鎂合金壓鑄件拋光工藝優化研究
2019-10-09 00:28:28羅旭龍趙壽林生斌
商品與質量 2019年52期
關鍵詞:工藝
羅旭龍 趙壽 林生斌
青海鹽湖特立鎂有限公司 青海西寧 810000
自進入新世紀以來,隨著鎂基材料在應用的過程中取得的成效,逐漸成為了人們眼中最優潛力的“綠色材料”,對鎂合金的拋光工藝,可以做為其他涂飾,讓其事物的表面變得更有光澤。由于鎂合金的化學性質較為活潑,鎂合金機械在進行儲存時,經常會出現局部腐蝕或出現點蝕的現象,并且在其表面很容易出現堿性氧化物,其表面在空氣中很容易出現鈍化,光亮度變低,鎂合金壓鑄件拋光工藝在一定程度上能夠確保鎂合金表面的光澤度,為鎂合金的使用提供了一定的參考。
1 鎂合金壓鑄件的應用
大自然中的鎂合金資源相對充足,最主要的存在于海水鹽湖中。隨著鎂合金壓鑄件工藝的不斷發展,其應用的領域也越來越多,在航天航空、軍事等方面使用的是稀土鎂合金,同時在汽車方面的領域也取得了較為顯著的成就。相較于其他金屬物質來說,鎂合金具有一定的優勢,其導熱性、抗磁干擾能力、可壓鑄薄壁件、可回收性能等較好。隨著溫室效應和大氣污染情況的越來越嚴重,其一部分污染物主要于汽車尾氣,其排放的污染已經成為了世界重大公害之一,對人們的生活和發展造成了一定的不利影響。因此,為了能夠減少汽車污染物的排放量,讓大氣污染情況得到改善,就必須降低車體的重量,而鎂合金輕質材料的使用,讓以上問題得到了大幅度的改善。
2 鎂合金壓鑄件拋光工藝優化研究方法
第一步應該對鎂合金壓鑄件進行電化學除油,第二步是對鑄件進行清洗,第三步是對其進行酸洗,第四步對其進行電拋光,第五步進行電拋光處理,在此之后在進行清洗,第六步再對其進行鈍化處理,最后一步對其進行水洗[1]。
2.1 預處理
首先第一步選取15-20g/L的氫氧化鈉、40-50g/L的碳酸鈉、25-30g/L的磷酸鈉,讓其在70攝氏度的溫度下,反應30-60秒的時間,實現化學除油處理;第二步選取150-200ml/L濃度為85%的磷酸氫和90ml/L的氟化氫銨,讓其在16-30攝氏度的溫度下反應,其時間不超過5分鐘,實現酸洗處理;最后選取20-30g/L的聚乙二醇和10g/L的苯丙三氮唑,讓其反應30分鐘左右,實現鎂合金壓鑄件的鈍化處理。
2.2 進行化學除油和酸洗的意義
通常情況下,鎂合金不容易被堿性溶液腐蝕,但其容易受到焦磷酸鹽、全磷酸鹽的腐蝕,即便這些堿性溶液的酸堿度超過了12,鎂合金依舊能夠不被腐蝕,對其進行化學除油和酸洗的實質就是將鎂合金表面的油脂和污物去掉。這個過程十分重要,使用酸洗工藝,能夠讓其外部連接嚴密、不易溶于溶劑或堿液的物質,能夠得到去除,以此確保鎂合金壓鑄件表面的清潔[2]。
3 鎂合金壓鑄件拋光工藝優化研究的結果
3.1 選擇合適拋光溶液
依照相關工藝材料顯示,鎂合金的電拋光最常用的就是磷酸,當鎂合金浸侵在磷酸溶液過程中,它會在短時間內進行水解,變成游離酸會浸蝕基體,這就對鎂合金拋光表面光澤度造成了一定的威脅,此次研究使用的溶劑不僅能夠降低此現象出現的概率,并且還能夠提高鎂合金表面的光澤度,其選用溶液如下:150-200ml/L濃度為85%的磷酸氫、650-700ml/L濃度為90的乙醇、2-3g/L的光亮劑、5-10g/L的添加劑,溫度選在45攝氏度左右,反應時間控制在10分鐘左右,選擇0.4A/dm2的電流密度,陰極材料選擇不銹鋼材料。
3.2 溶劑中成分的意義
磷酸氫中的磷酸是維持電拋光運行的主要組成部分,它不僅能夠溶解物質表面的污物,同時還能夠在不銹鋼表面形成保護物質,減少鎂合金表面出現腐蝕的概率。乙醇的使用能夠在一定程度上減少溶液的黏度,讓其導電性能得到提升。光亮劑的使用能夠提高鎂合金表面的光澤度,并能夠讓其平整度和柔軟度得到提升。添加劑的使用能夠較少鎂合金表面的水解和腐蝕。
3.3 相關因素對拋光的影響
首先是溫度對拋光的影響。溫度和其拋光液的粘度成正相關,其溫度越高粘度就越低,陽極溶解和擴散速率就會不斷增加,讓其溶液對流的速度不斷上升,可以使陽極上滯留的氣泡能夠更緊密的脫附,以免出現麻點和溫度過高的情況,讓其拋光的品質遭到威脅。其情況如表1所示。
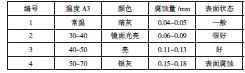
表1 溫度對拋光的影響
其次是磷酸對拋光的影響。離子擴散磷酸含量與拋光液比重成正比,其含量越低其比重越小,同時其粘度小,速度快,拋光的質量不能夠達到預期;其含量過高時,它所產生的成本也較高,溶液粘度就會變大,拋光速率變小,鎂合金壓鑄件會出現較為明顯的腐蝕情況。
4 結語
綜上所述,鎂合金壓鑄件拋光工藝在各個領域都得到了一定程度的應用,并也在對其壓鑄件進行拋光的過程中,適當的添加光亮劑和抑制劑能夠有效的提高鎂合金壓鑄件的拋光質量。同時電拋光的保養方式較為簡單,并且性價比較高,能夠為企業創造更好的經濟利益,同時鎂合金電拋光工藝對其傳統的拋光工藝進行了優化,具有較為廣闊的應用市場。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
