某鋼廠煉鋼車間鋼水包挖補修復技術
2019-10-22 11:21:12李松海苑鴻成
冶金設備 2019年3期
陶 銀 李松海 苑鴻成
(上海寶冶工程技術有限公司 上海 200941)
1 前言
挖補修復就是將工件的局部區域嚴重燒傷或者變形失效等缺陷全部清除掉,在采取無損檢測、金相檢驗后得出變形區域外側材質未發生劣化的情況下,選取挖補工藝進行修復。受現場條件和環境限制,挖補焊接有很大的難度,選擇適宜焊接工藝滿足規程相關條款要求是關鍵[1]。該工藝的特點是:能在較短的時間內,用較低的修復成本,使設備恢復正常工作。本文通過對某鋼廠一臺鋼水包在生產使用過程中,發生熔損,造成設備大面積的損傷,采用挖補工藝進行修復,對挖補修復工藝的流程及要點進行了闡述。
2 缺陷原因現場檢驗與分析
根據現場檢驗結果分析判斷,造成該鋼水包熔損缺陷的直接原因:由于內部耐材損壞失效,導致鋼水穿過耐材燒傷本體,造成鋼水流出滲漏至包體外側,造成外側本體燒傷損壞。經過對熔損部位及其周邊進行無損檢測、金相等檢測除燒傷部位外,其他區域母材未發現材質劣化現象。
受現場空間和生產環境的限制,現場進行挖補修復有很大的難度,尤其是鋼包已經使用了很多爐次,一旦從筒體燒損一側切割開后,筒體圓周方向容易產生變形,而且焊接過程中產生的變形及應力也必須采取措施進行控制。
3 挖補前加固處理
根據檢測結果,確定挖補范圍,以耳軸為中心,寬1600mm,高度從包體頂部向下2800mm。對應修補塊尺寸,材質、厚度和挖除區域要一致。
并且為防止切割后筒體發生變形,切割前需在筒體內部用臨時工裝進行支撐固定。具體如圖1所示。
在鋼包頂部即包口及包口法蘭部位設計防止包殼或包體變形的“T型”鋼性拘束架,另外在耳軸挖補側加兩個拘束桿,拘束桿受力點設置在鋼包包口法蘭部位。鋼性拘束架的固定工作須在切割受損的包殼施工前完成。
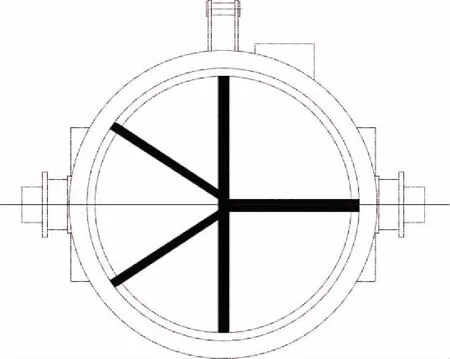
圖1 工裝示意圖
4 挖補修復工藝
4.1 挖除缺陷部位
采用氧乙炔切割挖除熔損部位(如圖2),注意切割形狀,以利于后續開坡口、焊接。
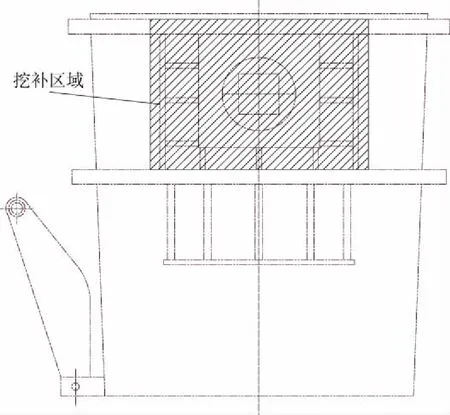
圖2 挖補范圍示意圖
