干式拋丸與濕式拋丸對鋼板除鱗表面的影響①
2019-10-22 10:45:26郭瑞周存龍王強李治丹
冶金設備 2019年4期
關鍵詞:方向
郭瑞 周存龍 王強李治丹
(1:太原科技大學交通與物流學院 山西太原 030024; 2:太原科技大學山西省冶金設備設計理論與技術省部共建國家重點實驗室培育基地 山西太原 030024)
1 前言
金屬在熱軋過程中會形成致密的氧化鐵皮,俗稱“鱗皮”。氧化鐵皮的存在會影響后續的工藝加工,以冷軋為例,鱗皮的存在會在冷軋制時損傷軋輥,同時脫落的鱗皮顆粒會在軋制時嵌入基體而影響冷軋成品帶鋼的質量,甚至造成廢品。此外,氧化鐵皮還會對工業生產造成巨大的損失和浪費[1]。因此如何消除氧化鐵皮也顯的尤為重要。國內外普遍使用酸洗除鱗技術去除氧化鐵皮[2],這種方法雖然效率較高,但會對環境造成巨大的危害,不符合節能環保。目前國內外有很多方法替代酸洗除鱗技術,如高壓水射流噴砂法、鐵粒摩擦除銹法、表面SCS清理技術、拋丸除鱗等[3,4]。這些除鱗技術雖然不會對環境造成威脅,但是除鱗效率并未得到很大的提升。而近年來出現的磨料水射流除鱗技術技術,又稱綠色表面清潔技術,在效率、產品質量及應用范圍上獲得了很大突破,該技術將會取代傳統的除鱗成為主流技術[5-7]。
EPS技術是美國TMW公司在2007年6月研制開發的一種新型綠色除鱗技術,也可稱為拋漿除鱗技術,它的原理是將水和砂子混合進入到渦輪機內,隨高速旋轉的葉輪葉片拋射到金屬表面,在去除氧化鐵皮的同時又能改善鋼板表面質量,在除鱗方面具有很大潛力[8]。由于對拋丸除鱗工件表面的沖蝕特性知之甚少,導致拋丸除鱗的工藝參數大多依靠經驗進行設定,造成除鱗不徹底或者除鱗過度損壞鋼板基體,使得我國大大規模除鱗生產技術在國際競爭中處于被動。
