激光熔覆在邯鋼中的應(yīng)用
2019-10-22 11:21:14姚建新
冶金設(shè)備 2019年3期
姚建新
(邯鋼設(shè)備運(yùn)行保障公司 河北邯鄲 056015)
1 前言
隨著冶金設(shè)備大型化、自動(dòng)化程度的提高,對(duì)設(shè)備運(yùn)行精度和連續(xù)作業(yè)時(shí)間的要求明顯提高,因此對(duì)設(shè)備修復(fù)技術(shù)的精準(zhǔn)性和供貨及時(shí)性提出了更高的要求。邯鋼熱軋、冷軋生產(chǎn)線由西馬克等國(guó)際著名公司設(shè)計(jì)、制造,具備國(guó)際一流的裝備水平,是邯鋼高效率出產(chǎn)高質(zhì)量汽車板的重要保障。由于該設(shè)備運(yùn)行精度要求較高,對(duì)備件的尺寸精度、設(shè)備的裝配精度和維修保養(yǎng)精度提出了更高的要求,同時(shí)需要更為先進(jìn)的修復(fù)技術(shù)才能保證修復(fù)精度和使用效果。2015年邯鋼引進(jìn)激光熔覆技術(shù),并采用該技術(shù)成功實(shí)施了邯寶熱軋廠軋機(jī)牌坊在線修復(fù);2017年將該技術(shù)應(yīng)用于大型軋鋼廠BD軋輥輥型修復(fù)、能源中心進(jìn)口空壓機(jī)葉輪修復(fù),連鑄連軋廠軋機(jī)牌坊修復(fù)等,為邯鋼解決了設(shè)備修復(fù)難題,創(chuàng)造了良好的經(jīng)濟(jì)效益。本文主要介紹邯寶熱支持軋機(jī)牌坊和大型軋鋼廠BD輥激光熔覆修復(fù)的試驗(yàn)方法、實(shí)施過程和實(shí)施效果。
2 原理
激光熔覆技術(shù)是一種涉及物理、冶金、材料學(xué)等領(lǐng)域的先進(jìn)的、具有遠(yuǎn)大前景的表面改性技術(shù)。與堆焊、熱噴涂、電鍍等傳統(tǒng)表面處理技術(shù)相比,它具有諸多優(yōu)點(diǎn),如適用的材料體系廣泛、熔覆層稀釋率可控、熔覆層與基體為冶金結(jié)合、基體熱變形小、工藝易于實(shí)現(xiàn)自動(dòng)化等[1]。它是利用大功率激光束聚集能量極高的特點(diǎn),瞬間將被加工件表面微熔,同時(shí)使零件表面預(yù)置或與激光束同步自動(dòng)送置的合金粉完全熔化,獲得與基體冶金結(jié)合的致密覆層。
2.1邯寶熱軋廠軋機(jī)牌坊熔覆材料選擇
2.1.1 損壞原因分析
