船舶不等厚板對接焊縫X射線檢測的方法
2019-09-24 01:21:55彭綠高侯佳保詹映龍
廣東造船 2019年4期
關鍵詞:焊縫
彭綠高 侯佳保 詹映龍


摘? ? 要:X射線檢測是檢測船舶焊縫內部缺陷的主要方法之一。由于大型船舶普遍存在母材不等厚的情況,導致X射線檢測時透照厚度變化較大,如果參數選擇不當很容易造成部分透照厚度位置對應底片的黑度偏差過大,嚴重時不能達到標準的要求。本文在繪制曝光曲線方法基礎上,利用圖表法制作厚度-電壓-黑度曲線,可以查出X射線機某一參數時,標準規定的黑度范圍所對應的透照厚度范圍,即厚度寬容度的范圍,提高不等厚板X射線檢測的工作效率。
關鍵詞:焊縫;射線檢測;厚度寬容度;曝光曲線
中圖分類號:U671.8? ??? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Abstract: X-ray detection is a method to detect internal defects of ship welds. Because it is very common that the thickness of welds parent metal is not equal on both sides for large ships, the penetration thickness changes greatly during X-ray detection. It is hard to select properly exposure parameters, and it is easy to cause an unbefitting film density far from target density, which cannot meet the standard requirements when it is serious. In this paper, on the basis of drawing the exposure curve, the thickness-voltage-blackness curve is made by using the chart method, and the penetration thickness range corresponding to the blackness range specified by the standard can be found out when a certain exposure parameter of the X-ray machine is obtained, that is, the range of thickness tolerance is defined, and the working efficiency of X-ray detection of unequal thickness plate can be improved by using this method.
Key words: Welds; X-ray detection; Thickness tolerance; Exposure curve