因此,需要進一步研究分析拋丸技術對鋼板表面的沖蝕機理,并進行拋漿實驗驗證,為拋漿除鱗相關工藝參數的設定以及拋漿裝置的優化提供技術支持,提升國內除鱗技術的競爭力。
2 材料與方法
本文中的拋丸實驗在自制的組合式磨料漿射流除鱗設備上完成,利用拋漿機部分進行干式拋丸和濕式拋丸除鱗。實驗材料選用Q235熱軋鋼板,試樣大小為400mm×150mm。鋼板經過濕式拋丸除鱗實驗后,及時用酒精擦拭其除鱗區域并吹干,防止裸露的金屬再次被氧化。
采用掃描電鏡對除鱗前后的鋼板表面形貌進行觀察,并進行氧含量能譜分析,用來分析除鱗除凈率。采用IXRD殘余應力測試儀對除鱗前后鋼板表面的殘余應力進行測量,從而判斷除鱗后的鋼板表面質量。
3 結果與討論
3.1 干式拋丸與濕式拋丸除鱗效果對比
3.1.1 能譜分析
熱軋鋼板除鱗前表面有氧化鐵皮,氧元素含量較高,經過除鱗處理后氧化鐵皮被去除,則氧元素含量較低。為了分析不同拋丸方式的除鱗效果,采用掃描電鏡對除鱗前后的鋼板表面形貌進行了觀察,對除鱗前后鋼板表面進行了能譜分析,如圖1所示。
由圖1(a)可以觀察到,除鱗前鋼板表面有一層致密的氧化層,還附著有許多雜質顆粒,能譜圖1(b)顯示鋼板表面有氧峰值且氧含量較高,占總元素含量的27.9%。經過拋丸除鱗后,鋼板表面的氧化鐵皮被去除,并且出現了許多丸粒沖蝕形成的凹坑,見圖1(c)、圖1(e)。通過能譜分析可以發現,經過干式拋丸和濕式拋丸兩種方式除鱗后,鋼板表面均沒有氧峰值,其氧含量分別為干式拋丸4.1%(見圖1(d)),濕式拋丸2.0%(見圖1(f)),故兩種方式均能有效去除鋼板表面的氧化鐵皮。
為了進一步分析比較干式拋丸和濕式拋丸除鱗效率的差異,在鋼板除鱗區域沿工件長度方向均勻選擇10個點進行氧含量進行能譜分析,實驗參數如表1所示。