4.2補板及焊接材料選定
4.2.1 補板選材
根據圖紙和業主確認,鋼包筒體材質為20g、板厚為40mm,選擇補板原則上應與筒體板同材質同板厚的板材。拼裝前對筒體及耳軸材料進行無損檢測,未發現缺陷。
4.2.2 焊接材料
選用最佳的焊接材料,首先要遵循等強度的原則。所謂等強度一般應理解為焊接接頭強度性能不低于母材標準規定的下限值[2]。按照筒體板的材質,選擇對應的焊條為E5015(J507),直徑φ4/φ5。要求焊條在焊前作烘干處理,烘干箱溫度設置為350℃,溫度達到設置溫度后,保溫2小時,使用時置于100℃焊條筒保溫,現場隨取隨用。
4.3 坡口制作
坡口制備是保證焊縫良好熔合與熔透性的關鍵工序,根據焊接部位確定焊縫坡口形式是修復工藝的重要內容。坡口形式根據焊縫形式與板厚尺寸確定。
一般板厚≤4mm,對接焊縫可不制備坡口,在板厚≥5mm為保證焊縫熔透性,要制備坡口,由于焊接修復施工容易受到坡口加工、焊接位置等條件的限制,較多采用V形坡口形式。本次修復,板厚為40mm,需要進行雙面焊,因此采用雙面V型坡口,坡口角度按圖3進行加工。
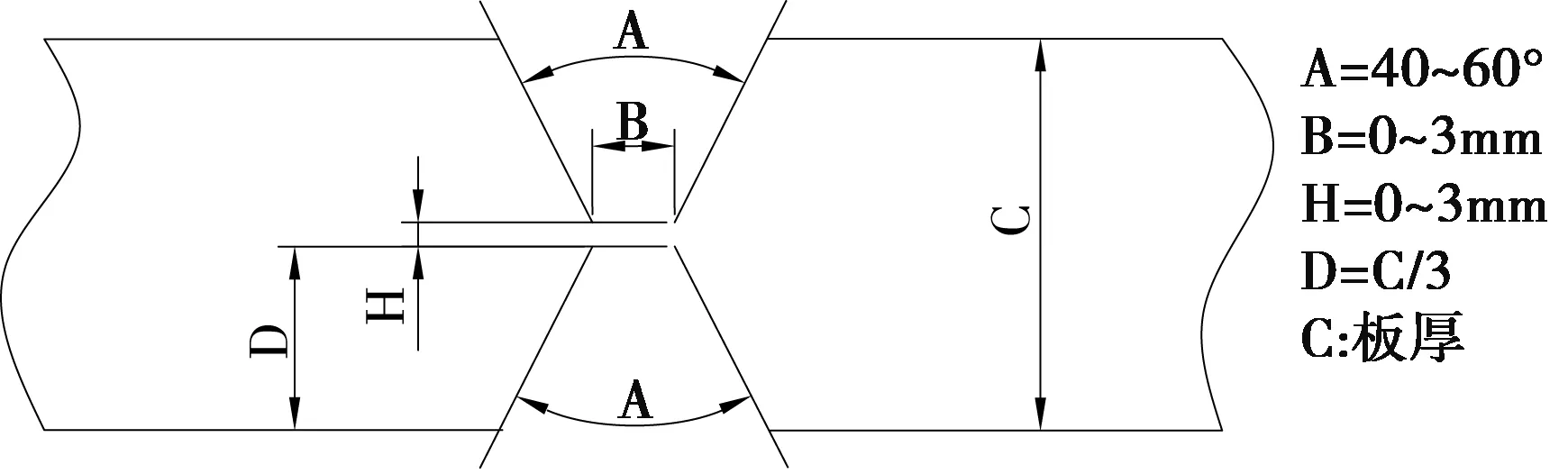
圖3 坡口示意圖
4.4拼裝及矯正
將補板拼入挖除區域,并對錯邊部位進行火焰和機械校正,至拼裝錯邊量達到要求(錯邊≤3mm)。在修復前對拼裝部位進行矯正,采用加熱矯正、機械施力矯正及兩種方法結合運用。
采用火焰加熱矯正方法,加熱溫度在600~800℃,同一加熱位置加熱次數不應超過兩次。焊件熱狀態矯正,一般不得在藍脆溫度(250~500℃)進行,冷狀態矯正不得在環境溫度低于-12℃進行。
4.5焊前清理
清理時用清洗液、鋼絲刷將焊縫及兩側各50mm范圍內的著色液、油銹及附著雜質等清理干凈。用砂輪機將焊接坡口處的氣刨或切割影響層打磨去除。
4.6焊接
4.6.1 焊接順序
先焊接縱縫、再焊接橫縫,先焊外面、再焊里面,先焊坡口內圈、再焊坡口外圈,兩人一組同時對稱焊接。
4.6.2 焊接采用直流反接,操作方法采用分段退焊法。
4.6.3 預熱、道間溫度要求
焊接接頭預熱過程中各部位加熱時應均勻進行[3]。對待焊部位進行預熱,預熱時的加熱區域應在焊接坡口兩側,寬度為焊件施焊處厚度2倍以上,且不小于100mm。預熱溫度100~150℃。
