機器人砂帶磨削GH4169鎳基高溫合金表面完整性研究
2019-09-18 08:33:42段練黃云鄒萊
中國機械工程 2019年17期
關(guān)鍵詞:分析
段 練 黃 云 鄒 萊
1.重慶大學(xué)機械傳動國家重點實驗室,重慶,4000442.重慶市材料表面精密加工及成套裝備工程技術(shù)研究中心,重慶,400021
0 引言
GH4169鎳基高溫合金因具有高強度、耐腐蝕性、耐熱性和抗疲勞性等特點,已被廣泛應(yīng)用在航空發(fā)動機零件、燃?xì)廨啓C葉輪、葉片等重要零部件中[1-2]。但在GH4169工件磨削過程中,磨削力大、磨削溫度高、刀具易黏附、刀具磨損嚴(yán)重,同時工件表面常出現(xiàn)燒傷、產(chǎn)生較大殘余拉應(yīng)力等現(xiàn)象,因此GH4169鎳基高溫合金被認(rèn)為是典型的難加工材料[3-5]。
與砂輪磨削方式相比,砂帶磨削方式具有更高的材料去除率、更低的磨削溫度和更低的磨削費用消耗等特點[6]。但在砂帶磨削過程中,砂帶基體和接觸輪橡膠均會發(fā)生變形,因此砂帶磨削時的磨削深度難以精確保證。為獲得精確的磨削深度,實現(xiàn)精準(zhǔn)磨削,目前國內(nèi)外研究人員已進行了許多相關(guān)研究。文獻[7]利用接觸輪與工件的幾何信息,采用彈性體與剛性體的接觸仿真,解決了砂帶磨削過程中的Signorini接觸問題,同時確定了砂帶磨削過程中力的分布與磨削深度的關(guān)系。文獻[8-9]均通過建模與分析指出,砂帶磨削過程中,切向力與法向力可通過摩擦因數(shù)建立相互關(guān)系式,并通過控制垂直于工件表面的法向力來控制砂帶磨削過程中的磨削力,進而控制砂帶磨削深度。文獻[10]研究發(fā)現(xiàn),材料的磨削深度不僅與磨削壓力有關(guān),還與工件材料、砂帶轉(zhuǎn)速、沿切線方向的進給量等有關(guān),并采用田口設(shè)計的正交試驗方法,確定了砂帶轉(zhuǎn)速、進給量、磨削壓力、接觸輪橡膠硬度、磨粒尺寸五個因素與磨削深度之間的關(guān)系。