圖2所示為除鱗前后鋼板表面的氧含量測量值,從圖中可以看出,在不同鋼丸粒徑下,經過干式拋丸和濕式拋丸除鱗后鋼板表面的氧元素含量均明顯減少。其中,干式拋丸除鱗后,至少有一半以上的點區域氧含量與除鱗前的氧含量保持一致,為20%~35%。而濕式拋丸除鱗后鋼板表面氧元素含量基本保持在2.5%~15%左右。干式拋丸和濕式拋丸除鱗方式都是通過鋼丸的高速沖擊作用去除鋼板表面的氧化鐵皮,氧化鐵皮在鋼丸的沖擊作用下會產生裂紋等缺陷,由于濕式拋丸方式中,水會滲透到這些孔縫或者裂紋中形成“水楔”,所以在相同工況下,水楔作用導致初始側向裂縫沿原來的方向進一步擴展,使得氧化鐵皮的去除能力更強。因此,采用濕式拋丸方式進行除鱗效率更高。
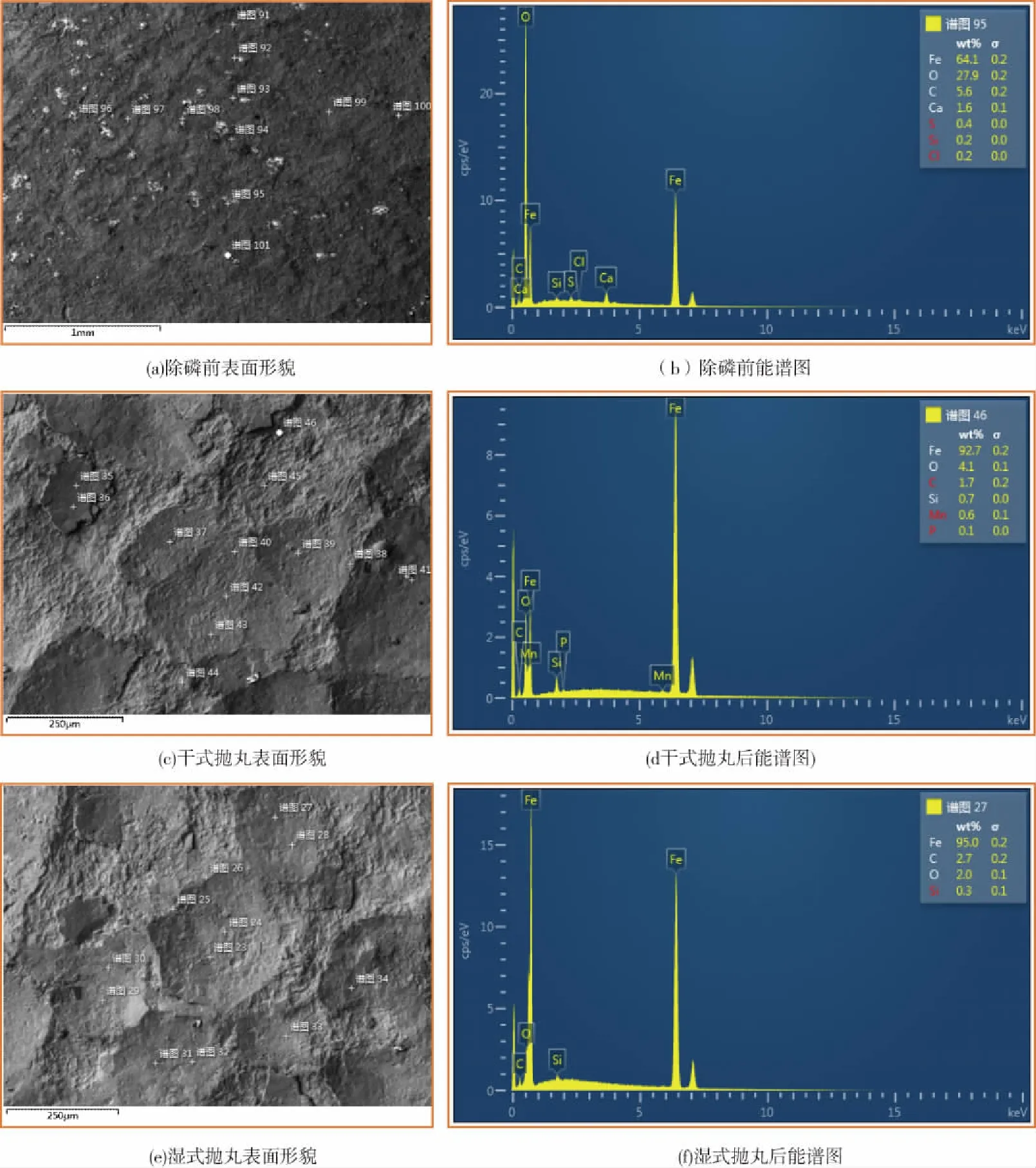
圖1 除鱗前后鋼板表面能譜分析
表1 拋丸器工藝參數

參數方式 時間(s)拋丸量(L)水量(L)葉片轉速(r/min)拋射距離(mm)拋丸30502900340拋漿30552900340
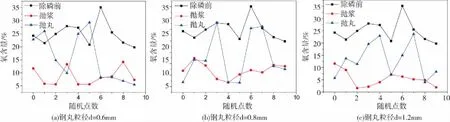
圖2 不同粒徑下沿鋼板表面10點的氧含量值
3.1.2 殘余應力分析
在除鱗過程中,鋼板表面會持續受到鋼丸和水的巨大沖擊力,導致鋼板基體發生變形并產生殘余應力,從而影響鋼板的質量。為研究不同拋丸方式對鋼板表面殘余應力的影響,采用IXRD殘余應力測試儀對鋼板表面殘余應力進行測量,鋼板殘余應力分布曲線如圖3所示。
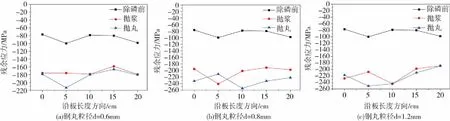
圖3 不同粒徑下沿鋼板表面的殘余應力值
