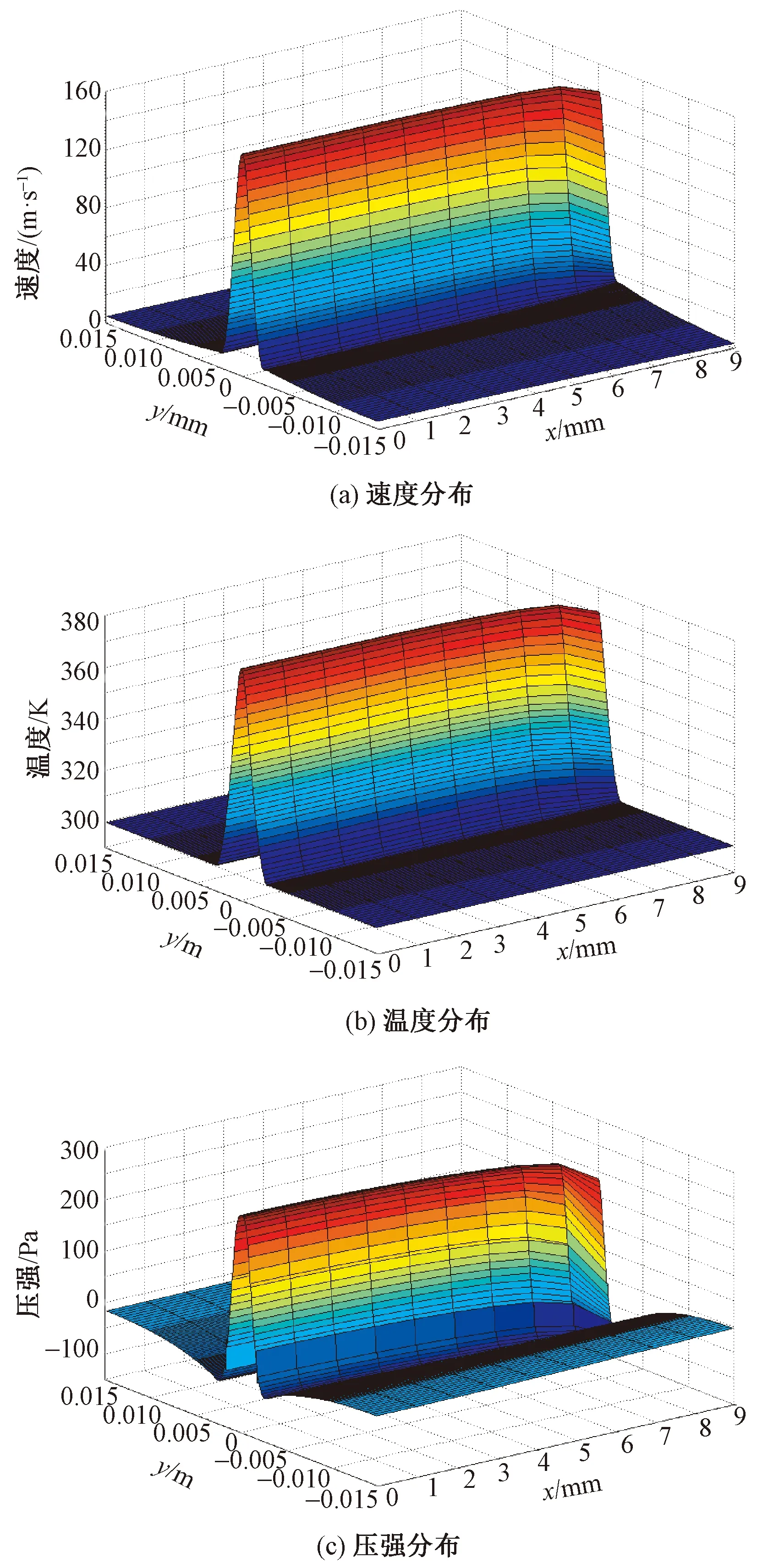
圖4 xy面上的速度、溫度和壓強分布(z=5 mm)Fig.4 Velocity(a), temperature(b) and pressure(c) distribution on xy plane (z=5 mm)
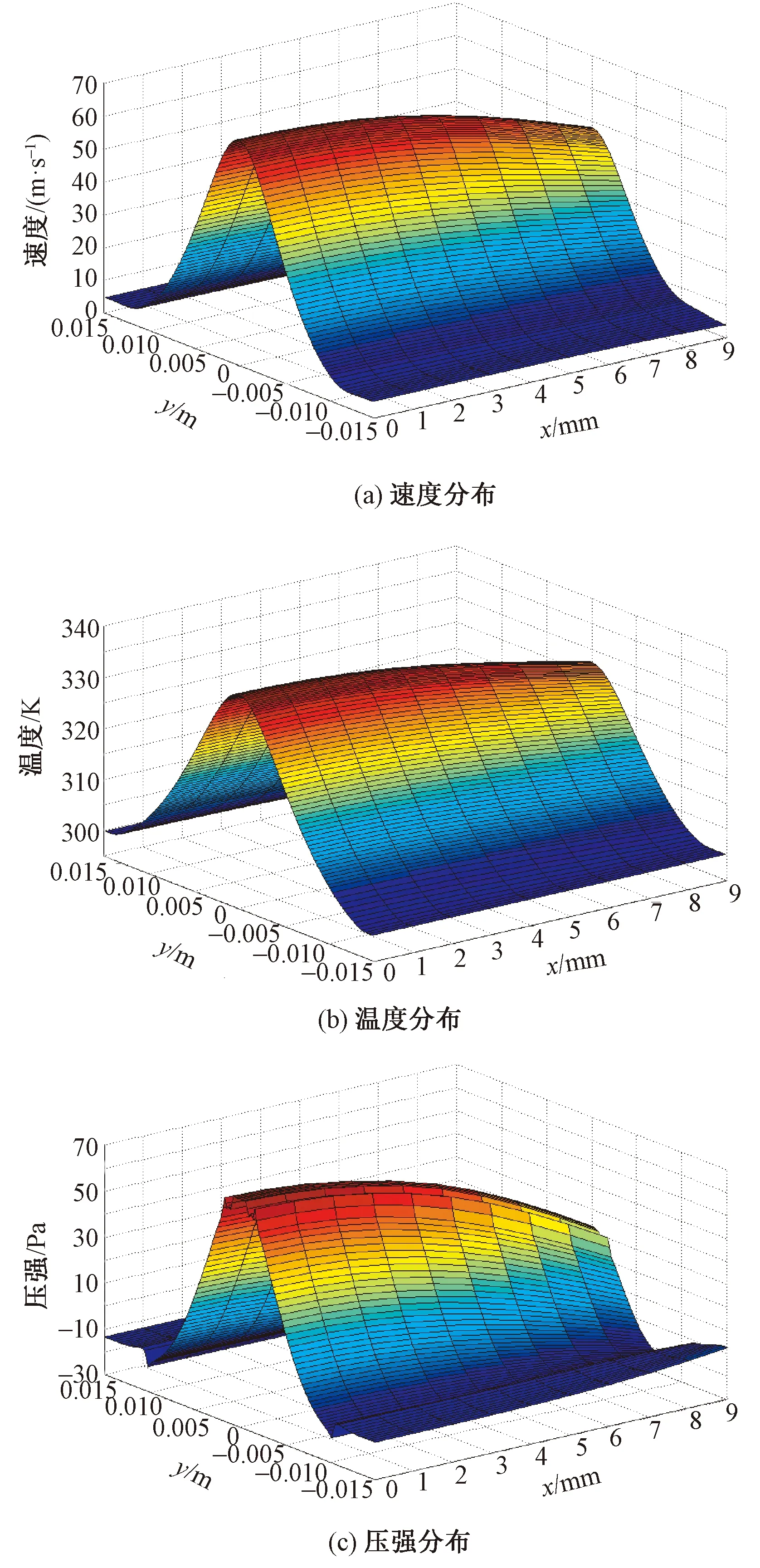
圖5 xy面上的速度、溫度和壓強分布(z=30 mm)Fig.5 Velocity(a), temperature(b) and pressure(c) distribution on xy plane (z=30 mm)
當z為1 mm時,從圖中可以看出,平面上的溫度和壓強呈單峰狀,而平面上速度有2個峰值,此時 2股射流還未融合,保持各自流動的狀態;隨著x值的增大,平面上的速度、溫度和壓強變化不顯著。
隨著z值的增大(5 mm≤z≤30 mm),xy平面上的速度、溫度和壓強都只有1個峰值且逐漸平緩。表明2股射流已融合成1股射流,隨著噴射距離增加,融合后的射流向四周擴散,中心處的射流逐漸帶動遠處的氣體向下運動,平面上的速度、溫度和壓強隨z值增大逐漸降低。