GH4169材料的難加工問題除了體現(xiàn)在刀具的使用壽命短外,主要還體現(xiàn)在加工后的工件表面易燒傷、表面存在缺陷等,因此研究加工后的工件表面完整性具有實際工程意義。文獻[11]采用粒度為80號的陶瓷結(jié)合劑磨粒對GH4169進行加工時發(fā)現(xiàn),磨削后的工件表面粗糙度較小,表面特征較為穩(wěn)定。文獻[12]研究發(fā)現(xiàn),選擇不同粒度的磨粒進行磨削時,獲得的工件表面粗糙度不同,采用粒度為200號的磨粒進行磨削時,工件表面的硬化現(xiàn)象嚴(yán)重,且表面殘余拉應(yīng)力過大。文獻[13]指出,與微量潤滑方式相比,采用干磨方式加工時,GH4169工件的表面粗糙度更小,且磨屑中無磨損痕跡,但刀具磨損更嚴(yán)重。文獻[14]研究發(fā)現(xiàn),在考慮GH4169表面完整性與高材料去除率的前提下,采用干磨方式加工是最好的選擇。
綜上所述,砂帶磨削的實際磨削深度主要與磨削壓力有關(guān),但因材料和磨削參數(shù)的不同,砂帶磨削的實際磨削深度也會相應(yīng)發(fā)生改變,同時不同磨削工藝參數(shù)也會直接影響GH4169的表面完整性。本文對砂帶磨削GH4169時的實際磨削深度進行了確定,并研究了磨削后的GH4169表面完整性。采用機器人夾持工件的方式進行了磨削試驗,并分析了試驗的機器人砂帶磨削系統(tǒng),以保證砂帶磨削過程中的磨削壓力穩(wěn)定;根據(jù)試驗條件設(shè)計試驗方案,對GH4169進行了正交試驗和單因素試驗;最后對GH4169正交試驗結(jié)果進行分析,以確定磨削深度與加工參數(shù)之間的關(guān)系,再對單因素試驗結(jié)果進行分析,以確定砂帶磨削對GH4169表面完整性的影響規(guī)律。
1 試驗裝置分析
機器人砂帶磨削通常是工件固定在機器人末端,并通過機器人各手臂同步協(xié)調(diào)運動使工件移動到砂帶磨削裝置上進行加工[15]。但由于機器人位置控制器存在固有的運動誤差,以及由關(guān)節(jié)機器人弱剛度導(dǎo)致的加工誤差,使得機器人的實際運動位置和理論運動位置存在偏差[16],因此本文需要對本次試驗的砂帶磨削裝置結(jié)構(gòu)特征進行分析。
1.1 整體試驗裝置結(jié)構(gòu)