最低層間溫度是指在焊接過程中,任何施焊時刻其施焊部位必須達到的溫度,另外,對于長焊縫,天氣寒冷等導致熱量容易散失的情況,必須隨時加熱,以保持施焊部位滿足最低道間溫度的要求[3]。本次施焊道間溫度不小于預熱溫度,采用紅外測溫儀現場測溫。
4.6.4 焊接規范
打底層、蓋面層采取Φ4焊條,焊接電流控制在120A~150A左右;中間焊層采取Φ5焊條進行焊接,焊接電流控制在160A~200A左右。層間采用多層多道焊接,道間采用錘擊工藝。背面焊時,必須清根后焊接。焊接至表面層時注意應與母材圓滑過渡。
4.6.5 焊接檢查
所有焊縫外形均勻、成形良好。焊道與焊道、焊道與基本金屬間過渡平滑,焊渣與飛濺清除干凈。所有焊縫均不得存有裂紋、燒穿、熔合不良等缺陷,所有對接焊縫按NB/T47013-2015標準進行UT檢測,I級合格。對于不合格的焊縫要及時進行處理、返修。
4.7 焊后消應力處理
焊接完成后為了改善焊接區的性能和消除焊接殘余應力等有害影響,對焊縫部位進行熱處理。根據材質和厚度選擇合適的熱處理工藝,具體工藝見圖4所示。
采用DWK-A型-360kW熱處理機對焊縫進行加熱,根據工藝要求,加熱速度控制在80℃以內,加熱至恒溫溫度580℃,保持恒溫150min,冷卻速度控制在50℃以內,緩冷至300℃后,進行空冷。熱處理加熱范圍,每側不應小于焊縫寬度的3倍,加熱區以外100mm范圍內采用硅酸鋁纖維氈進行保溫。
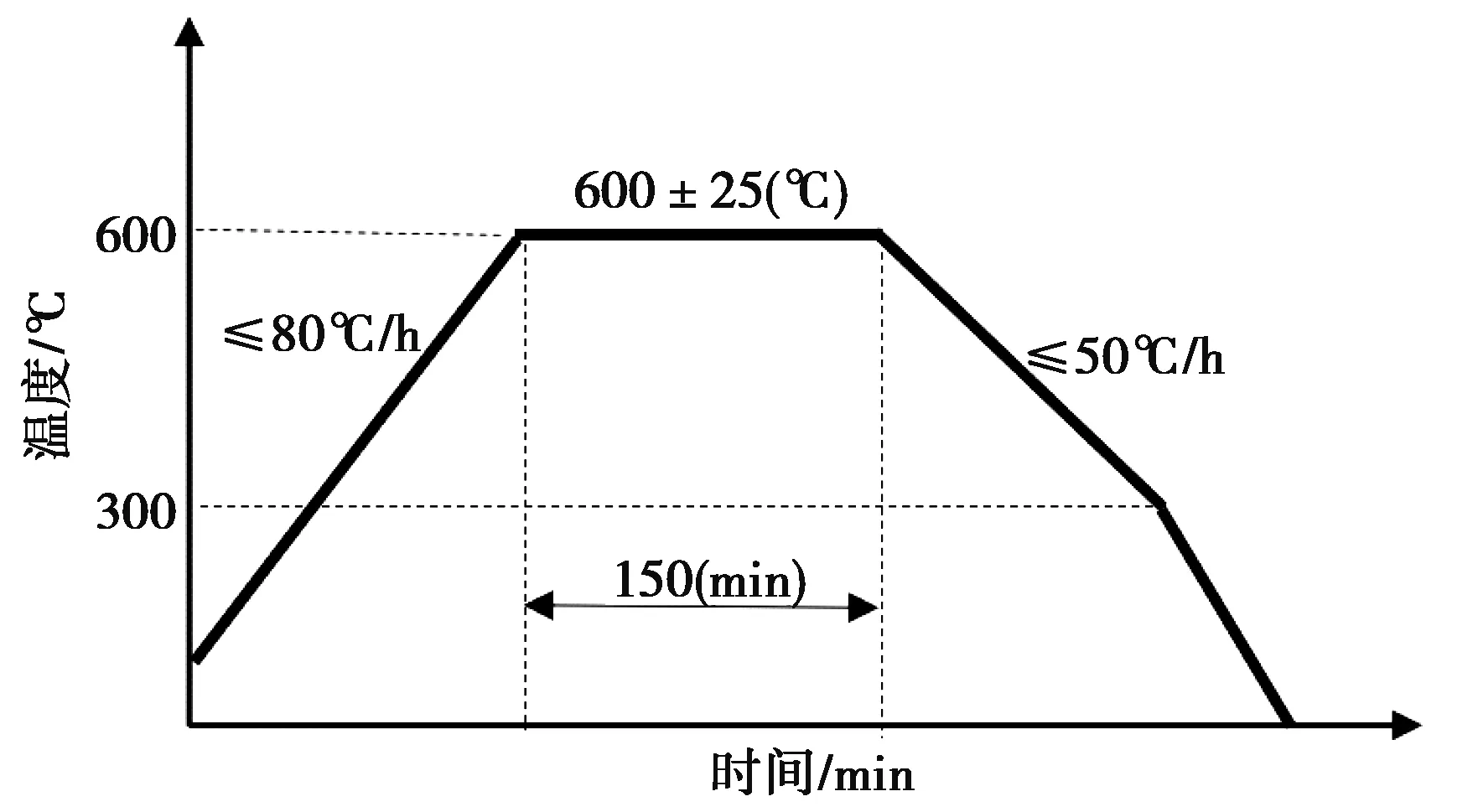
圖4 焊后熱處理工藝曲線圖
5 結論
通過采用以上挖補工藝對該鋼包進行修復,恢復了該設備的正常使用。對于鋼包等盛裝熔融金屬的大型設備,由于在現場長期高載荷運轉,使用環境惡劣,有些部位難免會出現熔損、開裂等失效現象,影響到安全使用。采用挖補工藝進行修復是非常必要的手段,如果挖補修理都不能保證恢復其正常使用,那么該設備只能報廢處理。因此挖補修復工藝的正確制定及嚴格執行是決定設備能否正常運行及恢復使用壽命的關鍵因素。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