在流場的中心區域,不同xy平面上的速度、溫度、壓強隨著x值的增加基本沒有變化。而在遠離流場中心的區域,流場中的速度、溫度和壓強隨著x值的增大而有所降低。
當z值進一步增大時(z=50 mm),xy平面上的速度、溫度和壓強峰值進一步降低。xy平面上的速度和溫度隨x值的增大基本沒有改變,而此時平面上的壓強峰值隨著x軸正向略有增大。
圖3~6表明:噴氣孔端面(圖2中的DCC1D1平面)對模頭下方中心區域流場中的速度、溫度和壓強影響較小;而對噴氣孔端面下面附近的流場作用明顯。由于工廠中實際用到的雙槽形熔噴模頭噴氣孔的長度遠大于本文數值計算用到的模頭的長度,噴氣孔端面對流場中心區可忽略不計,模頭下面的大部分流場區域具有二維流場特征。
3.2 紡絲線上的速度、溫度和壓力分布
雙槽形熔噴模頭的噴絲孔按照一定的間距分布在x軸線上,其軸線與z軸平行(或重合)。這些分布在xz平面上的軸線又被稱為紡絲線。在熔噴非織造成品的實際生產中,熔噴纖維的運動路徑主要在紡絲線附近[11]。本文假定噴絲孔圓心以1 mm的間距分布在位于點(0,0,0)到點(10,0,0)的區間內,來考察雙槽形熔噴模頭中不同噴絲孔對應紡絲線上的速度、溫度和壓強差異。
