西門子S7-200在ZB47B細支包裝機組條包美容器自動排空系統中的應用
2019-09-10 00:43:28黃盛隆蘇猛魏繼剛
科學導報·科學工程與電力 2019年42期
黃盛隆 蘇猛 魏繼剛
【摘?要】ZB47B細支包裝機組在設備停機時,條包美容器中的條包煙無法自動排出,需要操作人員人工將其取出,這樣不僅增大了操作人員的勞動強度,而且長時間在美容器中無法排出的條包煙有被加熱過度的風險。為了提高工作效率,減少操作人員的勞動強度和杜絕質量隱患,采用西門子S7-200可編程邏輯控制器為主體,設計一套條包美容器自動排空系統,實現美容器內的條包自動排出功能。
【關鍵詞】可編程邏輯控制器;傳感器;自動控制技術
1?排空系統自動控制要求及工藝流程
1.1 排空系統自動控制要求
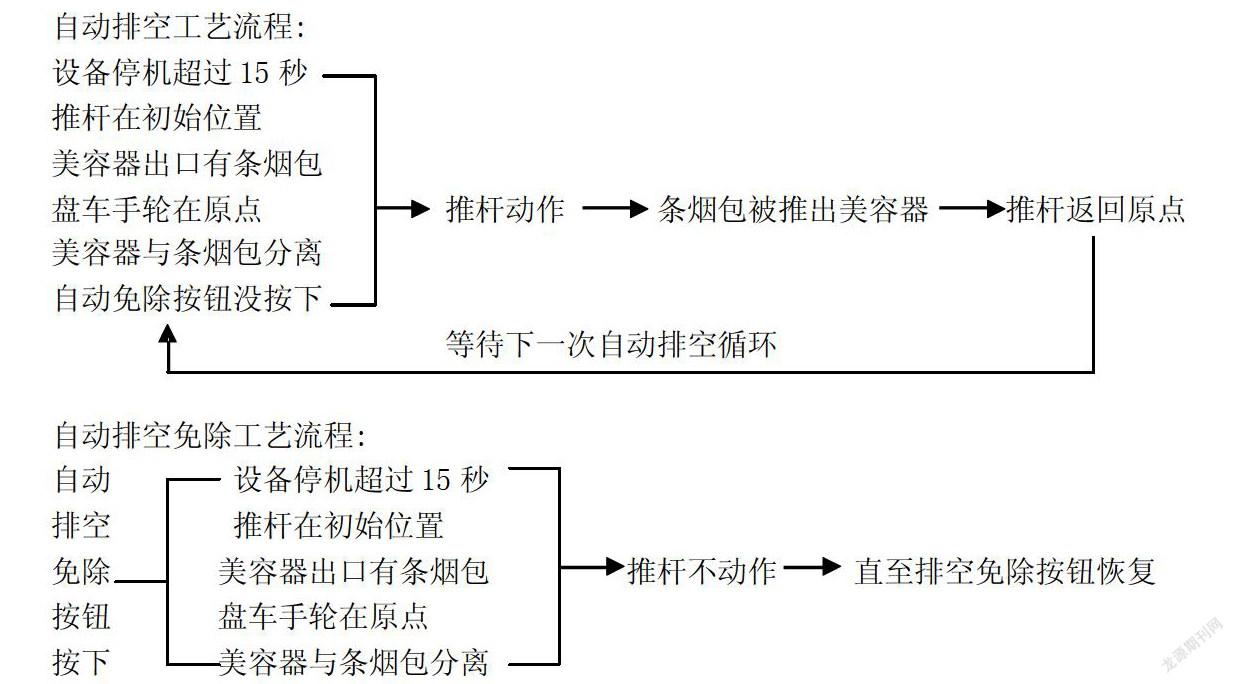
自動排空功能需要滿足以下幾個條件:ZB47B細支包裝機組設備停機時間超過15秒,防止條煙包在美容器內加熱時間過長;條包透明紙加熱美容器與條煙包分離,防止推桿推條煙包時,與美容器相撞擠壞推桿;設備盤車手輪在原點位置,自動排空條煙包時禁止盤車和啟動設備,防止擠壞推桿;排空推桿處于原點初始位置;加熱美容器出口有條煙包存在;手動排空按鈕沒有被按下。此時西門子200PLC內部程序控制輸出信號使電磁閥得電,氣路導通推動氣缸帶動排空推桿動作,將加熱美容器內的條包煙自動推出加熱通道。當加熱美容器出口處無煙包,并且排空推桿不在原點初始位置,此時西門子200PLC內部程序控制輸出信號使電磁閥失電,氣路關閉,氣缸帶動排空推桿返回初始位置,完成一次停機自動排空過程,等待再次滿足排空條件后下一循環的排空過程。
自動排空免除功能。按下自動排空免除功能按鈕,將不再執行自動排空功能,即使滿足排空設定時間及其他條件,煙包排空推桿也不動作。
1.2 排空系統工藝流程
自動排空工藝流程:
2?排空系統自動控制硬件配置
2.1?西門子S7-200可編程序邏輯控制器的性能選擇及參數分配
2.1.1?西門子S7-200可編程序邏輯控制器的性能及原理
西門子S7-200PLC功能強大,有6種CPU模塊,最多可以擴展7個擴展模塊,擴展到256點數字量I/0或45路模擬量I/O,最多有24KB用戶程序存儲空間和10KB用戶數據存儲空間,CPU指令處理周期短,每執行1K語句僅需要0.8毫秒,最高計數頻率為200KHZ,高速輸出最高頻率為100KHZ。S7-200的程序結構簡單清晰,由主程序、子程序和中斷程序組成。編程軟件使用方便,支持梯形圖、語句表和功能塊圖多種編程語言。
西門子S7-200可編程邏輯控制器的工作原理。控制器工作方式有運行和停止兩種模式。在CPU模塊的面板上用發光二極管顯示當前的操作模式。開關撥到運行模式時,CPU通過執行用戶程序來實現控制功能,開關撥到停止模式時,CPU不執行用戶程序,處于停止狀態。PLC通電后,會對軟件和硬件進行初始化操作,初始化后會開始一種周而復始的工作方式,這種工作方式稱為循環掃描工作方式。每次循環的時間稱為掃描周期,由讀取輸入、執行用戶程序、處理通信請求、CPU自診斷、改寫輸出等五個階段組成。
2.1.2?西門子S7-200可編程序邏輯控制器的選擇
按照條包美容器自動排空系統的設計要求,此次控制器的選擇需要6個輸入點和5個輸出點。因為西門子S7-200可編程序邏輯控制器有程序結構先進,存儲結構靈活,體積小,價格低等優點,所以我們本次選用 SIEMENS CPU224 DC/DC/DC(6ES7 214-1AD22-0XB0)型號的控制器,該控制器有I0.0至I0.7和I1.0至I1.5共14個輸入點。采用了雙向光電耦合器,24V直流極性可任意選擇,控制器接口1M為輸入端子I0.0至I0.7的公共端,2M為I1.0至I1.5輸入端子的公共端。Q0.0至Q0.7和Q1.0至Q1.1共10個輸出點組成,Q0.0至Q0.4共用1M和1L公共端,Q0.5至Q1.1共用2M和2L公共端,在公共端上需要通入合適的電源,為可編程序邏輯控制器的負載供電。選用的該款控制器可完全滿足自動排空系統的需要。
