一種車橋專用雙工位高壓多觸頭造型機
2019-10-09 02:08:24李邵亮任玉強
中國鑄造裝備與技術 2019年5期
李邵亮,于 強,任玉強
(青島恒林工業集團股份有限公司,山東青島 266400)
雙工位主動式高壓多觸頭造型機是現今國內先進的造型機,是我公司自行研發生產的用于為長春一汽配套的生產車橋的重點設備,且具有以下特點:鑄型緊實度高且均勻;鑄型尺寸精度高;結構緊湊、勞動強度低、生產效率高等;噪音低、設備結構簡單、降低了設備維修的要求,延長了使用的壽命;壓頭采用主動式的造型方式[1,2]。
1 技術參數
鑄件材料:鑄鐵、球鐵;生產率:10~12箱/小時(自動加砂)。
鑄型緊實的方式:主動式靜壓多觸頭造型法;緊實力:(20~120)N/cm2;脫模行程:800mm;最大砂胎高度:≤300mm;需要砂量:約40t/h;控制方式:可編程序(PLC);主驅動方式:液壓 ;工作頻率:50Hz;接近開關電壓:24VAC。
2 結構組成
靜壓多觸頭雙工位造型機用于交替生產上、下箱粘土模砂型(見圖1),主要由余砂框、交換車、頂桿起模、多觸頭造型機、輥道、液壓和電控系統幾部分組成。
2.1 余砂框裝置
余砂框裝置主要由余砂框和油缸驅動裝置組成。當交換車運行到此處,扣上砂箱后,油缸將余砂框推到砂箱上面,將砂庫里的砂加滿砂箱和余砂框,有利于觸頭將粘土砂壓實成砂型,最后余砂框在油缸的拉力下,將砂型壓實后多余的砂子刮掉,余砂框復位。
2.2 交換車
交換車主要由上箱交換車、下箱交換車、連接總成、雙出桿油缸傳動裝置。主要功能是將砂箱在加砂工位和多觸頭壓實工位相互交換,當上箱在壓實工位時,下箱先起模,然后再扣空箱、加砂,最后上箱移動到加砂起模工位,下箱移動到壓實工位。
2.3 頂桿起模
頂桿起模主要由四個頂桿、油缸、底座組成。它負責將壓實的砂型與模具脫離,代替人工用天車起模,提高了效率。
2.4 多觸頭造型機
多觸頭造型機主要由頂座、油缸觸頭集成系統、立柱、底座組成。造型機是整套設備的核心部分,根據不同鑄件采用不同的壓力,對砂型進行壓實成型。
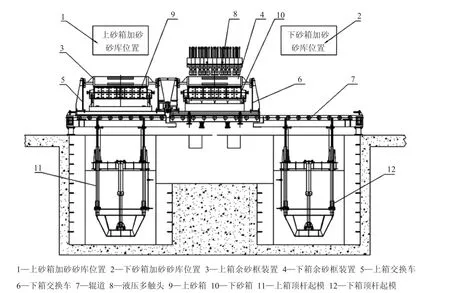