機器人砂帶磨削裝置系統(tǒng)由輪系、浮動裝置、控制臺、機器人以及機器人控制器等構(gòu)成,如圖1所示。輪系由驅(qū)動輪、張緊輪、接觸輪以及多個過渡輪構(gòu)成。驅(qū)動輪提供磨削過程中砂帶線速度;張緊輪使砂帶在磨削過程中不發(fā)生打滑,并保持磨削穩(wěn)定;接觸輪則支撐砂帶進行磨削加工。浮動裝置可通過控制對下端支撐板的拉伸量來控制施加在工件上的壓力。控制臺執(zhí)行對電機的驅(qū)動與控制,以實現(xiàn)對砂帶線速度以及磨削壓力的控制。
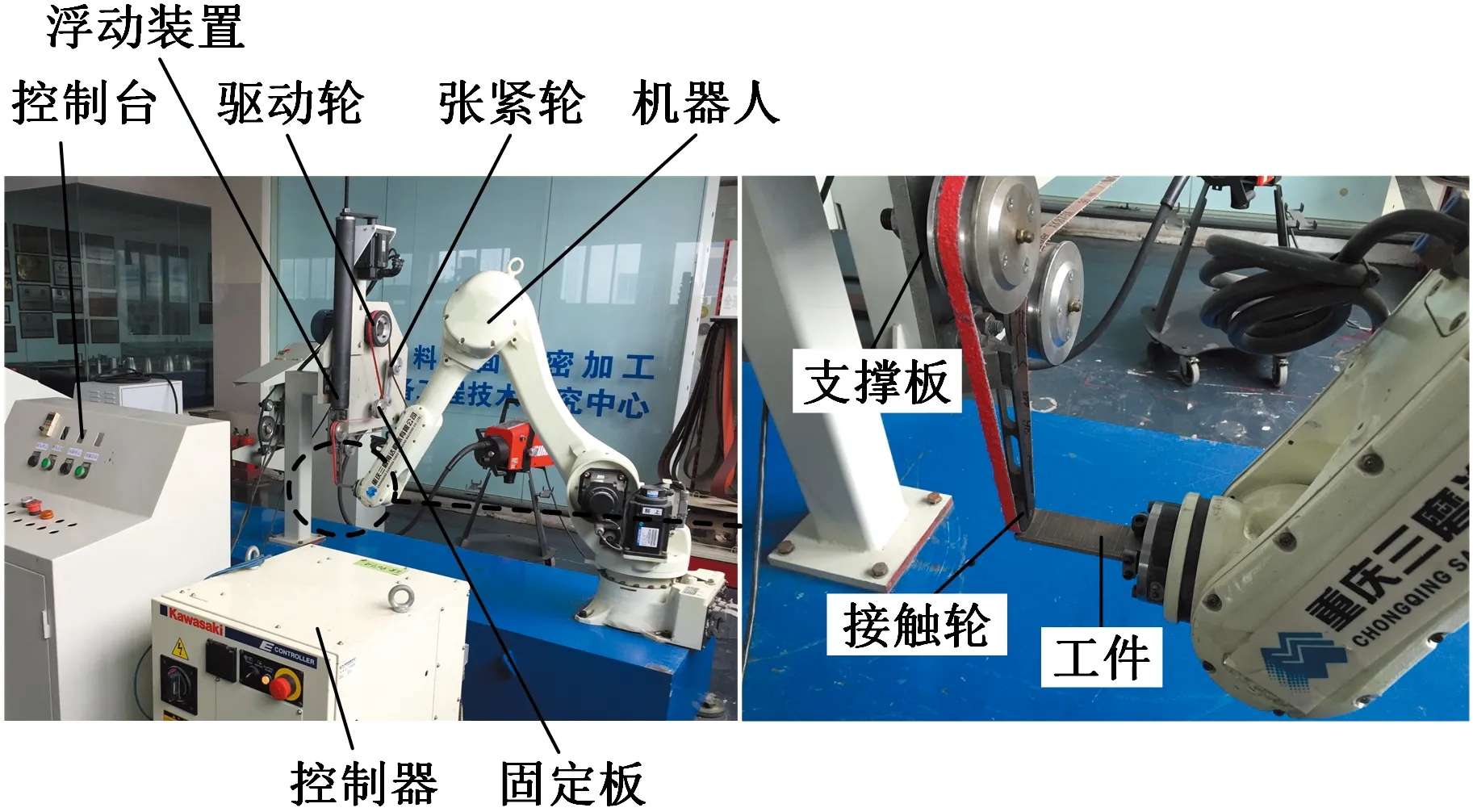
圖1 機器人砂帶磨削裝置系統(tǒng)Fig.1 Robot belt grinding device system
1.2 砂帶磨削裝置系統(tǒng)中局部力分析
根據(jù)浮動裝置及下端支撐板輪系結(jié)構(gòu),獲得了局部力分析示意圖,見圖2,其中T1~T4均為砂帶張力,F(xiàn)N1為支撐力,F(xiàn)t為線速度方向的作用力。若支撐板與固定板之間的砂帶保持張力T1和T2在磨削過程中的初始狀態(tài)方向為水平方向,則由力平衡分析得到
F+FN=G
(1)
式中,F(xiàn)為浮動裝置對支撐板的拉力;FN為工件對接觸輪的支撐力(即接觸輪對工件的磨削壓力);G為支撐板和支撐板上輪系的總重力。
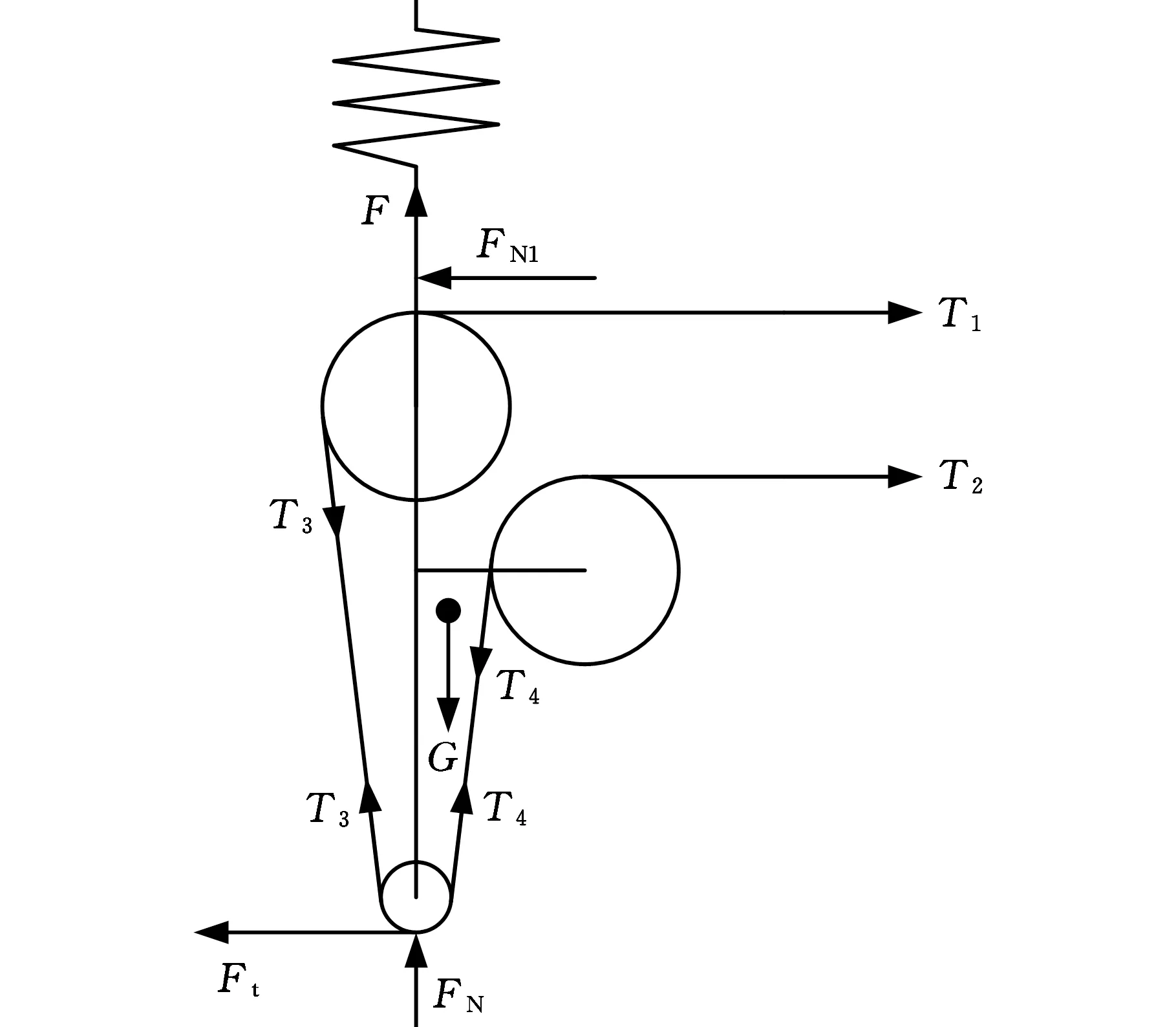
圖2 裝置局部力分析示意圖Fig.2 Device partial force analysis diagram
浮動裝置中的彈簧及接觸輪上的橡膠均為彈性體,其實質(zhì)為兩個彈性體串聯(lián),則有
(2)
式中,k1為彈簧的剛度系數(shù);k2為橡膠的剛度系數(shù);x為位移量。
機器人固有的運動誤差以及由弱剛性(常小于1 N/μm)[16]引起的加工誤差,將導(dǎo)致在砂帶磨削過程中不可避免地產(chǎn)生偏差Δx。由于支撐板上接觸輪與固定板上的距離l足夠遠(yuǎn)(即l?Δx),因此T1和T2方向的角度變化可表示為
(3)
同時,磨削壓力值的變化可表示為
(4)
在本試驗裝置中,所選的k1?k2(k1=0.15 N/mm,k2≈1 200 N/mm),則有
FN=G-k1x
(5)