1? ?前言
X射線檢測是船舶焊縫內部質量檢測的主要方法之一。進行X射線檢測時,經常會遇到不等厚板對接焊縫的情況,當板厚差較大時,無法按照普通曝光曲線選取參數。普通曝光曲線是在某一黑度下不同厚度對應的曝光條件,所以當遇到不等厚對接焊縫時,需要明確在某一個參數條件所對應不同厚度的黑度范圍,以免參數選擇失誤導致底片黑度超過標準要求。
不等厚板對接焊縫進行X射線檢測時,一般有幾種方法可以選擇,其各自特點見表1。
在檢測常規不等厚板對接焊縫時,需綜合考慮檢測質量、工作效率、成本等各個方面,通常使用第1種檢測方法;當底片質量無法滿足標準要求時,可采用第2種檢測方法;如果前兩種方法均不能保證底片質量滿足要求時,可采用第3種檢驗方法。
顯然,第1種方法利用厚度寬容度一次透照檢驗不等厚板對接焊縫的方法是效率最高的。所以如果能夠確定某一X射線機電壓參數對應的厚度寬容度范圍,將會有利于提升現場檢測的工作效率。
下面介紹如何通過制作X射線檢測曝光曲線的方法,得到X射線機電壓參數對應的厚度寬容度范圍,以及繪制出厚度-電壓-黑度曲線,并將其運用于不等厚板的X射線檢測工作中。
2? ?利用圖表確定管電壓對應透照厚度范圍
曝光曲線中的底片黑度D-母材厚度T曲線(以下簡稱D-T曲線),可以轉換為以厚度為橫坐標、以電壓為縱坐標、黑度一定的曲線,利用這個曲線可以找出每個電壓在一定條件、一定黑度所對應的厚度值[1]。
2.1? 制作D-T曲線
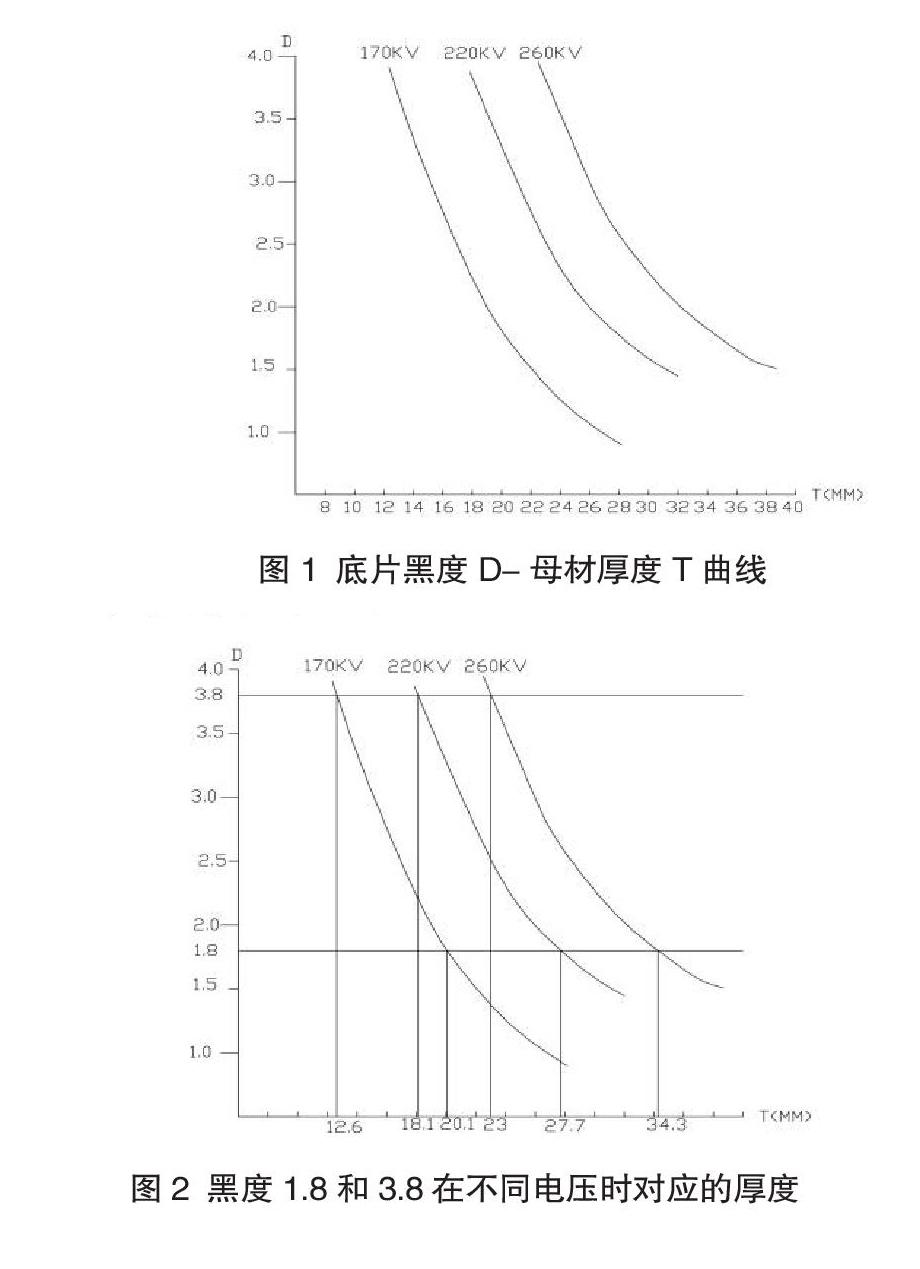
使用X射線機XXG-3005A,增感屏為Pb0.03、焦距700 mm、曝光時間3 min、膠片類型為AGFA-C7、顯影4 min、定影8 min,利用階梯試塊制作D- T曲線(見圖1)。通過曲線可知不同電壓下某一底片黑度對應的母材厚度值。
2.2 確定極限黑度及其對應的厚度
由于不等厚板焊縫屬于變截面工件,按照CB/T3558-2011船舶鋼焊縫射線檢測工藝和質量分級中的相關要求:當厚度變化較大時,B級最低黑度允許降至1.5,C級允許降至1.8[2]。考慮到現場影響檢測參數的因素較多,按照B級檢測的要求選取1.8~3.8這個黑度區間做黑度的極限值。按照D-T曲線可以得到,焦距700 mm、曝光時間3 min、三種管電壓黑度達到1.8和3.8時的厚度見圖2。
按照圖2的數據,建立黑度、厚度、電壓的關系表(見表2)。
2.3? 建立厚度寬容度曲線
按照表2的數據,建立以厚度為橫坐標、管電壓為縱坐標、黑度為1.8和3.8時的兩條曲線(見圖3)。
2.4? 厚度-電壓-黑度曲線在不等厚板檢測中的應用
由圖3可以確定每一個電壓在焦距為700 mm、曝光時間為3 min、黑度3.8和1.8時對應的厚度值。如管電壓為240 kV、黑度為1.8和3.8時,對應的厚度為20.2和31。由此可見,在檢測不等厚板對接焊縫時,可以利用圖3選擇合適的參數。
例如:H6016船不等厚板對接焊縫,其厚板厚度為27 mm、薄板厚度為22 mm、焊縫余高雙面4 mm。按照圖3選擇參數:厚度最大處31 mm、最小處20.2 mm。
該焊縫母材最小厚度為22 mm﹥20.2 mm,按照管電壓240 kV、焦距700 mm、曝光時間3 min,可以滿足透照要求。
