M310機組核島貫穿件焊縫的射線透照工藝分析
2019-09-27 02:10:20劉昌宏賀鈺林
商品與質量 2019年20期
關鍵詞:焊縫
劉昌宏 賀鈺林
1.中核檢修有限公司福清分公司 福建福州 350300
2.福建福清核電有限公司 福建福州 350300
1 貫穿件射線檢測透照方式
土建施工時在安全殼墻壁上預留貫穿件內部,同時預埋多根管道用于機械、電氣管線從中穿過。貫穿件在核島內側通過密封板密封,本文討論的貫穿件探傷即對密封板與貫穿件形成的焊縫進行探傷[1]。由于密封板外邊緣有30°的坡口,會導致部分焊縫位于密封板上,如圖1所示。
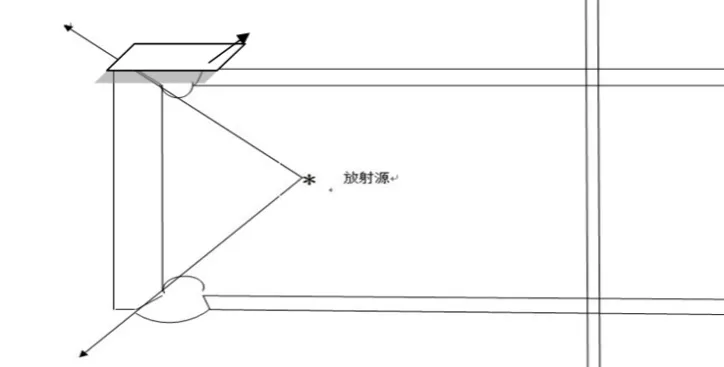
圖1 中心斜透布片
如果采取常用的中心曝光法,將導致靠密封板一側的焊縫不能有效的實施射線檢驗或者出現遮擋漏檢,因此對貫穿件的探傷要采用中心斜透法及布片,如圖1所示。
2 不同內管貫穿件的透照工藝
核島貫穿件不僅規格較多,其內部穿過的內管也存在根數不等的差異,經統計分析后,就以下幾種不同貫穿件的透照方法進行介紹:
2.1 一根內管的貫穿件
這種貫穿件的內管與外管呈同心狀,因此只要按照上表中的參數正確放置放射源曝光即可,這種焊縫通常可見其根部,因此將源從貫穿件密封板一側按照正確的距離伸進去對準中心即可;在底片上反映出來的焊縫,根部會偏移至密封板一側焊縫邊緣外,采取的斜透法導致靠近源側的部分焊縫由于離源頭較近且厚度變化較小,黑度要大于密封板一側的焊縫黑度,在測量黑度的時候要測量根部靠密封板一側5-10mm范圍,只要這范圍的黑度滿足,則整個焊縫的黑度滿足要求。
2.2 多根內管的貫穿件
對于內部穿過兩根或兩根以上內管且內管與外管不同心的貫穿件,則無法從密封板一側放置放射源,只能從貫穿件的另外一側進入(墻外),先測量出貫穿件的另一側到密封板內側的距離,減去放射源應該后退的距離(該距離應包含焊縫中心到密封板內側的距離),剩下的距離即為源導管從墻外一側要伸入的距離,再對準中心即可。在底片上反映出來的焊縫會有一部分被內管遮擋,因此需分兩步透照,才能將檢測區域有效覆蓋整條焊縫。
第一步,對母材焊縫進行曝光,根據上表正確放置放射源,使整條焊縫(未被內管遮擋部分)的黑度滿足要求。
第二步,對被內管遮擋的焊縫部分進行曝光,使這部分焊縫的黑度達到要求,在第一步中可測得內管投影在母材焊縫上兩壁的最低黑度,因此只需適當修正曝光量,將內管兩壁的最低黑度修正到2.7-3.5之間,根據RCCM標準要求,內管中間黑度大于4.5的部分焊縫可采取單片評定,以下計算公式只用于貫穿件參考[2]。
黑度修正公式:已知時間×需要的黑度÷已知黑度=需要的時間
因此,對有多根內管的貫穿件,建議應透照兩套底片,一套底片是未被內管遮擋的焊縫,一套底片是被內管遮擋的焊縫。
3 注意事項
(1)M310堆型機組,需探傷的貫穿件壁厚均大于6.35mm,必須用鋼印打零位,且只能將定位標識打在管道側;
(2)貫穿件焊縫表面經過打磨,為了在底片上能更好的觀察焊縫及熱影響區,在直管側焊縫的熱影響區(5-10mm)外邊緣處按右手定則貼編碼帶及鉛字“∧”。“∧”的箭頭方向朝向焊縫;
(3)根據RCCM-MC3161標準規定,如果雙片觀察黑度應大于2.7,但黑度不應超過4.5,當采用單片觀察時,該底片黑度至少為2.0,底片最大黑度要求應與上述規定相同[2];
(4)由于采取中心斜透法透照貫穿件,導致貫穿件的根部斜透至焊縫的邊緣,所以底片上焊縫的評定區域就不僅僅是焊縫的寬度和兩側5-10mm范圍,而應將焊縫寬度加上根部寬度再加上兩側各5-10mm范圍[3]。這就要求在貼片時需注意膠片與母材緊貼根部一側底片留的余量應留足,在可保證管道一側標識全部透在底片上的前提下,應盡量將底片向密封板一側留多一點,把要檢測的范圍完全透在底片上;
(5)多根內管的貫穿件,在貼片和對中心時根據貫穿件內管的分布,調整源頭和一次透照長度的位置,把內管透照在最少的底片上,在進行第二次曝光時可以節省時間和材料,且布片時特別注意因采用斜透法,膠片務必完全覆蓋密封板邊緣。
4 暗室處理參數及評定要求
(1)暗室處理參數:暗室處理對底片的質量極為關鍵,是最終可有效評判焊縫合格的關鍵步序。在洗片過程中需重點關注下述參數[1]:顯影溫度(20°-26°);顯影時間(5min);定影時間(通透時間的2倍);水洗過程(10min);注意顯影和定影的濃度防止老化,影響底片質量。
(2)底片評定要求:底片鉛字編碼是否完整、底片黑度是否以滿足范圍(2.7-4.5);選用的像質計是否正確,有效的顯示線徑;
5 結語
本文介紹了核島貫穿件的常見類型及其射線檢測的方法,通過實踐證明,透照得到的底片可清晰地反映被檢焊縫的影像,底片質量的相關參數如黑度、像質計靈敏度等均滿足相關標準的要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07