從圖3可以看出,除鱗前鋼板表面的殘余應力值范圍在60~110MPa之間,經過干式拋丸和濕式拋丸除鱗后,鋼板表面的殘余應力值均明顯提高,殘余應力值范圍在150~260MPa之間。由于在干式拋丸和濕式拋丸除鱗過程中,鋼丸介質經過高速旋轉的分丸輪和葉片后獲得很大的動能,對鋼板產生很大的沖擊,從而引入了殘余壓應力。同時,隨著鋼丸粒徑的增大,除鱗后鋼板表面的殘余應力值也增大。鋼丸粒徑相同時,經過干式拋丸除鱗后鋼板表面殘余應力值要大于經過濕式拋丸除鱗鋼板,該現象說明當拋射的介質由單一鋼丸變為水和鋼丸的混合物時,水主要產生了兩方面的作用:1)產生的“水楔”作用會加速剝離鋼板表面的氧化鐵皮;2)水與鋼丸的結合會增大除鱗介質與鋼板表面的接觸面積,從而一定程度上降低了鋼板基體的局部壓力。因此經過濕式拋丸除鱗后的鋼板表面殘余應力要小于干式拋丸,濕式拋丸除鱗后鋼板表面質量優于干式拋丸。
3.2 濕式拋丸除鱗的殘余應力影響
水與鋼丸混合經過高速旋轉的葉輪后,獲得很大動能并高速沖擊鋼板表面,因此在除鱗過程中一定程度上會引入殘余壓應力,殘余壓應力作用于鋼板基體裂紋兩側時,可以使裂紋閉合并阻止裂紋的擴張,這有助于鋼板表面的強化作用。當殘余壓應力超過鋼板的屈服極限時,會使鋼板產生塑性變形,進而影響鋼板的質量。因此,為了滿足后續加工的要求,要避免鋼板發生塑性變形即盡量減小鋼板表面的殘余壓應力。
在濕式拋丸除鱗過程中,有很多因素會影響鋼板表面的殘余壓應力,其中拋射距離、拋射時間和鋼丸粒徑對殘余壓應力的影響尤為重要。
3.2.1 拋射距離的影響
選取鋼丸粒徑為1.0mm,拋射距離分別為380mm、340mm、300mm,其余參數設置見表1。在鋼板長度方向選取25個點,寬度方向選取10個點進行殘余壓應力測量,如圖4所示。
