數(shù)控型腔銑削加工穩(wěn)定性預(yù)測
2019-10-12 01:44:04呂樹杰李郝林
中國機械工程 2019年18期
呂樹杰 李郝林
上海理工大學(xué)機械工程學(xué)院,上海,200093
0 引言
型腔銑削在模具、航空和汽車零部件的加工中占有重要地位[1]。在工藝規(guī)劃階段,需要知道切削狀況,如軸向和徑向切削深度、主軸轉(zhuǎn)速、沿路徑的進給速度等信息以生成數(shù)控加工指令,因此對于給定機床,在工藝規(guī)劃階段正確選擇加工參數(shù)非常重要[2]。除此之外,數(shù)控加工過程中的切削顫振也是一個必需考慮的問題。機床操作者通常采用試切的方式來避免顫振,尋找合適的刀具或最優(yōu)的加工參數(shù),顯然這將降低生產(chǎn)效率,增加生產(chǎn)成本[3-4]。
針對以上問題,本文在工藝規(guī)劃階段預(yù)測數(shù)控銑削加工過程中可能出現(xiàn)的顫振,進而提前修改加工工藝參數(shù),從而避免數(shù)控銑削加工過程中產(chǎn)生的顫振。
文獻[4-5]建立了穩(wěn)定性判別的解析法,但該方法過于簡單,不能預(yù)測小徑向切深狀況下出現(xiàn)的附加不穩(wěn)定區(qū)域(倍周期分岔)。INSPERGER等[6-8]將半離散法(semi-discretization method,SDM)引入銑削加工穩(wěn)定性的預(yù)報,由于此方法適用于小徑向切深等多種工況,引起了其他學(xué)者的關(guān)注。DING等[9-11]對SDM進行改進,提出了用于銑削穩(wěn)定性預(yù)測的完全離散算法、譜方法和數(shù)值積分法。
采用上述算法或試驗[12]可獲得銑削加工顫振的穩(wěn)定性葉瓣圖(stability lobe diagram,SLD)。參照SLD選取無顫振銑削加工工藝參數(shù),可提高加工效率。盡管人們在銑削加工動力學(xué)模型及其穩(wěn)定性方面已展開了廣泛的研究,但其應(yīng)用仍局限于加工路徑是直線的狀況。型腔銑削過程當(dāng)中,當(dāng)銑刀進入拐角區(qū)域或加工路徑是曲線時,由于銑刀刀齒與工件相互嚙合狀況的改變,原有針對刀具-工件嚙合狀況恒定的銑削加工穩(wěn)定性判據(jù)將無法直接使用。為了在型腔加工時也能用SLD進行工藝規(guī)劃,提高生產(chǎn)效率,本文在半離散法對銑削加工穩(wěn)定性預(yù)測的基礎(chǔ)上,將其與型腔銑削路徑引起刀具-工件嚙合狀況變化相結(jié)合,提出了型腔加工時的穩(wěn)定性預(yù)測判定方法,并通過銑削加工試驗驗證了該方法的有效性和實用性。
1 銑削加工動力學(xué)模型
如圖1所示,本文以含有再生效應(yīng)的兩自由度銑削加工動力學(xué)模型為研究對象[6,8]。假設(shè)刀具在X、Y方向是彈性體,于是刀具和工件間相互作用的動力學(xué)方程為

(1)
式中,q(t)為銑刀刀尖在X和Y方向上的動態(tài)位移,q(t)=[x(t)y(t)]T;M、C、K分別為質(zhì)量、阻尼和剛度的矩陣;F(t)為作用在銑刀上的動態(tài)切削力,F(xiàn)(t)=[Fx(t)Fy(t)]T。

圖1 銑削加工力學(xué)模型Fig.1 Mechanical model of milling
考慮刀具螺旋角的影響,加工時X和Y方向上動態(tài)切削力可表示為
(2)
(3)
(4)
式中,N為銑刀齒數(shù);dFjx(t,z)、dFjy(t,z)分別為第j齒在z處X和Y方向的微分力(見圖2);z1(t)、z2(t)分別為螺旋銑刀加工時切入和切出點位置;n為主軸轉(zhuǎn)速;θ為刀具螺旋角;dc為銑刀直徑。