軋機(jī)牌坊母材為GS-45,對(duì)應(yīng)國(guó)內(nèi)牌號(hào)為ZG230-450,其含C量0.2%~0.5%,Si含量0.3~0.45%,具有較好的塑性和韌性,且焊接性能和切削性能良好,其金相組織為鐵素體和珠光體,因此耐腐蝕性較差。軋機(jī)工作過程中軋制冷卻水遇到紅灼的鋼坯迅速霧化,夾帶著從鋼坯表面脫落的氧化鐵粉末向四周噴射,這些異物可進(jìn)入到牌坊的工作面,而工作面還承受著巨大的工作載荷;受冷卻水腐蝕、軋制的沖擊和氧化粉末等磨粒存在,造成了軋機(jī)機(jī)架牌坊內(nèi)側(cè)窗口面、機(jī)架牌坊底面、外機(jī)架輥平面和內(nèi)機(jī)架輥安裝孔等均出現(xiàn)了不同程度的腐蝕和磨損,使軋機(jī)機(jī)架與軋輥軸承座間隙難以有效控制管理,時(shí)常出現(xiàn)軋機(jī)機(jī)架與軋輥軸承座間隙超出管理極限值現(xiàn)象,造成了軋機(jī)工作時(shí)機(jī)架的沖擊增大,加速了機(jī)架的磨損,形成惡性循環(huán)。因此腐蝕和磨損使軋機(jī)牌坊功能精度降低的主要原因。
2.1.2 激光熔覆材料的抗氧化和磨損試驗(yàn)
以Z25鋼為基體,檢驗(yàn)激光熔覆層和電弧堆焊層在150度水蒸氣中的變化。熔覆層材料有鎳基、鈷基和鐵基三種,氧化7 天后,發(fā)現(xiàn)除Z25鋼增重為0.32g/cm2外,其它材料基本沒有變化,說明基體抗氧化性能最差,各種熔覆層抗氧化腐蝕能力均較好,且無明顯差異。
采用球盤摩擦磨損試驗(yàn)機(jī)試驗(yàn),檢驗(yàn)25號(hào)鋼與鎳基、鈷基和鐵基熔覆材料耐磨性差異。發(fā)現(xiàn)25號(hào)鋼耐磨性最差,而激光熔覆層中,Ni4、Co1、Co2、Co3、Co4 的相對(duì)耐磨性均較高,耐磨損性能遠(yuǎn)好于基材,約為基體的10~20 倍。
2.1.3 熔覆材料選擇
從抗氧化試驗(yàn)和磨損試驗(yàn)結(jié)果可知,鈷基熔覆材料更能夠解決軋機(jī)牌坊的腐蝕和磨損問題。
該鈷基合金材料是以鈷作為主要成分,含有相當(dāng)數(shù)量的鎳、鉻、鎢和少量的鉬、鈮、鉭、鈦、鑭等合金元素。鈷含量一般在35%~70%,并加入5%~25%鎳穩(wěn)定Y奧氏體,加入20%~25%鉻改善抗氧化和抗腐蝕性能的高溫合金。一般以固熔強(qiáng)化和碳化物強(qiáng)化為鈷基高溫合金的主要強(qiáng)化手段。