圖7示出流場中不同紡絲線上的速度分布。可以看出,紡絲線上的速度先迅速增大,在靠近模頭的區域達到一個極值后速度開始逐漸減小。對比不同位置處紡絲線上的速度可以發現:流場中心處紡絲線上的速度最高;當遠離流場中心后,紡絲線上的速度逐漸降低,位于氣槽端面處紡絲線上的氣流速度最低。靠近流場中心位置處幾條紡絲線上的速度相差不大;而x值的進一步增大,紡絲線上氣流速度值與中心處紡絲線上速度值的差異性增大。這說明氣槽端面對紡絲線上的速度影響很大,對整個流場的速度分布也有一定的影響。
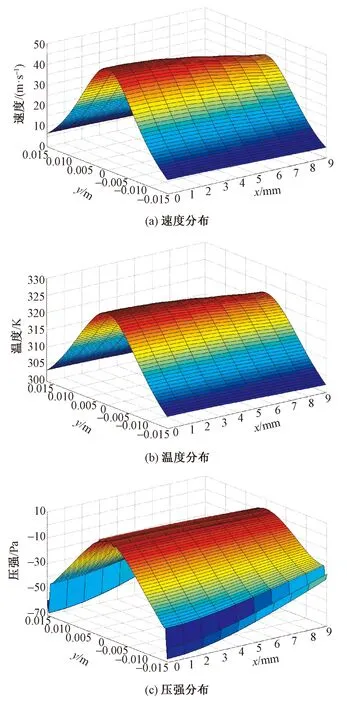
圖6 xy面上的速度、溫度和壓強分布(z=50 mm)Fig.6 Velocity (a), temperature (b) and pressure(c) distribution on xy plane (z=50 mm)
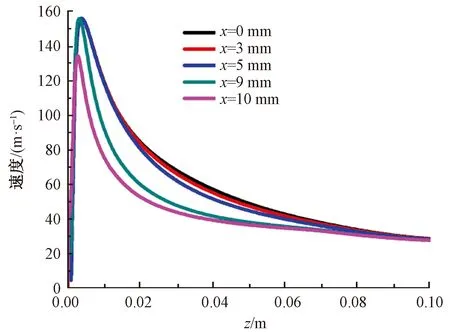
注:x=0、3、5、9和10 mm分別對應紡絲線上點(0,0,0)、(3,0,0)、(5,0,0)、(9,0,0)和點(10,0,0),下同。圖7 不同紡絲線上的速度分布Fig.7 Velocity distribution on different spinning lines