圖2 螺旋銑刀切削力微元Fig.2 Cutting force element with helix angle
微分切向力和微分法向力分別為
(5)
(6)
hj(t,z)=(x(t)-x(t-τ))sinφj(t,z)+
(y(t)-y(t-τ))cosφj(t,z)
(7)
式中,Kt、Kn分別為切向和法向的切削系數(shù);g(φj(t,z))為窗函數(shù);φst、φex分別為切入角和切出角;hj(t,z)為振動引起的動態(tài)切削厚度;τ為時滯項。
依據(jù)上面的分析,可以得到銑削過程的控制方程。接下來分析螺旋角對不同切削區(qū)域的影響。當(dāng)計算切削力時,式(2)中的積分下限z1(t)和積分上限z2(t)可分為5種情況[13]來討論,見圖3。

圖3 刀具切削過程模型示意圖Fig.3 Integral zone classification of milling process
(1)狀態(tài)1。若φst<φj(t,0)<φex,則zj,1=0;若φst<φj(t,w)<φex,則zj,2=w,其中,w為軸向切削深。
(2)狀態(tài)2。若φst<φj(t,0)<φex,則zj,1=0;若φj(t,w)<φst,則zj,2= (φj(t,0)-φst)/kθ,kθ=2tanθ/dc。
(3)狀態(tài)3。若φj(t,0)>φex,則zj,1=(φj(t,0)-φst)/kθ;若φst<φj(t,w)<φex,則zj,2=w。
(4)狀態(tài)4。若φj(t,0)>φex,則zj,1=(φj(t,0)-φex)/kθ;若φj(t,w)<φst,則zj,2=(φj(t,0)-φst)/kθ。
(5)狀態(tài)5。若φj(t,0)>φex且φj(t,w)>φex,則銑刀不在切削狀態(tài)。
2 基于半離散算法的穩(wěn)定性預(yù)測
為了判定銑削加工動力學(xué)方程的穩(wěn)定性,需將銑削動力學(xué)方程變換為狀態(tài)空間方程的形式[7]。通過Cauchy變換,由式(1)可得:

(8)

由于刀齒的周期激勵作用,周期函數(shù)矩陣H(t)以相鄰刀齒間隔τ=T=60/(Nn)為周期。
接下來用半離散法[7-8]來判定式(8)的穩(wěn)定性。第i個離散時間區(qū)間[ti,ti+1]的時間長度Δt=T/k。時滯τ所對應(yīng)的間隔份數(shù)可近似表示為
(9)
于是在一個完整的主軸旋轉(zhuǎn)周期上,可得到一個系統(tǒng)穩(wěn)定性的數(shù)學(xué)表達(dá)式[7]:
(10)
式中,Zk、Z0為系統(tǒng)狀態(tài)向量;Φ為系數(shù)矩陣。
系統(tǒng)的穩(wěn)定性可以通過Floquet理論進行判定:若傳遞矩陣Φ的所有特征值的絕對值小于1,則系統(tǒng)是穩(wěn)定的,否則,系統(tǒng)是不穩(wěn)定的。
3 型腔銑削加工穩(wěn)定性預(yù)測算法
由半離散算法可以生成銑削加工SLD,但在型腔銑削加工的過程中,由于非直線加工路徑的存在,銑刀刀齒與工件從相互接觸到分離時的切入角、切出角將隨加工路徑發(fā)生改變,導(dǎo)致無法直接應(yīng)用SLD來選擇最終的加工參數(shù)。考慮到型腔銑削加工中的這一特點,判定數(shù)控型腔銑削加工過程中的穩(wěn)定性問題的處理方式見圖4。不失一般性,以下將以數(shù)控型腔銑削加工時有代表性的拐角處加工為例進行后續(xù)分析。如圖4所示,首先,根據(jù)刀具-工件沿加工路徑變化的嚙合信息、模態(tài)參數(shù)和主軸轉(zhuǎn)速得到SLD矩陣。銑削加工過程中,切削厚度不變時,銑削加工臨界軸向切深wc將保持恒定;當(dāng)切削路徑為曲線或由于切削厚度變化而導(dǎo)致切入、切出角(如式(6)所示)變化時,對于給定的銑削裝置,可得到一定主軸轉(zhuǎn)速下,隨加工路徑變化的臨界軸向切深矩陣。
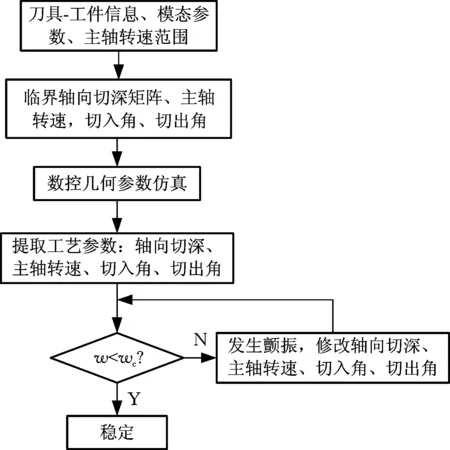
圖4 基于銑削路徑的穩(wěn)定性預(yù)測算法Fig.4 Chatter stability prediction algorithm based on milling path
其次,刀具和工件間的接觸狀況可根據(jù)幾何模型的邊界信息通過計算得到。切入角、切出角以及軸向切深w通過CAM軟件仿真得到。
最后,由銑削顫振穩(wěn)定性預(yù)測算法經(jīng)過計算可得沿路徑變化的臨界軸向切深,然后將其與加工過程選定的軸向切深進行對比。若所選軸向切深大于臨界軸向切深,則發(fā)生顫振;否則,銑削加工過程穩(wěn)定。當(dāng)預(yù)測到加工過程中會有顫振發(fā)生時,可通過預(yù)先調(diào)整加工參數(shù),然后重新計算加工狀態(tài)變化后的加工工藝參數(shù)。再次比較軸向切深和臨界軸向切深,直至采用新的工藝參數(shù)能夠避免顫振的發(fā)生。這樣可避免型腔銑削加工工藝規(guī)劃過程中,由刀具路徑變化引起的刀具工件間嚙合狀況的改變對SLD的重復(fù)計算。
4 銑削加工試驗驗證
4.1 試驗裝置
試驗在沈陽機床廠生產(chǎn)的i5三軸立式加工中心上完成,該機床的最高主軸轉(zhuǎn)速為20 000 r/min。試驗裝置如圖5所示。刀具為2齒整體硬質(zhì)合金螺旋銑刀,直徑為10 mm。刀尖點模態(tài)參數(shù)使用Kistler 9722A2000力錘,通過錘擊法,借助Modalview分析軟件提取得到刀具模態(tài)參數(shù),見表1。測試工件為85 mm×85 mm×60 mm的鋁合金,裝夾在Kistler 9257B壓電式測力平臺上。通過切削實驗測得的切向切削力系數(shù)Ktc=900.8 MPa、法向切削力系數(shù)Krc=456.8 MPa。