2.2 大型軋鋼廠BD軋輥熔覆材料選擇
2.2.1 損壞原因分析
從表象來看主要是粘鋼和磨損造成輥?zhàn)邮А:撔弯摼€BD軋輥材質(zhì)主要為60CrNiMo,軋制過程中,軋輥與高溫軋材接觸部位的瞬間溫度可以達(dá)到580℃左右,此時(shí)的金相組織為高溫珠光體,而軋材的金相組織為高溫奧氏體,高溫珠光體片層中的鐵素體與高溫奧氏體的性能極為相近,根據(jù)粘著磨損理論中“相近或相同的兩種組織,凸點(diǎn)容易‘焊合’”的原理,形成了粘鋼現(xiàn)象。粘鋼突起物由滑差推力造成犁溝磨損,主要位于滑差大、軋制壓力大的立面中間部位并伴有疲勞裂紋,如圖1。
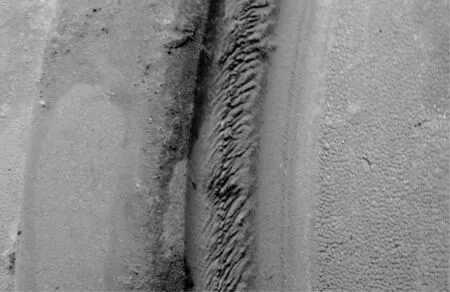
圖1 立面粘鋼和犁溝磨損的混合體
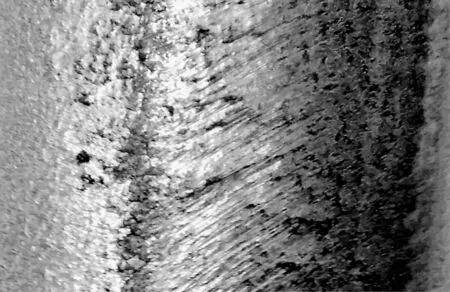
圖2 與粘鋼、犁溝共生的疲勞裂紋
通過對(duì)BD輥材料和失效形式分析可知,改變孔型表面材料、克服粘鋼現(xiàn)象、提高耐磨性,實(shí)現(xiàn)孔型磨損的可修復(fù)性,是提高軋輥使用壽命的成敗所在。
2.2.2 熔覆材料適用性研究
熔覆層金相組織與高溫奧氏體應(yīng)有較大差異,才能很好的解決粘鋼問題,結(jié)合激光熔覆瞬時(shí)熔化、凝固的工藝特點(diǎn),設(shè)定化學(xué)成分以析出大量碳化物為主要目標(biāo),同時(shí)考慮耐磨性、抗冷熱疲勞性和較好的焊接性能。選擇Ni20W15等5種合金粉末進(jìn)行試驗(yàn),試驗(yàn)結(jié)果如表1。
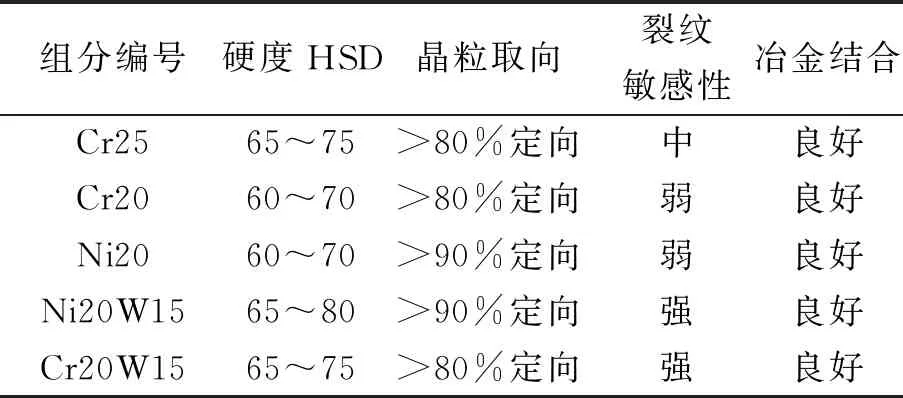
表1 5種合金粉末試驗(yàn)結(jié)果
基于試驗(yàn)結(jié)果,結(jié)合試用中出現(xiàn)的問題進(jìn)行改進(jìn),最終確定了粉料的成分,是以鉻和鎳作為主要成分,并含有相當(dāng)數(shù)量的鉬、鎢、少量的硅、錳、硼等合金元素。其中鉻含量不低于24%,鎳含不低于為19%。
采用該熔覆材料制作試件得到的熔覆層見圖4。可見熔覆層金相組織的顯著特征是:碳化物幾乎占據(jù)整個(gè)視場(chǎng),棒狀、片碳化物相互呈90度交叉,構(gòu)成編織物狀,定向凝固特征明顯。這些碳化物組織在580度時(shí)是穩(wěn)定的,其凸點(diǎn)與軋材凸點(diǎn)接觸是不會(huì)產(chǎn)生“焊合”現(xiàn)象,因此不會(huì)粘鋼;軋制時(shí)碳化物的顯微硬度明顯高于軋材顯微硬度,因此抗磨損能力較強(qiáng)。