燃氣調壓器用指揮器性能檢測系統設計
2019-10-22 08:39:52孟祥印馬鈞隆馮一凡
制造業自動化 2019年10期
李 剛,孟祥印,馬鈞隆,馮一凡
LI Gang, MEN Xiang-yin, MA Jun-long, FEN Yi-fan
(西南交通大學 機械工程學院,成都 610031)
0 引言
調壓器是在燃氣輸送和供應系統中,將高壓輸送燃氣調節至所需壓力,保證供氣壓力穩定的重要設備,保證調壓器系統的無泄漏是燃氣安全供應的重要問題之一[1],指揮器對廣泛應用的間接式調壓器的工作性能影響巨大。目前燃氣調壓器用指揮器(以下簡稱指揮器)性能檢測并無對應的國標或行業標準可依。實際生產中,許多廠家均是參考燃氣調壓器的國標,以手動操作和涂抹檢漏液、人眼觀察的方法進行氣密性檢測。該檢測方法效率低、精度低、主觀性強,容易產生誤判,成為生產出廠流程中的瓶頸問題。
本文參考歐洲標準EN334和文獻[2]標準,提出了新型自動化干式檢測方法,設計了基于STM32的燃氣調壓器用指揮器性能檢測系統,以提高指揮器性能檢測效率和精度,實現了檢測過程和結果的可視化。
1 系統設計
1.1 指揮器簡介
指揮器的本質是一個小型調壓器,將較高的進口壓力調至低的出口壓力,并隨著進口壓力或流量變化,能自動調節出口壓力,使之穩定在設定范圍內,其工作原理如圖1所示。指揮器出口壓力通過調節器1與彈簧2來設定,出口壓力P2作用在薄膜3上,與彈簧的設定壓力平衡。指揮器出口壓力P2是隨閥口4變化而變化,當進口壓力P1降低或出口流量增加時,彈簧設定壓力大于出口壓力,閥芯5向下移動,閥口4增加,從而使出口壓力P2增加,使出口壓力恢復到設定值。同理,當出口壓力P1上升或出口流量減小時,工作過程相反。

圖1 指揮器工作原理
1.2 檢測內容
參考歐洲標準EN334與國家標準GB27790—2011《城鎮燃氣調壓器》,并結合指揮器使用需求,其檢測內容包括以下幾項:
1)密封性檢測,包括外密封與內密封。外密封用于檢查指揮器是否向外界漏氣;內密封用于檢測當指揮器出口被關閉后,進口管道中的高壓氣體是否會“泄露”到出口管道中。
2)出口壓力調節檢測,包括最大值、最小值、設定點檢測。主要用于檢測指揮器調節性能是否合格。
1.3 檢測系統方案
系統主要包括了測試工藝單元與檢測控制單元[3]。測試工藝單元包括壓力調節閥、截止閥、壓力變送器、差壓變送器、流量調節閥以及連接管路和附件,如圖2所示。

圖2 測試工藝單元圖
采用電動壓力調節閥與流量調節閥調節測試管路中的壓力與流量,二者控制指令和開度反饋信號均為4~20mA模擬信號。氣路中的截止閥采用帶有回訊器的氣動球閥,利用單電控二位五通電磁閥控制其啟閉,24V DC供電。測試管路中的壓力、流量采集是整個系統的核心,數據采集的精度直接決定了系統的測試精度[5]。系統選用1.0精度等級的壓力變送器和差壓變送器,輸出均為4~20mA模擬信號。
檢測控制單元以STM32為數據采集和控制核心,通過I/O通道和通信接口實現對工藝設備狀態和工藝數據的采集與控制;同時通過串行通信接口實現與上位機的人機交互,如圖3所示。

圖3 檢測控制單元
系統工作過程如下:將被測指揮器接入測試工藝系統,操作員在HMI界面中選擇被測產品規格,以STM32為核心的檢測控制單元啟動并運行測試程序,控制氣路中各個壓力調節閥、截止閥的狀態,并采集管路壓力和差壓數據,依據編寫的檢測算法,得出結論。整個檢測過程和結論數字化、可視化,并以測試報告形式儲存在系統中,測試報告可查詢、打印。
2 系統硬件設計
系統硬件主要包含STM32最小系統、電源模塊、模擬量轉換模塊、數字量隔離模塊,如圖4所示。