圖5 切削試驗裝置Fig.5 Cutting test equipment

表1 刀具的模態(tài)測試參數(shù)Tab.1 Modal parameters of cuttng tool
4.2 型腔銑削加工顫振預(yù)測試驗
由于半離散算法用于直線走刀時的穩(wěn)定性問題文獻[14]已驗證,本節(jié)將對型腔銑削加工拐角處的穩(wěn)定性進行預(yù)測,然后通過試驗進行加工驗證。
銑削過程中是否發(fā)生顫振常通過觀察工件表面是否有振紋,或考察傅里葉變換后切削力的幅值頻譜成分來判斷。宋清華[15]經(jīng)過試驗證明,由于銑削加工過程的復(fù)雜性,通過銑削力頻譜成分判定顫振的發(fā)生不能獲得準(zhǔn)確的結(jié)果。丁燁[16]關(guān)于銑削顫振的試驗也顯示,顫振發(fā)生時的顫振頻率表現(xiàn)不明顯。因此拐角處的顫振試驗主要通過振紋來判定,同時將試驗時的切削力及其頻譜作為參考。
根據(jù)4.1節(jié)測得的試驗參數(shù),得到加工時的顫振穩(wěn)定性圖(圖6)。根據(jù)圖6我們選擇主軸轉(zhuǎn)速為14 000 r/min、17 500 r/min,其他加工工藝參數(shù)均相同。試驗加工路徑如圖7所示。銑刀進入拐角后,刀具的徑向切深將會增加,導(dǎo)致軸向臨界穩(wěn)定切削深度下降。由圖7可知,順銑時,當(dāng)銑刀進入拐角后,徑向切深會增大,導(dǎo)致刀具的切出角逐漸變小。根據(jù)圖7所示的銑削加工走刀路徑和圖8所示的切入角和切出角隨路徑變化的關(guān)系,用穩(wěn)定性算法預(yù)測的結(jié)果如下:①主軸轉(zhuǎn)速為14 000 r/min時,在銑刀通過拐角的過程中,切入角先減小后增大。當(dāng)切入角小于1.78 rad時,臨界軸向切深小于3 mm(圖9),此時銑削加工過程將產(chǎn)生顫振;隨著加工的進行,當(dāng)切入角從最小值逐漸增大并超過1.78 rad時,臨界軸向切深將大于3 mm,此時顫振逐漸消失。因此當(dāng)主軸轉(zhuǎn)速為14 000 r/min時,切削加工在直線走刀處切削穩(wěn)定,在拐角處加工時會有顫振發(fā)生。②主軸轉(zhuǎn)速為17 500 r/min時,由圖9可知,無論切入角如何變化,其臨界軸向切深始終大于3 mm,因此,整個加工過程穩(wěn)定,不會有顫振發(fā)生。