如果軋制過程中,輥面溫度、冷卻水量和溫度均達(dá)到合適的條件時(shí),熔覆層表面會(huì)產(chǎn)生一層堅(jiān)硬、有極高耐磨性的鉻氧化膜,保護(hù)了熔覆層表面不被磨損,并進(jìn)一步提高耐磨性。
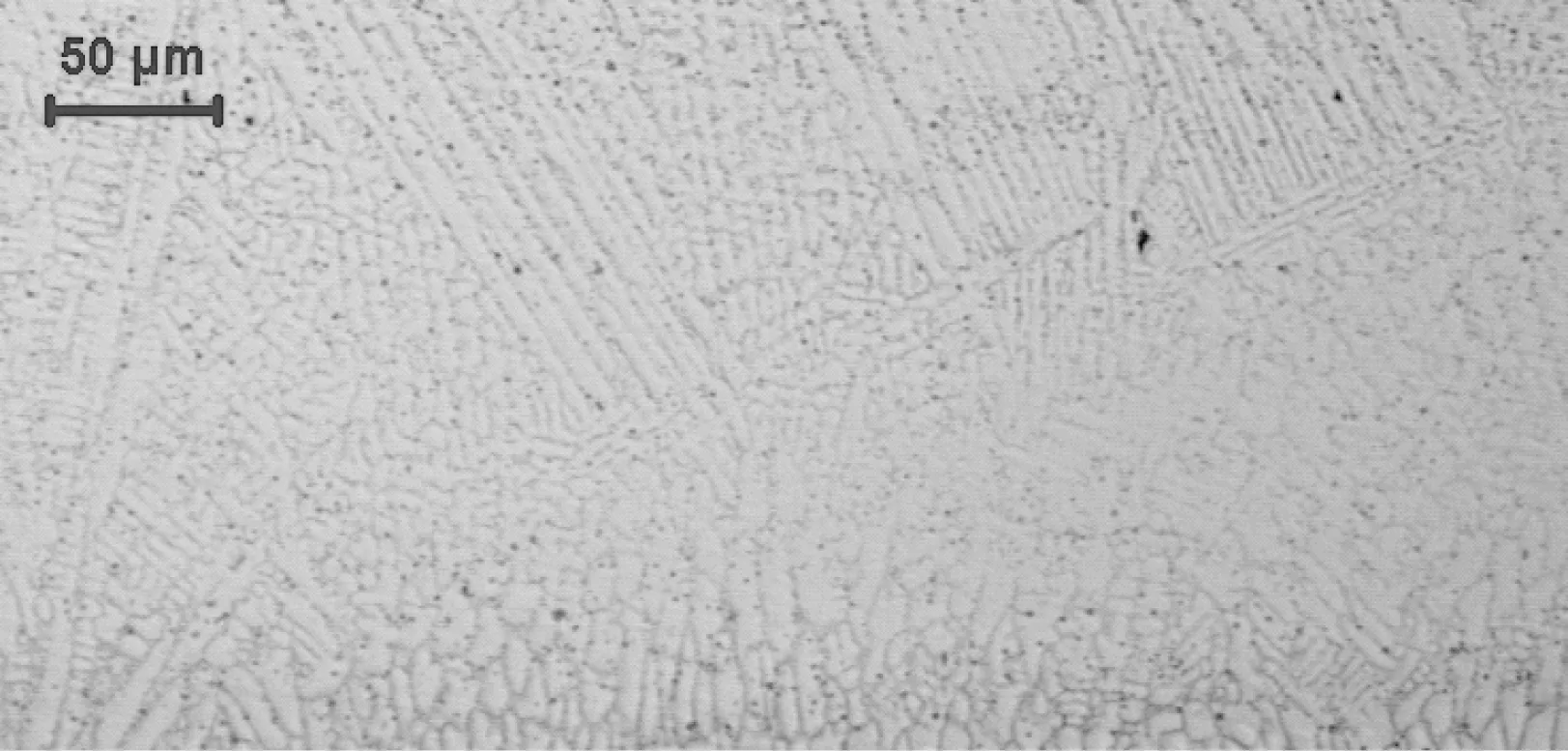
圖3 熔覆層表層(500倍顯微鏡下)
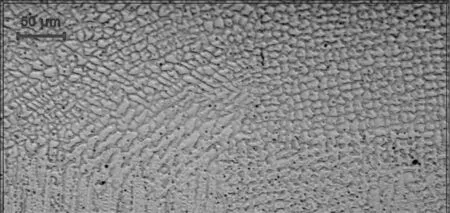
圖4 熔覆層內(nèi)部(500倍顯微鏡下)
3 方法
3.1邯寶冷軋廠軋機(jī)牌坊激光熔覆實(shí)施方法
由于軋機(jī)牌坊體積龐大、安裝精度要求高,回裝時(shí)間長(zhǎng),則不具備離線修復(fù)條件。因此只能利用年修5~7天時(shí)間采用移動(dòng)式激光熔覆設(shè)備在線完成修復(fù)任務(wù)。實(shí)施步驟:
1)確定牌坊中線和加工基準(zhǔn)。
2)對(duì)修復(fù)面進(jìn)行去疲勞層和疲勞組織鏜銑加工,以牌坊中線垂線左右對(duì)稱加工,并將對(duì)應(yīng)面加工到相同尺寸,保證修復(fù)后2塊襯板厚度一致。
3)機(jī)加工后尺寸、精度檢測(cè)。
4)激光熔覆配合面,材料為鈷基合金粉末,熔覆后采用鉗工研磨的方式,保證形位公差及牌坊與襯板的接觸面積。對(duì)牌坊確實(shí)的尺寸通過加厚襯板的方式補(bǔ)償,恢復(fù)窗口尺寸。
5)激光熔覆后對(duì)局部峰點(diǎn)采用砂輪片打磨、拋光,采用標(biāo)準(zhǔn)直尺進(jìn)行配合平面度研磨。
6)著色探傷,確定熔覆位置無裂紋等缺陷。
7)激光熔覆表面進(jìn)行后打磨處理,激光熔覆有效層厚度為0.30~0.35mm,激光熔覆后表面局部峰點(diǎn)用砂片打磨、拋光,用標(biāo)準(zhǔn)直尺進(jìn)行配合研磨平面度。
3.2 大型軋鋼廠BD輥激光熔覆實(shí)施方法
采用固定式激光熔覆設(shè)備離線實(shí)施激光熔覆。實(shí)施步驟:
1)車削疲勞層
2)測(cè)量孔型尺寸。
3)車削加工出軋輥孔型形狀。
4)激光融敷修復(fù)孔型,并預(yù)留精加工余量。
5)進(jìn)行手工磨削,達(dá)到圖紙尺寸,要求表面光滑。
4 結(jié)果