因此,該裝置浮動結(jié)構(gòu)能彌補機器人固有的運動誤差以及在加工過程中存在的加工誤差,從而可保證砂帶磨削過程中的磨削壓力穩(wěn)定。
2 試驗方案
2.1 試驗條件
本次試驗的工件均采用100 mm×33 mm的GH4169鎳基高溫合金矩形板材,其化學(xué)成分見表1。試驗所用砂帶為VSM公司生產(chǎn)的XK870X陶瓷氧化鋁磨料砂帶,砂帶周長為2 540 mm,寬度為10 mm。試驗所用磨削裝置為閉式砂帶磨削裝置,其線速度最大可達(dá)13.1 m/s,磨削壓力最大可達(dá)27 N;夾持工件所用機器人為川崎RS20N機器人,其運動參數(shù)見表2。
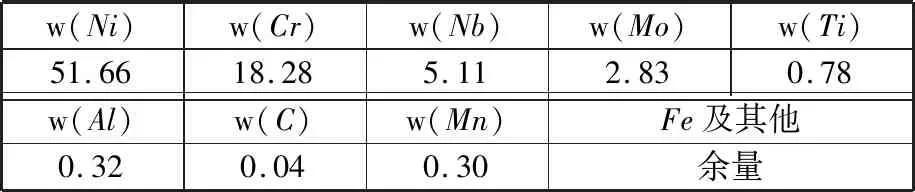
表1 GH4169化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.1 Chemical composition of GH4169 (mass fraction) %

表2 川崎RS2N機器人的運動參數(shù)Tab.2 Kawasaki RS2N robot motion parameters
2.2 試驗方式
本次試驗的磨削方式如圖3所示,工件夾持部分固定在機器人末端夾具中。考慮到砂帶寬度僅為10 mm,每個工件以10 mm寬度為一個試驗號,共有8個試驗號,并根據(jù)不同試驗號進行相應(yīng)的磨削試驗。在每次不同試驗號的砂帶磨削運動軌跡中,均勻地提取12個點的點位信息,并采用Pieper方法求出各個點所對應(yīng)的機器人各個關(guān)節(jié)角,中間運動采用直線插補方法完成機器人的加工運動。砂帶磨削GH4169工件試驗過程均以逆磨方式進行干磨。

圖3 砂帶磨削GH4169試驗方式Fig.3 Belt grinding GH4169 testing method
2.3 試驗設(shè)計
由于砂帶磨削GH4169的磨削深度難以精確控制,而單獨考慮各個因素對磨削深度的影響會花費大量時間、人力及物力[7],因此本試驗采用田口設(shè)計的正交試驗方法對磨削深度進行分析[17]。為評價砂帶線速度v、磨削壓力FN、機器人進給速度vr和磨粒粒度W四種磨削過程參數(shù)對磨削深度的影響,本試驗參考L16正交表,構(gòu)成四因素四水平正交試驗[18]。正交試驗的磨削過程參數(shù)及水平見表3。