圖4 系統硬件組成
2.1 STM32最小系統
采用意法半導體公司STM32F407,工作電壓1.6V~3.6V,該芯片擁有1MB FLASH和192KB SRAM以及豐富的USART、DMA、ADC等資源完全滿足該測控系統的數據采集和控制性能要求[6~8]。STM32最小系統的設計各種資料眾多,在此不再贅述[4]。
2.2 電源模塊
系統采用DC24V開關電源供電,可為氣路中截止閥供電,并采用LM2576S降壓至3.3V為STM32最小系統供電,采用如圖5所示。
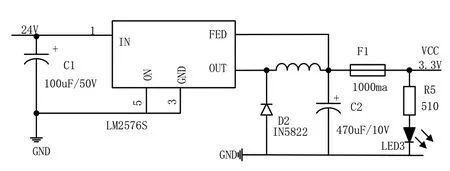
圖5 電源模塊原理
2.3 數字量隔離模塊
電路板設計中,DI/DO隔離電路采用H11A1光耦隔離芯片,不僅保證信號不受干擾,也實現了處理器3.3V信號與截止閥24V電平等級轉換,圖6為3.3V轉24V隔離電路,而24V轉3.3V隔離電路,需將限流電阻R1改為20K。

圖6 數字量隔離模塊
2.4 模擬量轉換模塊
STM32中ADC和DAC只能接收和輸出0~3.3V的電壓信號,需針對4~20mA模擬信號進行I/V和V/I轉換,電路設計如圖7和圖8所示。電路采用LM224工業級集成芯,內部有四個運算放大器。其中,VR1與VR2為可變電阻,VR1用于轉換信號調零,VR2用于量程調節。

圖7 4~20mA轉0~3.3V
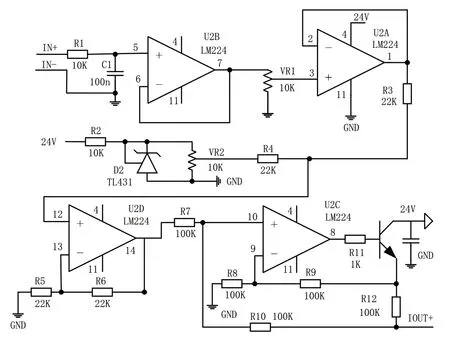
圖8 0~3.3V轉4~20mA
3 系統軟件設計
3.1 檢測流程
基于Keil uvision 5集成環境開發,采用面向硬件開發的C語言進行編程,實現壓力、流量的采集,調節閥的開度控制,開關閥狀態檢測與控制等。
檢測單元程序流程如圖9所示:檢測系統的初始化后,先進行系統自檢,檢查氣路中是否漏氣及各器件能否正常工作,再進行指揮器氣密性測試,當指揮器無泄漏時,進行后續檢測。

圖9 測控單元工作流程
3.2 HMI設計
上位機采用配備鍵盤鼠標的工業串口屏,利用配套的HMIMaker軟件開發HMI界面。主要包含了賬號密碼的登錄界面,被測產品型號、序列號輸入的參數設置界面,報警信息管理的報警界面,以及檢測主界面。其中,主界面用于監測顯示檢測管路中各元器件的狀態,如圖10所示。

圖10 檢測系統主界面
3.3 差壓法密封性檢測
參考EN334:2005《進口壓力不大于100bar的燃氣壓力調節器》中允許泄漏率[9],及壓降的計算公式:

根據指揮器進出口兩承壓腔體積即可反算出在時間t內允許的壓降:

圖11所示為差壓法密封性檢測原理,P1、P2為進出口壓力變送器,PT1進出口差壓變送器。差壓變送器讀數為H端壓力與L端壓力之差。

圖11 差壓法密封性檢測原理
密封性檢測時,關閉進出口的兩個截止閥SV101和SV202,待系統穩定后,關閉差壓表啟用截止閥SV102。指揮器密封性檢測前已進行系統自身氣密性自檢,故關閉SV102后,差壓表PT1的H端端壓力不變。若發生泄露,無論內漏或外漏均會造成PT1的L端降低;對比允許壓降ΔP,可得密封性結論。
4 試驗與結論
選用10個指揮器、3名檢測人員對該測試平臺進行了“雙R試驗”(Repeat、Reappearance),每名檢測人員對每個被檢產品進行3次檢測,試驗結果表明,該檢測系統復現性良好。
然后對此10個指揮器進行自動測試和人工傳統測試的對比試驗,試驗結果如表1所示。氣密性檢測時人工噴灑檢漏液,肉眼判斷,并后期干燥,故密封性檢測耗時不同。結果顯示,人工檢測10個樣品均合格,而自動檢測顯示有2個樣品不合格,存在外泄漏。由于結論不一致,故采用犧牲效率的壓降觀察法進行復檢。經保壓8小時后觀察壓降發現,數字化自動檢測出的2個樣品確實存在微小泄漏,證明了該平臺的高準確性。
5 結語
根據燃氣調壓器用指揮器的檢測要求,本文設計出的指揮器檢測系統,實現了指揮器性能的快速準確檢測。采用差壓法實現了指揮器密封性的快速、精確檢測,相比傳統的人工涂抹檢漏液和浸水的濕式泄漏檢測方法,本檢測系統省去了人工檢測后產品去水、干燥的環節。并可提供數字化、可視化的測試過程和結論,現已用于實際生產。

表1 人工檢測與自動檢測對比表
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