1)2015年4月利用熱軋產(chǎn)線年修停機(jī)時(shí)間,采用激光熔覆修復(fù)技術(shù)對(duì)邯寶熱軋廠F3精軋機(jī)和R1、R2粗軋機(jī)牌坊進(jìn)行了修復(fù),至今使用良好。激光融敷面光滑無明顯腐蝕痕跡,無磨損。徹底解決了邯寶熱軋廠軋機(jī)牌坊腐蝕嚴(yán)重的問題。2017年大修再次對(duì)精軋機(jī)F5CVC牌坊進(jìn)行了激光融敷修復(fù),軋機(jī)穩(wěn)定性明顯提高。
2)2015年8月,邯鋼開始實(shí)施大型軋鋼廠50軌和60軌兩個(gè)常用軋輥的熔敷試驗(yàn)。經(jīng)過近一年時(shí)間的工藝改進(jìn)和合金粉末配比不斷調(diào)整,克服了熔敷中出現(xiàn)的裂紋、氣泡等,2016年7月BD輥激光融敷技術(shù)研發(fā)成功,過鋼量由熔敷前的1500~2000噸左右提高到6500~7800噸,個(gè)別輥?zhàn)舆_(dá)到了13000噸,平均過鋼量達(dá)到了7000噸。熔覆后BD輥過鋼量為融覆前的3.5~4.7倍。
3)隨著對(duì)激光熔覆技術(shù)認(rèn)知程度的提高,2017至2018年,邯鋼先后將該技術(shù)應(yīng)用于進(jìn)口空壓機(jī)葉輪的利廢修復(fù)、減速箱齒輪軸修復(fù)和軋輥扁頭套修復(fù),修復(fù)性價(jià)比均高于其它修復(fù)手段,使用壽命均不低于新品使用壽命,平均修復(fù)周期縮短三分之一,修復(fù)費(fèi)用不足新品的30%。尤其是在進(jìn)口空壓機(jī)葉輪的利廢修復(fù)方面充分凸顯了其強(qiáng)大優(yōu)勢(shì),新品采購(gòu)周期需要八個(gè)月左右,采用激光熔覆技術(shù)修復(fù)周期僅為15天,不但大大降低了備件使用成本,而且極大地緩解了現(xiàn)場(chǎng)急需的狀況,保證了設(shè)備的正常使用。未來邯鋼將進(jìn)一步擴(kuò)大該技術(shù)的使用范圍,如大型軸類的修復(fù)、輥道輥的修復(fù)和軋輥軸承座修復(fù)等。目前正在研制軋輥軸承座內(nèi)孔尺寸精度恢復(fù)的熔覆技術(shù)方案。
5 討論