表3 砂帶磨削GH4169試驗參數(shù)與水平Tab.3 Belt grinding GH4169 testing parameters and levels
為更加詳細(xì)地了解砂帶磨削參數(shù)中砂帶線速度和磨削壓力對GH4169表面完整性的影響,采用單因素試驗方法并保持其他因素固定不變時,對GH4169工件進行磨削試驗,其試驗參數(shù)分別見表4和表5,其中表4中相鄰試驗組的砂帶線速度間隔為1 m/s,表5中相鄰試驗組的磨削壓力間隔為2 N。

表4 砂帶線速度單因素試驗參數(shù)Tab.4 Belt linear speed single factor testing parameters

表5 磨削壓力單因素試驗參數(shù)Tab.5 Grinding pressure single factor testing parameters
3 試驗結(jié)果與分析
GH4169工件砂帶磨削試驗表面情況見圖4。其中,正交試驗?zāi)ハ鞯墓ぜ砻嫒鐖D4a所示,圖中1~16分別對應(yīng)正交試驗的試驗號;砂帶線速度和磨削壓力單因素試驗?zāi)ハ鞯墓ぜ砻娣謩e如圖4b和圖4c所示,圖4b中的序列號分別對應(yīng)砂帶的線速度4~11 m/s,圖4c中的序列號分別對應(yīng)磨削壓力6~20 N。
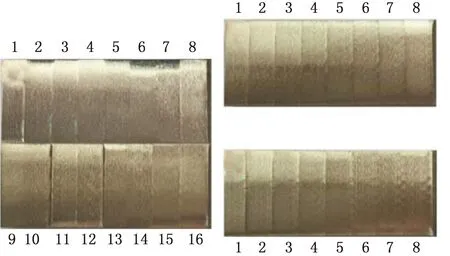
(a)正交試驗 (b)砂帶線速度單因素試驗 (c)磨削壓力單因素試驗圖4 GH4169工件磨削試驗表面情況Fig.4 GH4169 workpiece grinding test surface
3.1 正交試驗結(jié)果與分析
根據(jù)相應(yīng)序列號,對磨削完成后的GH4169工件進行測量,獲得了表6所示的正交試驗結(jié)果。由于多元線性回歸分析是用來確定因變量與多個自變量之間相關(guān)性的一種統(tǒng)計方法,因此需對正交試驗測試的結(jié)果進行多元線性回歸分析[19]。若對試驗結(jié)果數(shù)據(jù)中粒度W取其粒度號數(shù)值,則采用SPSS統(tǒng)計分析軟件對磨削深度d、表面粗糙度Ra、表面硬度H等測試結(jié)果值分別進行多元線性回歸分析,從而得到一階回歸方程分別為