2.1.3?自動排空系統S7-200可編程序邏輯控制器I/O分配表
輸入信號:
I0.0?條煙推桿原點檢測信號
I0.1?條煙包存在檢測信號
I0.2?包裝機組設備停機信號
I0.3?自動功能免除按鈕信號
I0.4?手輪脫開檢測信號
I0.5?美容器烙鐵與條煙包靠近信號
輸出信號:
Q0.0?斷開設備啟動傳感器信號K901
Q0.1?自動排空系統電磁閥Y902
Q0.2?斷開美容器與條包靠近電磁閥信號K903
Q0.3?自動排空系統狀態指示燈H904
Q0.4?斷開輔機設備主電機無源制動信號K905
2.2?傳感器及控制繼電器的選擇
條煙推桿原點檢測與手輪脫開檢測,由于檢測的都是金屬物體并且需要高電平輸出,所以采用PNP型電感式傳感器。條煙包存在檢測,因為條煙包此時仍然在美容加熱器中,避免傳感器被高溫損壞,影響檢測效果及縮短使用壽命,所以傳感器需要與條煙包保持一定的距離,采用10-30VDC光電傳感器。控制繼電器采用24V直流控制繼電器,體積小,工作可靠。
3?自動排空系統的接線與程序編制
程序段1,I0.2停機信號。I0.2的常開、I0.3的常閉和I0.4的常開串聯接入定時器T254的IN端,PT端賦值150,定時器時基設定100ms。
程序段2,自動標志位。定時器T254的常開與I0.0的常開,I0.1的常開,I0.4的常開,I0.3的常閉,I0.5的常閉串聯接入SR觸發器M0.1的S置位端,M0.1輸出OUT端輸出線圈M0.2。M0.2常開與I0.0常開,上升沿觸發指令串聯后,再并聯I0.3常開,接入SR觸發器M0.1的R復位端。
程序段3,推桿延遲退回。M0.2的常開與I0.1的常閉串聯接入定時器T253的IN端,PT端賦值1,定時器時基設定100ms。
程序段4,自動排煙。定時器T254的常開與I0.0的常開,I0.1的常開,I0.4的常開,I0.3的常閉,I0.5的常閉串聯接入SR觸發器M0.3的S置位端,M0.2常開與I0.1常閉,定時器T253常開串聯后,再并聯I0.3常開,接入SR觸發器M0.3的R復位端。
程序段5,Q0.1排煙電磁閥。M0.3常開接入線圈Q0.1。
程序段6,Q0.0斷開啟動傳感器信號,Q0.3指示燈。M0.1常開輸出線圈Q0.0和Q0.3。
程序段7,Q0.2斷開條美容器電磁閥。M0.1的常開接入SR觸發器的S置位端,輸出端OUT輸出線圈Q0.2,M0.1的常閉與I0.3的常開并聯后接入M0.1的復位端R。
程序段8,Q0.4斷開主電機無源制動信號。M0.1的常開與I0.2的常開串聯接入M1.1的S置位端,M1.1的OUT端輸出線圈Q0.4,M0.1的常閉與I0.3的常開并聯接入M1.1的R復位端。
參考文獻:
[1] 廖常初.S7-200PLC編程及應用[M].3版.北京:機械工業出版社,2018.
[2] 廖常初.PLC基礎及應用[M].3版.北京:機械工業出版社,2014.
[3] 熊幸明.電氣控制與PLC[M].北京:機械工業出版社,2011.
[4] 王化祥,張淑英.傳感器原理及應用[M].天津:天津大學出版社,2007.
作者簡介:
黃盛隆(1988),學歷本科,主要研究方向:自動控制系統。
(作者單位:山東中煙工業有限責任公司青島卷煙廠)