從圖4可以看出,除鱗之前鋼板的殘余應力范圍在50~100MPa之間。除鱗后鋼板沿長度方向和寬度方向的殘余壓應力都發生了明顯變化,殘余壓應力范圍在100~250MPa之間,說明鋼板在除鱗過程中受到了很大的壓應力。隨著拋丸器到鋼板表面的距離的不斷減小,殘余應力逐漸變大。這是由于隨著拋射距離增大,水與鋼丸的速度會急劇衰減,動能也急劇減小,因此對鋼板的沖擊力也逐漸減小。由圖4(b)可知,在鋼板長度方向殘余應力隨著橫坐標的增加呈現逐漸增大的趨勢,且在拋丸器出口正下方達到了最大值,但從4(c)可以看出,殘余壓應力在鋼板寬度方向沒有明顯的變化趨勢,幾乎保持在一條水平線上。這是由于25點處為拋丸器出口正下方,拋射距離較近,而在0點除,距離拋射器出口最遠,所以沖擊力最小,產生的殘余壓應力最小。
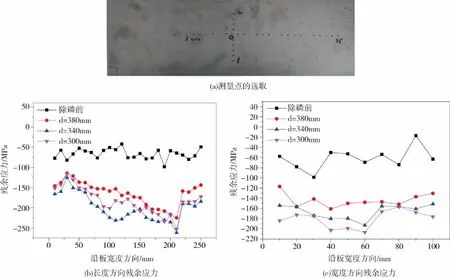
圖4 不同拋射距離沿鋼板各方向的表面殘余壓應力分布
3.2.2 拋射時間的影響
選取的鋼丸粒徑1.0mm,拋射時間分別為20s、30s、40s,其余參數設置見表1。在鋼板長度方向選取25個點,寬度方向選取10個點進行殘余壓應力測量,如圖5所示。
由圖5可知,在長度方向和寬度方向,鋼板表面的殘余應力均隨著拋丸時間的增加逐漸增大,這是由于隨著拋射時間的增加,鋼板表面的拋丸量和拋丸次數逐漸增大,除鱗區域所受的打擊次數也增加,因此鋼板的殘余應力會逐漸增大。同時,殘余應力在鋼板長度方向隨著橫坐標的增加而呈現逐漸增大的趨勢,即隨著距拋丸器出口距離的減小而增加,在拋丸器出口處正下方殘余壓應力值達到最大。但鋼板在寬度方向,殘余應力并沒有隨著橫坐標的增加而變化。綜合考慮除鱗效率和鋼板表面質量,則本工況實驗中針對Q235鋼選取的最佳拋射時間為20s。
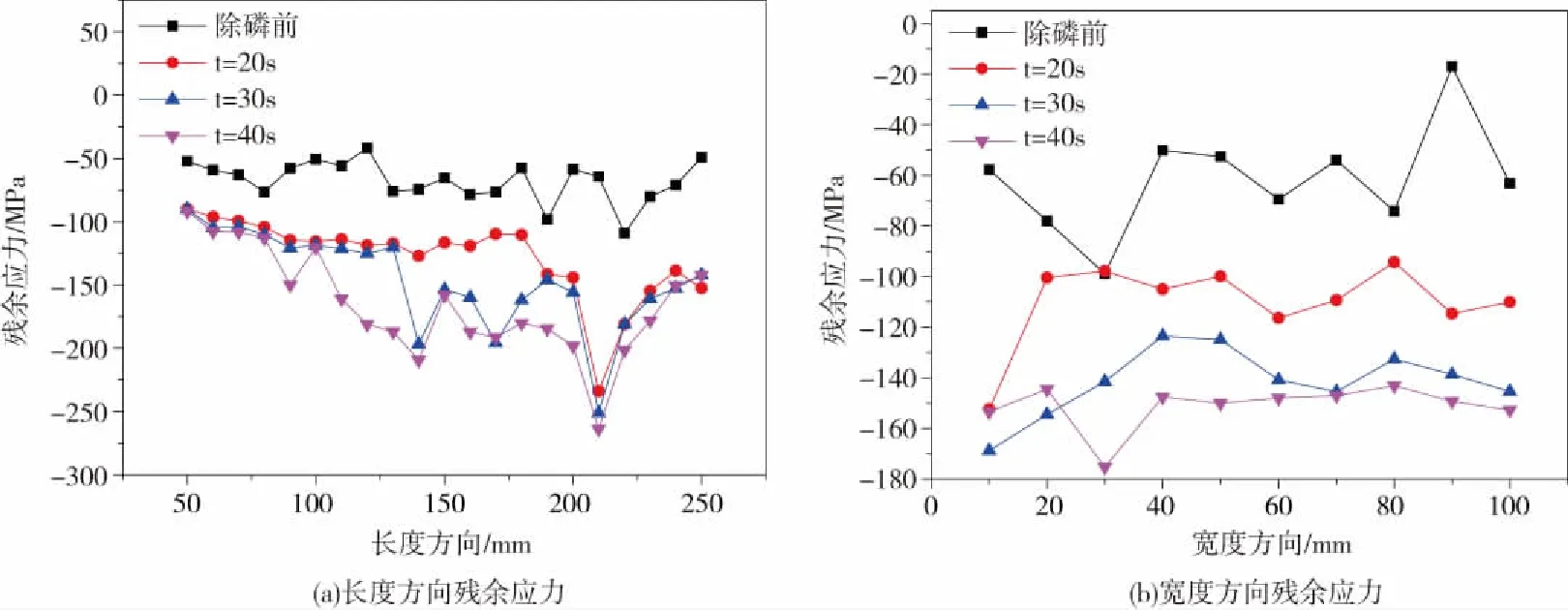