圖8示出熔噴三維流場中不同紡絲線上的溫度分布。可以看出,溫度衰減的速度很快,氣槽端面對不同位置處的紡絲線上的溫度影響也很大。當遠離流場中心處時,紡絲線上的溫度逐漸降低;端面處紡絲線上的溫度最低,且與中心位置處紡絲線上的溫度差值最大。
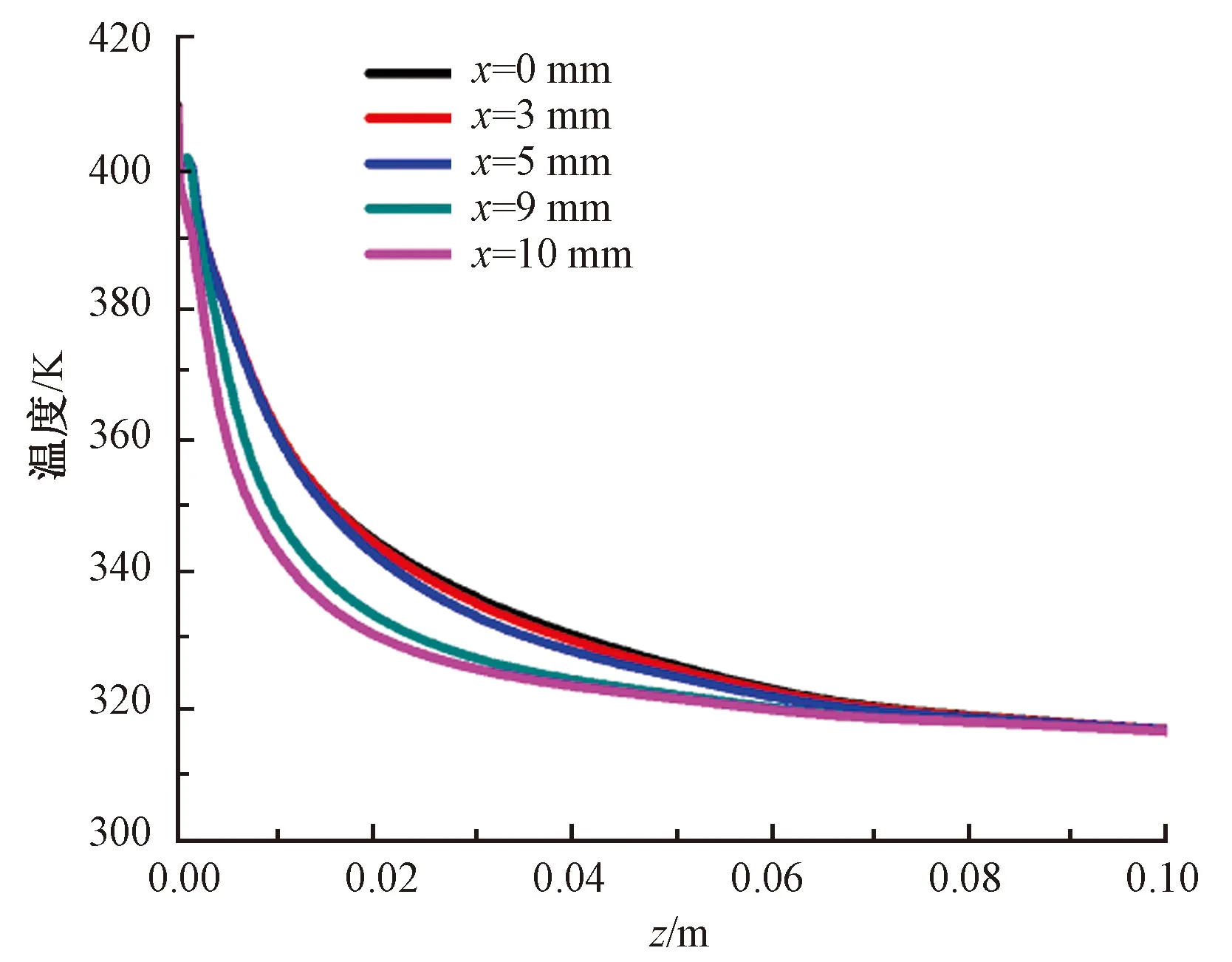
圖8 不同紡絲線上的溫度分布Fig.8 Temperature distribution on different spinning lines
較高的氣流速度和溫度有利于熔噴纖維的細化[11],因此,流場中心區域內的氣流可使噴絲孔擠出的聚合物熔體細流得到更充分的牽伸。為制備得到直徑較小的纖維,噴絲孔應置于流場中心區域,遠離噴氣孔的2個端面。
圖9示出三維氣流場中靜壓在不同紡絲線上的分布。
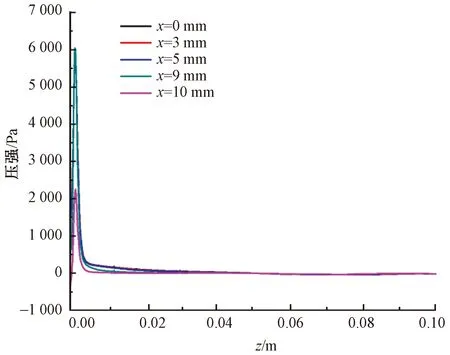
圖9 不同紡絲線上的壓強分布Fig.9 Pressure distribution on different spinning lines