圖1 靜壓多觸頭雙工位造型機結構組成
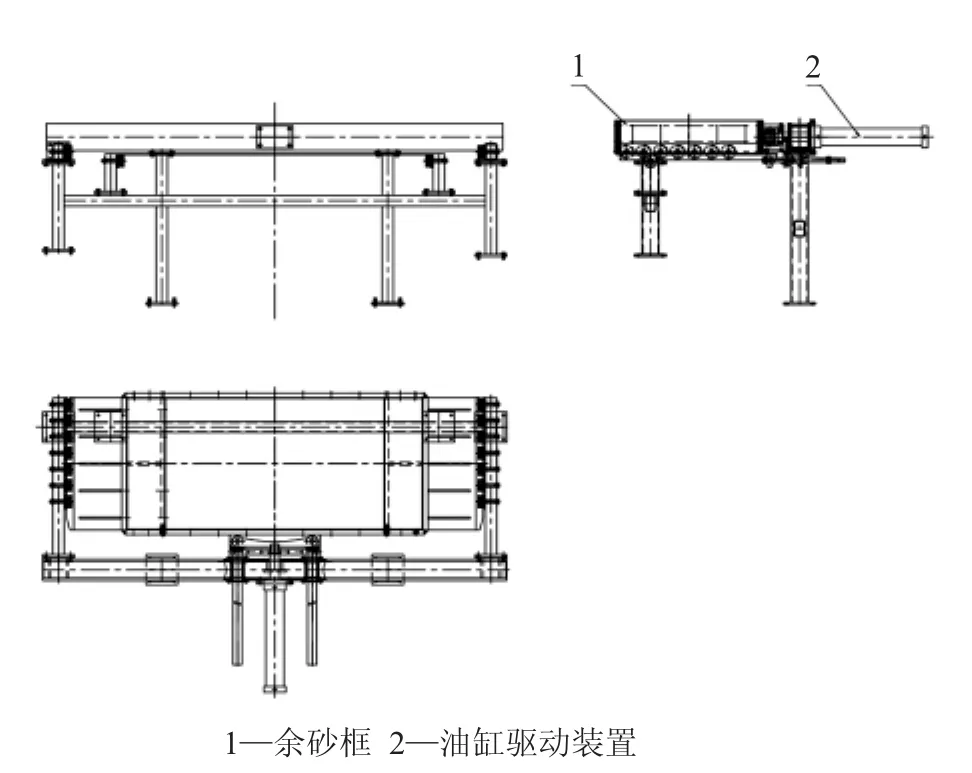
圖2 余砂框裝置
2.5 交換車輥道
交換車輥道主要由導軌、滾輪、擋砂板和支撐等幾部分組成,實現上下箱交換車帶動砂型在輥道上轉運。
該機利用液壓通過壓頭對砂箱內的型砂施加壓力來緊實型砂。其壓力一般為6~8MPa。高壓多觸頭造型機壓頭分割成幾塊可以上下運動的小塊——觸頭 (圖1),通過液壓缸可獲得很大的壓實力。壓實時,各觸頭按其下面的模樣高度(即受壓砂層厚度)施加相應的壓力,使砂型獲得很高的、均勻的緊實度和硬度。可根據不同工件的硬度要求隨時調節系統工作壓力以適用不同工件要求。
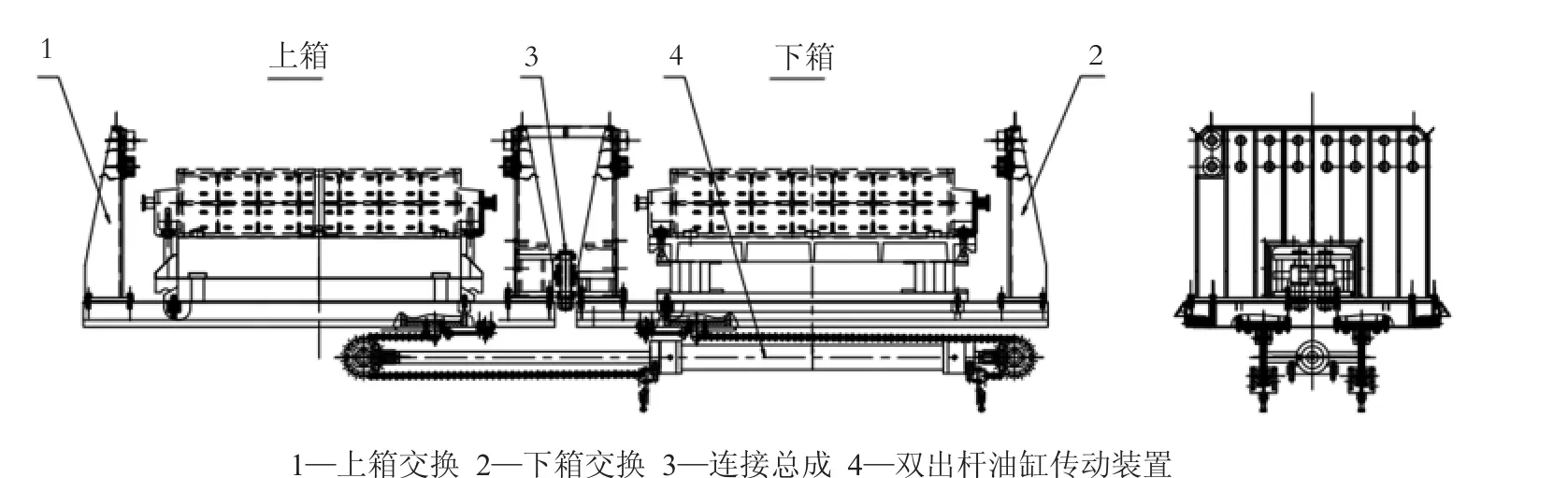
圖3 交換車
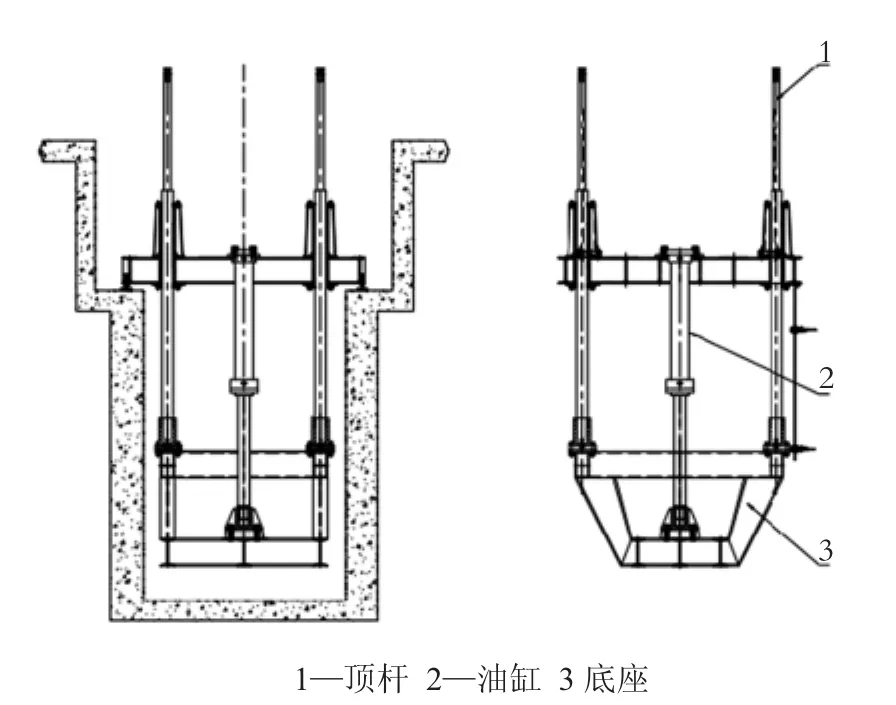
圖4 頂桿起模
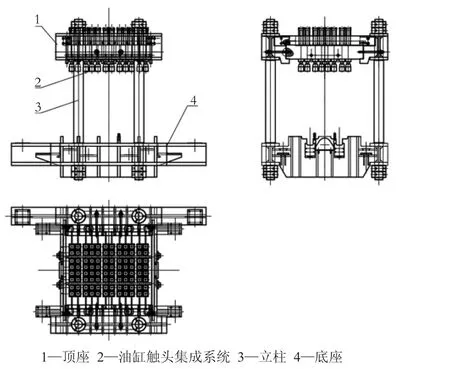
圖5 多觸頭造型機

圖6 交換車輥道