實(shí)踐證明激光熔覆修復(fù)技術(shù)的確有其它修復(fù)技術(shù)不可替代的優(yōu)勢(shì),并正在逐步推廣應(yīng)用于鋼鐵冶金企業(yè)。隨著我國(guó)對(duì)自然環(huán)境保護(hù)力度的加大,環(huán)保問責(zé)將倒逼技術(shù)轉(zhuǎn)型。一些常用的修復(fù)工藝或因污染環(huán)境而逐步退出歷史舞臺(tái)。如傳統(tǒng)的電鍍工藝,因其產(chǎn)生的水污染、大氣污染和固體廢物污染對(duì)環(huán)境均造成惡劣影響,目前已被國(guó)家環(huán)保部門列為嚴(yán)格控制對(duì)象。如果可用其它表面處理技術(shù)替代電鍍工藝,將減少對(duì)環(huán)境的污染。
以煉鋼系統(tǒng)核心設(shè)備結(jié)晶器銅板的修復(fù)為例,國(guó)內(nèi)廣泛應(yīng)用電鍍技術(shù)進(jìn)行強(qiáng)化,主要有單一鍍層和復(fù)合鍍層兩種。單一鍍層主要包括電鍍Ni和Cr[2],復(fù)合鍍層主要包括Ni-Cr,Ni-Fe,Ni-Co等[3,4],雖然電鍍工藝比較成熟,且鍍層耐磨性能優(yōu)于銅板母材,但電鍍層與基材之間為物理結(jié)合而非冶金結(jié)合,結(jié)合強(qiáng)度低,在結(jié)晶器惡劣工況下容易引起起皮脫落;另外電鍍對(duì)環(huán)境污染嚴(yán)重,屬于國(guó)家控制和逐步淘汰技術(shù)。采用激光熔覆技術(shù)制備的Ni基和Co基熔覆層,其平均顯微硬度和抗熱沖擊能力均明顯優(yōu)于Ni基電鍍[5],其耐磨性能、耐腐蝕性能和抗熱疲勞性能俱佳,可使結(jié)晶器銅板壽命大大提高,因此采用激光熔覆技術(shù)修復(fù)結(jié)晶器銅板可作為電鍍結(jié)晶器銅板的升級(jí)替代技術(shù)。
6 結(jié)論
邯鋼從2015年到2018年歷經(jīng)四年對(duì)激光熔覆技術(shù)進(jìn)行了應(yīng)用和推廣。實(shí)踐證明,激光熔覆層的高耐磨性、高抗熱變能力和抗腐蝕能力使其非常適用于鋼鐵廠高溫、高磨損和高腐蝕環(huán)境設(shè)備的修復(fù)和表面處理。目前邯鋼已成功應(yīng)用于熱軋產(chǎn)線的軋機(jī)機(jī)架、型鋼產(chǎn)線的BD軋輥、進(jìn)口空壓機(jī)葉輪、軋輥扁頭套和軸類的修復(fù)中,并正推廣于輥道輥修復(fù)、大型軸類修復(fù)和軋輥軸承座的修復(fù)中,并計(jì)劃在結(jié)晶器銅板中實(shí)施試修復(fù)。該技術(shù)的推廣對(duì)提高修復(fù)性價(jià)比、降低備件消耗和減少環(huán)境污染具有積極意義。