對比圖7和圖9,紡絲線上靜壓的變化規律與氣流速度的變化規律相似,均呈先急劇增大后逐漸減小。但與速度變化規律不同的是,壓力極值點的位置要早于速度極值點的位置。從圖9可以看出,端面處紡絲線上的靜壓最小,其余的紡絲線上的靜壓值基本一致。這說明氣槽端面對紡絲線上的靜壓有一定的影響,但與對紡絲線上速度和溫度的作用相比,效果沒那么顯著。
另外,熔噴流場中不同位置處紡絲線上速度、溫度和壓強分布的差異,易使不同位置處的聚合物熔體受到不同的氣流作用力,發生不同的形變。氣槽端面的影響不僅使紡制的熔噴纖維呈現不同的細度和性能等,而且影響纖維在流場中的運動路徑,對最終的纖維網結構有一定影響。
4 結 論
本文應用Fluent軟件對雙槽形熔噴模頭的三維噴射氣流場進行數值計算,并對流場中的速度、溫度和靜壓等進行分析,得出以下結論。
1)在三維熔噴氣流場中,中心區域內的速度值、溫度值和靜壓值較大。
2)用數值模擬的方法可以證明:當雙槽形熔噴模頭的噴氣孔長度較長時,遠離氣槽端面區域內的非等溫三維噴射氣流場可簡化為二維流場。
3)噴氣孔的端面對不同位置處紡絲線上的溫度、速度和壓強分布有一定的影響。隨著遠離流場中心,紡絲線上的速度和溫度開始下降,而靜壓值變化不是很顯著;與流場中心附近位置的紡絲線相比,噴氣孔端面處的紡絲線上的溫度、速度和靜壓小得多,因此,雙槽形的紡絲線上的速度、溫度和壓強分布特點,易使紡制的纖維直徑和纖維性能等存在差異性。
FZXB
