淺談高精度熱處理鋼絲生產(chǎn)工藝
2019-09-10 00:26:39孫曉暉
科學導報·科學工程與電力 2019年42期
【摘?要】高精度熱處理鋼絲作為冷拉冷軋鋼絲的原料,在機械加工業(yè)、紡織工業(yè)、密封鋼絲繩、結構鋼絲和制釘鋼絲等領域應用廣泛,其在尺寸精度、強度散差、表面涂層均有較高的標準要求,如何在實際生產(chǎn)過程中通過工藝控制達到其技術標準,是大生產(chǎn)中的必要的課題。
【關鍵詞】高精度;熱處理鋼絲;生產(chǎn)工藝
Talking about production technology of high precision heat treated steel wire
高精度熱處理鋼絲主要用作冷拉圓形鋼絲、冷軋異形鋼絲的原材料,廣泛應用到機械加工業(yè)、紡織工業(yè)、密封鋼絲繩、結構鋼絲和制釘鋼絲等領域,需求量較大,但其在尺寸精度、強度散差、表面涂層的技術標準也相對較高,筆者針對高精度熱處理鋼絲的技術標準,結合實際生產(chǎn)過程中的工藝控制,作簡要探討。
1、高精度熱處理鋼絲技術標準
高精度熱處理鋼絲尺寸精度、強度散差、表面涂層直接影響后續(xù)加工成品的性能,通常對尺寸精度要求在±0.02mm,強度散差要控制在±50Mpa以內,并要求面縮性能目標值在40%左右,表面涂層因后續(xù)加工工藝而定,一般為表面硼砂或者表面磷化層達到一定的要求。
2、實際生產(chǎn)中的工藝控制
2.1拉拔生產(chǎn)
要滿足較高的成品尺寸要求,必須嚴格控制拉拔模具材質的硬度、入口角及定徑帶的長短,此外,模鏈設計是鋼絲拉拔的重要環(huán)節(jié),模鏈設計合理與否直接影響成品鋼絲性能,行業(yè)經(jīng)驗普遍認為高碳鋼拉拔模鏈單道次最高壓縮率不得超過25%,而我們實際生產(chǎn)中發(fā)現(xiàn),中低碳鋼拉拔過程中單道次最高壓縮率一旦超過20%,鋼絲所需的潤滑條件將明顯提高,并且成品道次壓縮率應更低,否則極易造成成品鋼絲直徑超差。
2.2熱處理生產(chǎn)
在拉拔過程中,鋼絲的結構會被破壞,晶粒被拉長,斷裂,想要達到對應的強度散差、面縮性能,鋼絲必須經(jīng)過燃氣爐加熱,使晶粒重新形成滲碳體。在爐子中,被破壞的滲碳體重新融合;在淬火槽中,滲碳體重新排列。
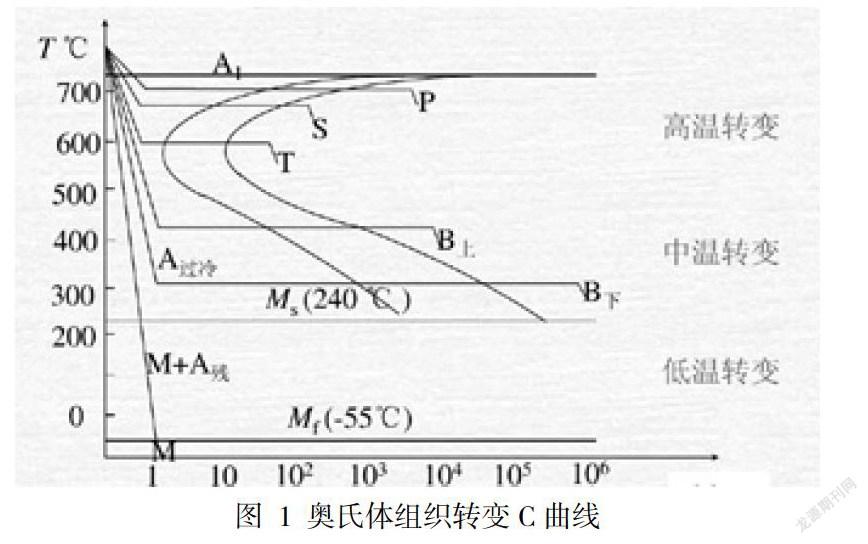
溫度超過723°(取決于鋼絲成分及加熱速度)鋼絲會奧氏體化(詳見圖1 奧氏體組織轉變C曲線)。碳原子滲透到間隙里去,需要一定的時間,這就是為什么我們要使鋼絲加熱到更高的溫度。奧氏體化要盡可能的均勻,需要有很好的溫度及足夠的時間讓碳原子擴散。但如果鋼絲停留在爐子時間太長,晶粒會長得很大。
燃氣爐分為加熱區(qū)和保溫區(qū),具體區(qū)數(shù)因設備廠家可能存在差異,但鋼絲在爐子加熱區(qū)要達到950°左右是一致的,保溫區(qū)提供鋼絲一個擴散(溶解)的時間,怎樣理想的爐溫分布呢,鋼絲在爐中可以分為幾個階段:
加熱一段:在該區(qū)域形成保護性的氧化皮(FeO),顏色更暗,吸熱更快。理論上,當離開加熱一段時已達到轉變溫度>723°。
加熱二段:在理想情況下,該區(qū)應該提供所有的熱量來使得珠光體向奧氏體轉變。整個轉變過程中是等溫轉變,熱量提供給組織結構的轉變。
加熱三段:鋼絲被加熱到最終溫度950°左右,此時奧氏體轉變可能還在進行。
保溫階段:保溫區(qū)提供一定的時間讓如光亮鋼絲等吸熱慢的鋼絲達到所需的溫度。
爐子各區(qū)溫度等于設定溫度,尤其最后區(qū)的溫度和燃燒壓力,因為鋼絲在前面區(qū)已充分受熱,在最后區(qū)僅需補充鋼絲損失的熱量(保溫)。
面縮率是能衡量奧氏體化的重要參數(shù),面縮率的取樣測量必須在24小時以內,否則會產(chǎn)生時效,數(shù)值會偏高。如果面縮率值偏高,說明鋼絲溫度太低,保溫時間太短,晶粒太小。碳沒有完全溶解,有殘留碳化物。如果面縮率值偏低,說明鋼絲溫度太高,晶粒增長速度慢,單個奧氏體晶粒太大。鋼絲的延展性差、有脫碳的風險,鋼絲過氧化。
我們也可以通過檢查晶粒尺寸來看溫度設定是否好,正常的晶粒20-25μ。如晶粒太大,則保溫溫度太高,適當降低爐溫。如晶粒正常,不要輕易更改保溫區(qū)的溫度,應通過改變前幾區(qū)的溫度來調整第四區(qū)的燃燒壓力。
AQ水淬火調整的目的是要得到要求的強度。當強度超出上標準時,減小淬火長度(反之,則增加淬火長度),并視復測結果決定是否需要繼續(xù)調整。
2.3 表面涂層
表面涂層通常要求為硼砂含量或磷化層含量,由于磷化工藝路徑較多,本次僅針對涂硼工藝作探究,鋼絲表面涂硼的優(yōu)點是:與鋼絲粘著性好,有中和殘酸作用;缺點是:易于吸濕,造成鋼絲表面生銹。生產(chǎn)過程中我們通常關注槽液濃度及溫度指標,溫度保持在90±5℃,并根據(jù)表面涂層檢測結果進行槽液調整。
3結論
1.合理設計拉拔模鏈并保證模具品質是保障鋼絲尺寸精度的關鍵;
2.熱處理工藝是實現(xiàn)鋼絲組織轉變,保障鋼絲強度散差、面縮指標的重要工序,合理的爐溫分布工藝尤為重要;
3.表面涂層的要求需要我們生產(chǎn)過程中關注槽液濃度及溫度指標,并根據(jù)鋼絲表面檢測結果及時進行調整。
參考文獻:
[1]李權大.鋼絲熱處理電加熱奧氏體化工藝參數(shù)研究[M].有色金屬設計,2018.
[2]梁宇.熱處理工藝對鋼絲的組織及力學性能的影響[M].金屬熱處理,2013.
[3]湯小雷.拉絲模使用中常見的問題[J].金屬制品,2003(2)51-52.
[4]邵紅紅.水浴淬火工藝對φ0.8 mm KSC72A鋼絲組織與性能影響[M].材料熱處理學報,2015.
作者簡介:
孫曉暉(1992.08.02),男,漢族,江蘇南通,本科,助理工程師,金屬材料加工。
(作者單位:江蘇寶鋼精密鋼絲有限公司)