圖6 銑削加工穩(wěn)定性葉瓣圖Fig.6 SLD of milling process
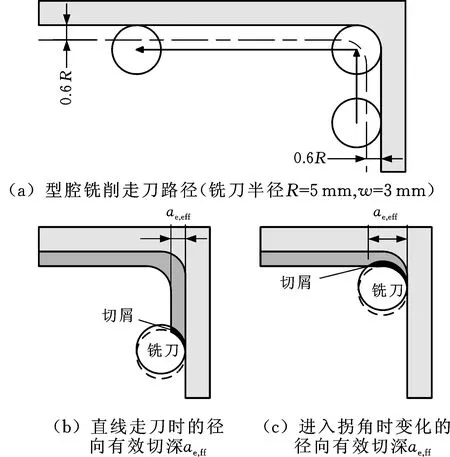
圖7 走刀路徑Fig.7 Tool path

圖8 切入角、切出角隨銑刀進入拐角的行程變化Fig.8 Entry and exit angle variation according to cutter movement into corner

圖9 軸向臨界切深和切入、切出角的關(guān)系Fig.9 The relationship of wc and entry-exit angle

圖10 型腔銑削加工表面和切削力頻譜(主軸轉(zhuǎn)速14 000 r/min,拐角處顫振)Fig.10 Surface of cutting and FFT of cutting force(spindle speed is 14 000 r/min,chatter at cornering section)
采用上述兩組工藝參數(shù)進行銑削加工試驗的結(jié)果如圖10、圖11所示。從圖10a中拐角處的振紋可知,銑刀進入拐角后顫振發(fā)生。圖10b是加工過程測得的時域信號圖,圖10c和圖10d是圖10b中Ⅰ和Ⅱ處的頻譜。顫振部分與直線走刀部分頻譜的不同主要在于,拐角部分X向的切削力頻譜出現(xiàn)主軸旋轉(zhuǎn)頻率的4倍頻933.8 Hz;與直線走刀相比,主軸旋轉(zhuǎn)頻率233.2 Hz的幅值也明顯增大。由圖10b可知,加工過程中X向銑削力并不大;主軸通過頻率及其諧波頻率與主軸系統(tǒng)X方向和Y方向的固有頻率相差較大,因此銑刀通過拐角處時,除了主軸旋轉(zhuǎn)頻率的幅值明顯增大之外,刀齒通過頻率466.7 Hz的2倍頻表現(xiàn)明顯。