圖5 不同拋射時間沿鋼板各方向的表面殘余壓應力分布
3.2.3 鋼丸粒徑的影響
實驗選取的鋼丸粒徑分別1.0mm、1.2mm、1.4mm,其余參數設置見表1。在鋼板長度方向選取25個點,寬度方向選取10個點進行殘余壓應力測量,如圖6所示。
從圖6可以看出,除鱗之后在鋼板的長度方向和寬度方向,表面殘余應力都發生了明顯變化,殘余應力值范圍在100~250MPa之間。從圖6(a)可知,在長度方向鋼板表面的殘余壓應力隨著鋼丸粒徑的增加而增大,這是由于鋼丸粒徑越大則其所攜帶的動能也越大,單位時間內鋼板承受的壓力就越大,從而導致鋼板表面的殘余應力逐漸增大。當鋼丸粒徑從1.0mm增大到1.2mm時,鋼板表面殘余壓應力增幅較小,當繼續增大到1.4mm時,鋼板表面殘余壓應力有明顯增大。因此在滿足除鱗效果的情況下,可以選用較小的鋼丸粒徑來降低鋼板表面殘余壓應力,從而提高鋼板表面質量,以滿足后續加工條件。
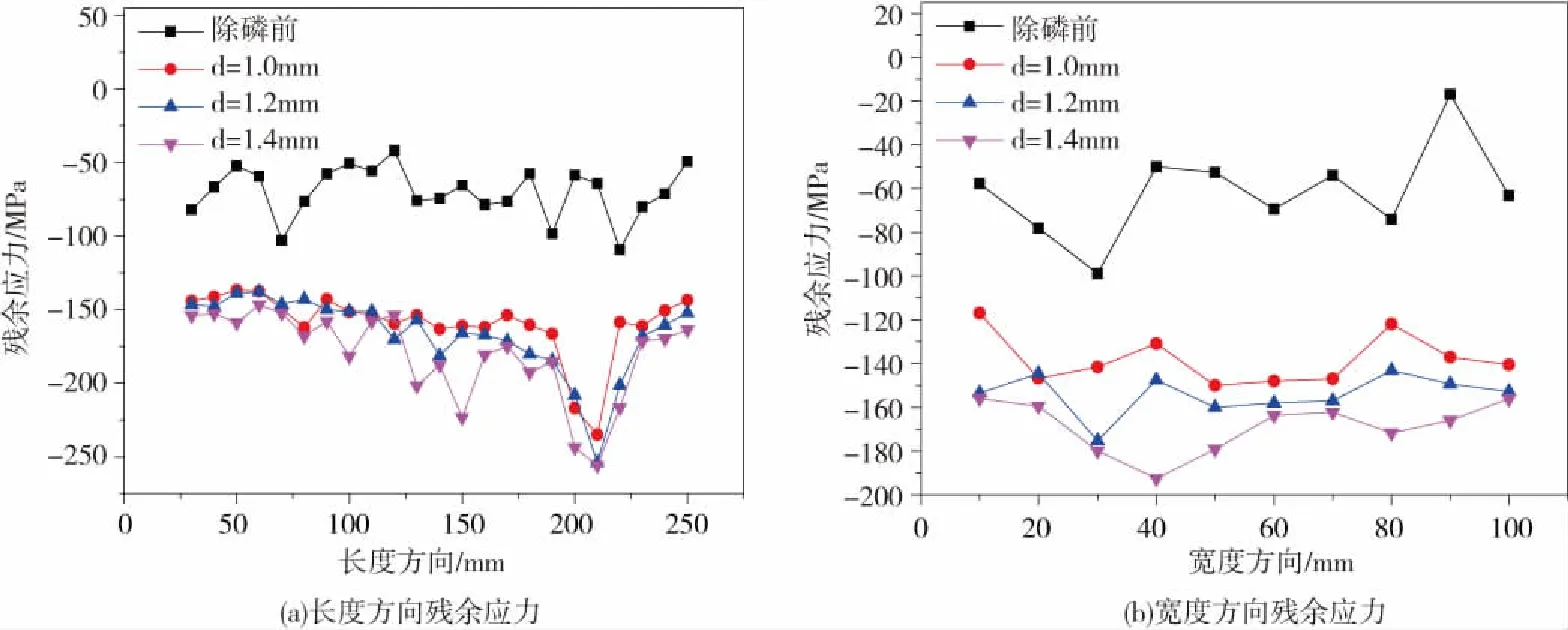
圖6 不同鋼丸粒徑沿鋼板各方向的表面殘余壓應力分布
4 結論
通過比較式拋丸和濕式拋丸兩種方式的除鱗效果,得出以下結論:
(1)對除鱗前后的鋼板表面進行能譜分析,除鱗前鋼板表面有氧化鐵皮,氧含量為30%左右,除鱗后鋼板表面氧含量可降低到2%~4%,兩種方式均能有效去除鋼板表面氧化鐵皮。
(2)濕式拋丸比干式拋丸除鱗后鋼板表面殘余應力值小,鋼板表面質量較高。
(3)在濕式拋丸除鱗中,在保證除鱗效果的前提下,通過增大拋射距離、縮短拋射時間、減小鋼丸粒徑可以有效降低鋼板表面殘余應力。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50