由上可知,利用厚度-電壓-黑度曲線可以得到一定參數條件下管電壓對應的厚度寬容度范圍,也明確了單膠片一次透照不同電壓厚度寬容度的極限值。如果超出這個范圍,就必須使用其他方法進行檢測,如:利用兩種不同感光速度膠片一次透照;當焦距發生變化時,也可以利用平方反比定律重新計算曝光時間。
3 利用圖表確定不同感光速度膠片的檢驗厚度范圍
當不等厚板厚度差過大超過單一膠片厚度寬容度的極限時,需考慮使用兩種不同感光速度膠片一次透照的方法進行檢測[3]。使用這種方法需要明確不同感光速度膠片各自對應的厚度寬容度范圍,然后將兩種膠片的厚度-電壓-黑度曲線結合到一起,就可以確定兩種不同感光速度膠片一次透照所能適用的厚度范圍。
我們選擇AGFA C4和AGFA C7兩種膠片,采用相同的曝光參數,繪制步驟與上面敘述的內容相同。例如:AGFA C4膠片的D-T曲線及黑度1.8和黑度3.8在不同電壓時的厚度見圖4。
按照圖4的數據,可以建立C4膠片的黑度、厚度、電壓的關系表(見表3)。
按照表3的數據,可建立C4膠片以厚度為橫坐標、管電壓為縱坐標、黑度為1.8和3.8時的兩條曲線(見圖5)。
采用同樣步驟,可建立C7膠片以厚度為橫坐標、管電壓為縱坐標、黑度為1.8和3.8時的兩條曲線(略)。
將兩條曲線結合在一起,即可確定兩種膠片所能覆蓋的厚度范圍(見圖6)。
由圖6可以看出,使用兩種感光速度不同的膠片時,能夠覆蓋的厚度范圍大幅增加。例如:當選擇管電壓240 kV、曝光時間3 min、焦距700 mm進行透照,C7膠片在黑度1.8和3.8時對應的厚度為20.2 mm和31 mm;C4膠片在黑度1.8和3.8時對應的厚度為13.8 mm和22.1 mm,即可以使厚度為13.8~31 mm范圍內的透照均能滿足底片黑度的要求。同時,也可以明確每個參數使用此種檢測方法的厚度寬容度范圍,超出這個范圍則應考慮其他的檢測方法,如進行2次透照或增加補償塊的方法。
從圖6也可以看出,當曝光量等參數一定時,管電壓增大可以增加厚度寬容度的范圍。但由于管電壓增大、衰減系數減少,導致對比度下降,降低了射線檢測的靈敏度,所以當為了增加厚度寬容度增加管電壓時,必須保證底片靈敏度能夠滿足相關標準的要求[3]。
4? ?結束語
按照厚度-電壓-黑度曲線的方法,可以快速的明確在曝光量、焦距等參數一定時,不同電壓對應的厚度寬容度范圍。當現場檢驗時遇到不等厚板焊縫對接的情況,可以快速的選擇檢測方法及透照參數,達到在保證檢測質量的前提下,提高檢測工作效率的目的。
厚度-電壓-黑度曲線黑度限值可以根據需要進行調整,當曝光量改變、焦距不變時,厚度-電壓-黑度曲線需要重新進行繪制。為此,可以提前繪制多幅不同曝光量、相同焦距的厚度-電壓-黑度曲線,以便現場檢驗時參數選擇更加靈活。
參考文獻
[1]邵澤波等主編,無損探傷工[M]. 化學工業出版社,2006.
[2]中華人民共和國工業和信息化部船舶鋼焊縫射線檢測工藝和質量分?級CB/T3559-2011[S].
[3]強天鵬主編. 射線檢測[M]. 中國勞動社會保障出版社, 2007.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