圖11為主軸轉(zhuǎn)速為17 500 r/min時的銑削加工表面、時域信號及其頻譜圖。由第3節(jié)算法預(yù)測結(jié)果可知,在整個加工過程中無顫振發(fā)生。圖11a顯示,銑削表面光滑,無顫振發(fā)生,這和預(yù)測結(jié)果相一致。從時域和頻譜圖看,與直線走刀處的頻率成分相比,拐角處X向的頻譜成分中,主軸旋轉(zhuǎn)頻率291.7 Hz有所增大,主軸轉(zhuǎn)速的二倍頻584.7 Hz和三倍頻876.5 Hz均有所增加,但在銑削力的頻譜圖中并沒有激發(fā)出明顯的顫振頻率。
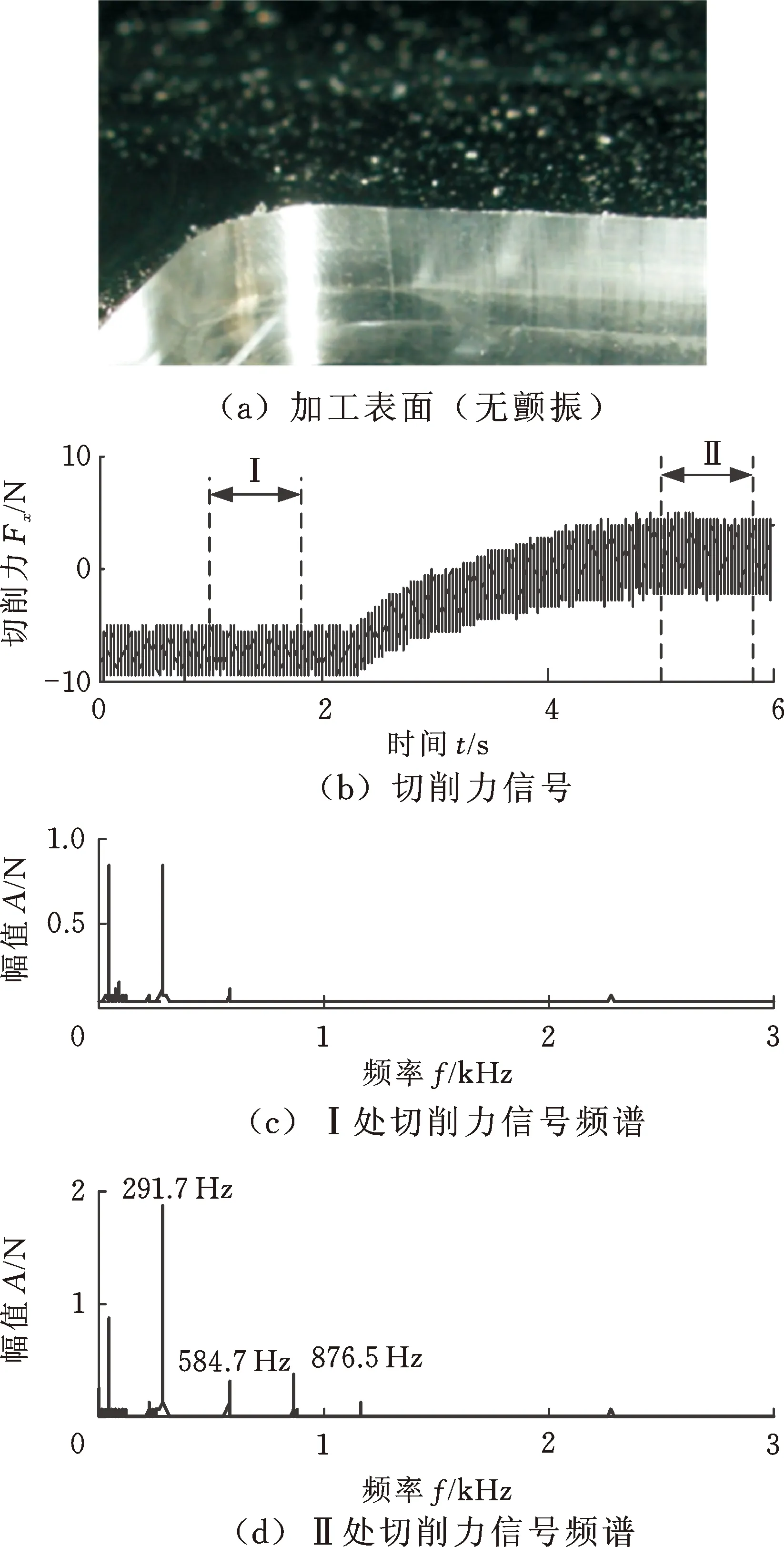
圖11 型腔銑削加工表面和切削力頻譜(主軸轉(zhuǎn)速17 500 r/min,無顫振)Fig.11 Surface of cutting and FFT of cutting force(spindle speed is 17 500 r/min,no chatter at all)
以上2次試驗中,拐角處銑削加工時出現(xiàn)顫振的時間較短,顫振處振紋很淺(圖10a),因此直接通過銑削力的頻譜來判斷顫振的產(chǎn)生比較困難。從試驗結(jié)果來看,在進行銑削加工試驗時,由于加工過程的復(fù)雜性,被加工表面振紋對顫振的判定也起著關(guān)鍵作用。
5 結(jié)論
在利用半離散算法對銑削穩(wěn)定性判定的基礎(chǔ)上,提出了型腔銑削加工時拐角處銑削穩(wěn)定性判定的算法。首先,通過半離散算法得到不同主軸轉(zhuǎn)速下的臨界軸向切深。然后,將由半離散算法獲得的穩(wěn)定性葉瓣圖離散化,獲得一定轉(zhuǎn)速下隨切入角、切出角變化的軸向臨界切深陣列。依加工幾何模型從數(shù)控代碼中提取加工參數(shù),將一定轉(zhuǎn)速下的軸向切深和臨界切深比較。如果從數(shù)控加工代碼中提取的軸向切深大于從臨界軸向切深,則發(fā)生顫振;反之,加工過程穩(wěn)定。本算法的有效性已在型腔銑削加工中經(jīng)過試驗驗證。在更為復(fù)雜的加工路徑中,該方法也可在工藝規(guī)劃時對加工過程中可能產(chǎn)生的顫振進行預(yù)測,然后通過修改加工參數(shù)來避免顫振的產(chǎn)生。