d=0.001 177+0.002 113v+0.001 385FN-0.262 5vr-0.000 096 65W
(6)
Ra=0.869 601-0.005 539v+0.005 118 5FN+2.474 25vr-0.003 436 54W
(7)
H=427.279 82+3.916 25v+2.154 5FN+81.25vr-0.362 329W
(8)

由表7 中各個系數(shù)的顯著性檢驗(t檢驗)中t統(tǒng)計量下的p值可知,各參數(shù)對磨削深度d的影響程度從高至低依次為:磨削壓力FN、線速度v、粒度W、進給速度vr;對表面粗糙度Ra的影響程度從高至低依次為:粒度W、磨削壓力FN、進給速度vr、線速度v;對表面硬度H的影響程度從高至低依次為:磨削壓力FN、粒度W、線速度v、進給速度vr。

表6 正交試驗設(shè)計及其結(jié)果Tab.6 Design and results of orthogonal test

表7 線性回歸分析結(jié)果Tab.7 Linear regression analysis results
3.2 單因素試驗結(jié)果與分析
3.2.1表面形貌分析
砂帶磨削GH4169的微觀表面形貌如圖5所示。GH4169作為典型的塑性材料和難加工材料,其砂帶磨削去除方式主要為延性去除,且工件表面存有明顯的延性切屑,加工表面缺陷主要為表面撕裂、“空腔”、破損、塑性變形等[20]。由圖5可以看出,采用浮動裝置進行磨削試驗后的GH4169工件表面幾乎無撕裂、“空腔”、破損等缺陷。這是因為在砂帶磨削過程中,由于具有砂帶基體彈性以及接觸輪橡膠彈性的特征,因此砂帶磨粒在與工件表面硬化物碰撞時會發(fā)生局部回彈,可有效減少工件表面硬化物的破裂,從而抑制表面“空腔”等缺陷的形成。

圖5 GH4169微觀表面形貌Fig.5 GH4169 microscopic surface morphology
3.2.2表面粗糙度結(jié)果與分析
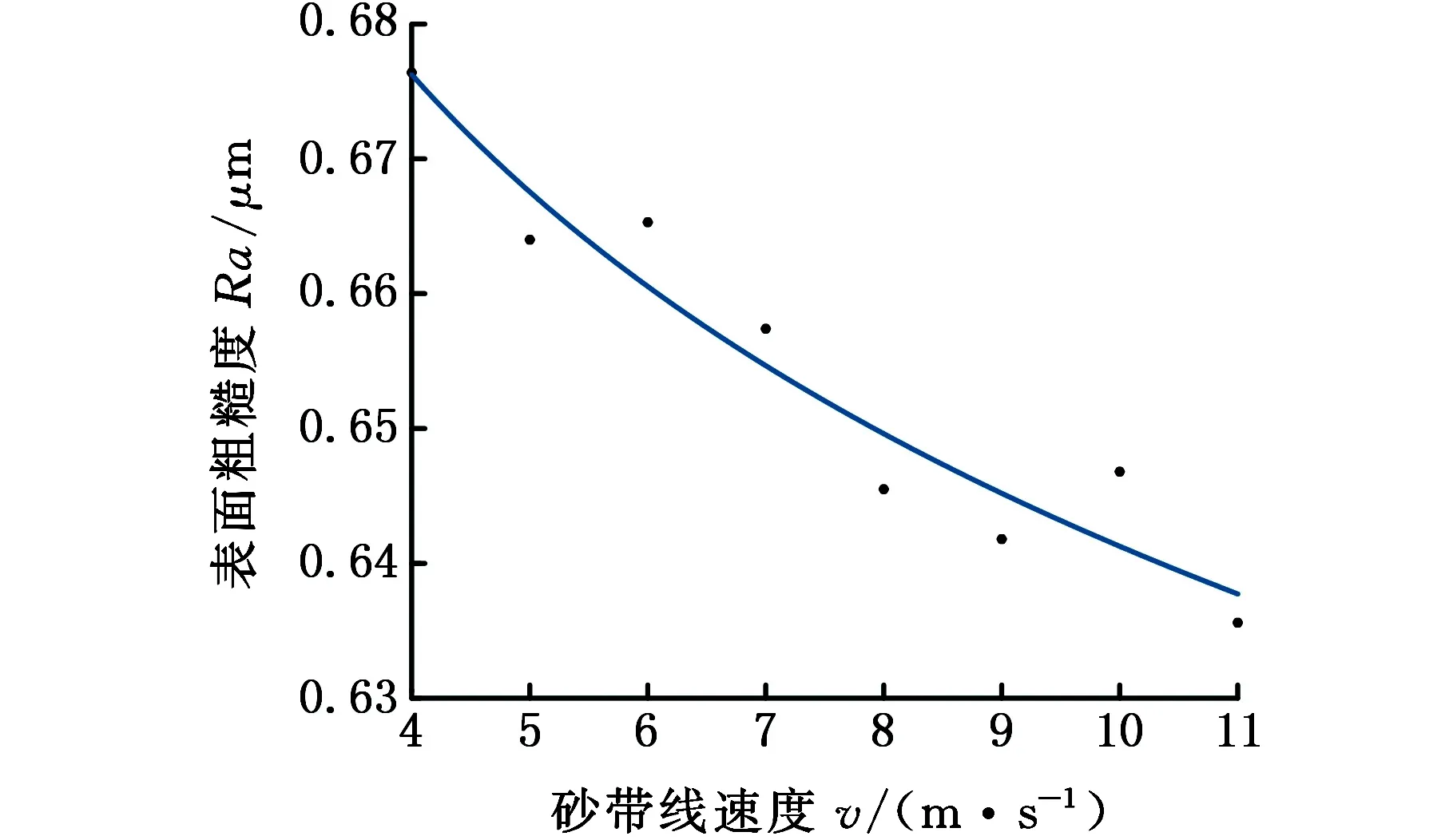
圖6 砂帶線速度-表面粗糙度曲線Fig.6 Belt linear speed-surface roughness curve

圖7 磨削壓力-表面粗糙度曲線Fig.7 Grinding pressure-surface roughness curve
由圖6中的擬合曲線變化趨勢可知,隨著砂帶線速度的增大,擬合曲線斜率的絕對值在不斷減小,這表明砂帶線速度的增大使得GH4169表面粗糙度的變化趨勢不斷減小;同樣由圖7中擬合曲線的變化趨勢可知,磨削壓力的增大使得GH4169表面粗糙度增大。
3.2.3表面硬度結(jié)果與分析
圖8和圖9所示分別為不同砂帶線速度和磨削壓力條件下測得的GH4169工件表面硬度值,可看出其表面硬度在430~485HV范圍內(nèi)。

圖9 磨削壓力-表面硬度曲線Fig.9 Grinding pressure-surface hardness curve
由圖8可以看出,砂帶線速度的增大使得GH4169工件表面硬度增大并趨于穩(wěn)定。工件表面硬度與塑性變形有關(guān),當(dāng)砂帶線速度處于4~7 m/s時,在砂帶磨削過程中GH4169的塑性變形量隨著砂帶線速度的增大而增大,表面硬度也隨之增大;當(dāng)砂帶線速度繼續(xù)增大時,單位時間內(nèi)撞擊工件表面的磨粒數(shù)目增加,使得砂帶基體與接觸輪橡膠壓縮量增大,緩和了工件的塑性變形及加工硬化,因此擬合曲線的斜率減小,GH4169的表面硬度趨于穩(wěn)定。
由圖9可以看出,磨削壓力的增大使得GH4169工件表面硬度增大。這是因為隨著磨削壓力的增大,塑性變形增大,磨削溫度升高。在塑性變形與磨削溫度雙重條件下,表面硬度也隨之發(fā)生相應(yīng)變化。當(dāng)磨削壓力處于6~10 N時,塑性變形起主導(dǎo)作用,表面硬度隨著磨削壓力的增大而增大;當(dāng)磨削壓力處于12~20 N時,磨削溫度逐漸起主導(dǎo)作用,擬合曲線的斜率開始減小, GH4169的表面硬度趨于穩(wěn)定。
3.2.4表面殘余應(yīng)力結(jié)果與分析

圖10 砂帶線速度-表面殘余應(yīng)力曲線Fig.10 Belt linear speed-surface residual stress curve
工件表面殘余應(yīng)力主要受機械應(yīng)力與熱應(yīng)力等多種因素影響,較難定性地分析表面殘余應(yīng)力值,因此需采用X射線衍射儀測試GH4169工件的表面殘余應(yīng)力。圖10和圖11分別為不同砂帶線速度和磨削壓力下的GH4169工件表面殘余應(yīng)力,可以看出,砂帶磨削GH4169時的表面殘余應(yīng)力均為殘余壓應(yīng)力,其表面殘余應(yīng)力在-410~-60 MPa范圍內(nèi)。
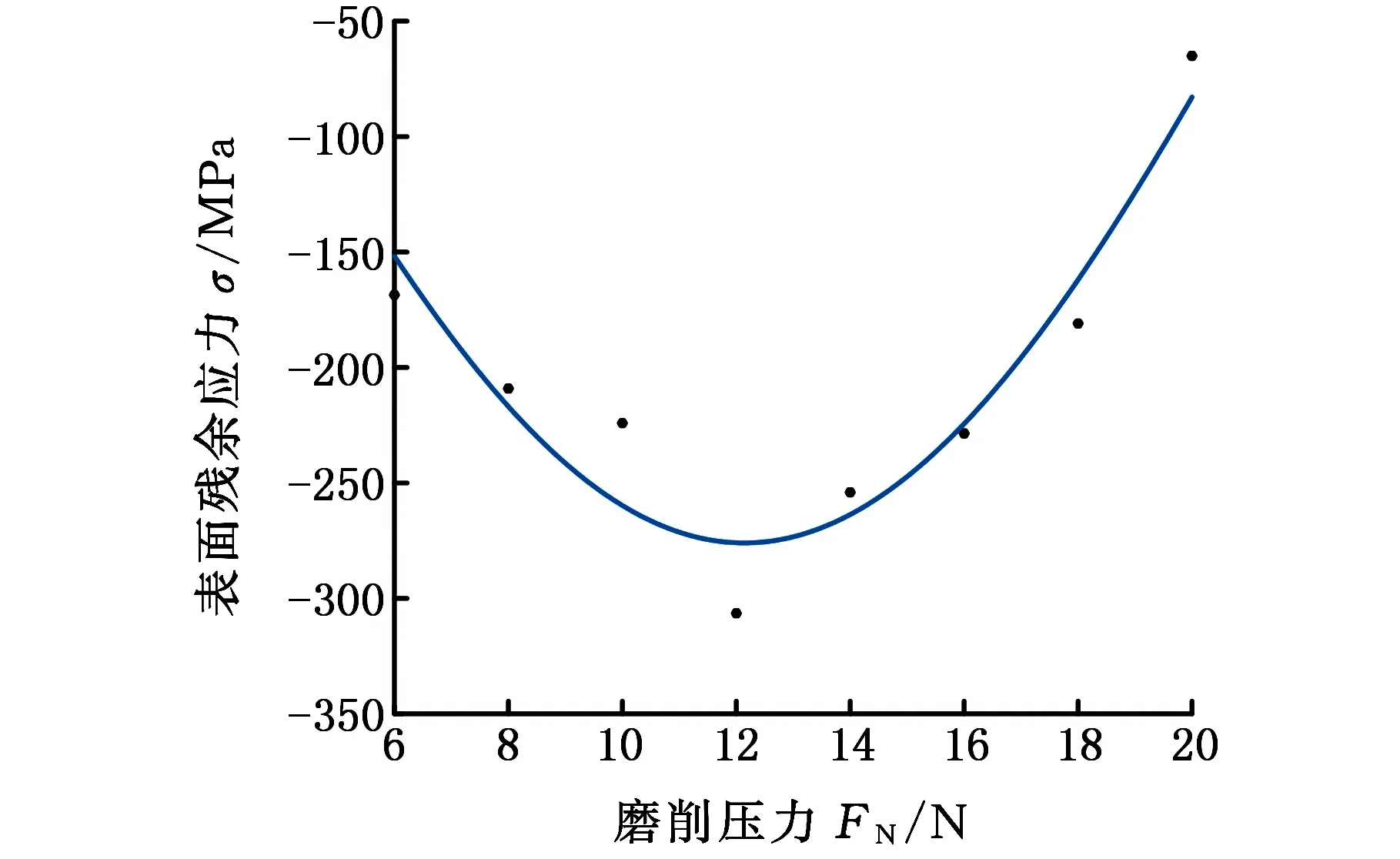
圖11 磨削壓力-表面殘余應(yīng)力曲線Fig.11 Grinding pressure-surface residual stress curve
由圖10和圖11可知,隨著砂帶線速度或隨著磨削壓力的增大,表面殘余應(yīng)力的變化趨勢均為先減小后增大。當(dāng)砂帶線速度小于7 m/s或磨削壓力小于12 N時,砂帶對GH4169的擠壓效果明顯,表面殘余應(yīng)力呈現(xiàn)減小的趨勢;當(dāng)砂帶線速度大于7 m/s或磨削壓力大于12 N時,磨削溫度升高,熱應(yīng)力逐漸占主導(dǎo)作用,表面殘余應(yīng)力逐漸增大。
4 結(jié)論
(1)對機器人砂帶磨削裝置進行了分析,指出該裝置具有補償機器人誤差的特性。
(2)基于正交試驗數(shù)據(jù),建立了砂帶磨削過程中磨削深度、表面粗糙度、表面硬度的多元回歸模型。
(3)基于線速度單因素試驗和磨削壓力單因素試驗,對GH4169的表面完整性進行了分析,結(jié)果表明:采用粒度為80號的陶瓷磨粒砂帶對GH4169進行磨削時,其表面粗糙度在0.6~0.7 μm范圍內(nèi),且隨著砂帶線速度的增大而減小,隨著磨削壓力的增大而增大;表面硬度在430~485HV范圍內(nèi),表面殘余應(yīng)力均為殘余壓應(yīng)力,其值在-410~ -60 MPa范圍內(nèi)。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(社會科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06