1580熱連軋機組軋機主傳動系統建模及振動分析①
2019-10-23 06:41:36蘇旭濤王悅晗宋春陽
冶金設備 2019年3期
蘇旭濤 計 江 王悅晗 劉 松 宋春陽
(1:中國重型機械研究院股份公司 陜西西安 710032;2:金屬擠壓與鍛造裝備技術國家重點實驗室 陜西西安 710032;3:常德中聯重科液壓有限公司 湖南常德 415000)
1 前言
軋機做為一個復雜系統,由多個子系統組成,每個子系統有自身的固有特性。扭振是軋機主傳動系統的主要振動形式,也是軋機振動和噪聲的重要激勵源[1]。
國內某鋼廠1580熱連軋軋機組由7機架軋機組成精軋段,在進行薄規格產品生產時,F2軋機極易出現異常振動。強烈的振動不僅引起劇烈噪聲,嚴重時振斷液壓管路,造成嚴重事故,干擾正常生產[2]。通過建立F2軋機的主傳動系統扭振模型,分析其扭振固有特性,通過現場測試信號分析,來分析判斷F2軋機的致振原因。
2 主傳動系統扭振動力學模型
2.1主傳動系統動力學模型的建立
F2軋機的主傳動系統的布置情況如圖1所示。
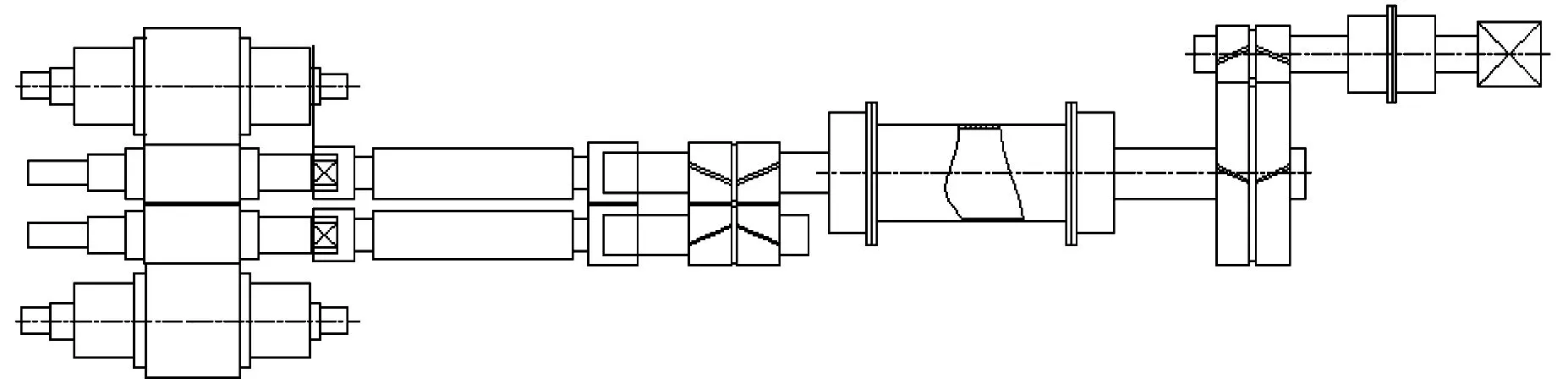
圖1 F2軋機主傳動系統結構簡圖
根據主傳動系統的布置形式,建立動力學模型如圖2所示。

圖2 主傳動系統扭振動力學模型
2.2 等效轉動慣量計算
2.2.1 轉動慣量的計算
轉動慣量J是剛體繞定軸轉動時對其慣性度量的物理量。剛體作定軸旋轉時,所有作用在剛體上的外力矩的和等于剛體的轉動慣量J與角加速度β的乘積[3]。
(1)
式中ω——剛體角速度(rad/s);
t——運動時間(s);
θ——旋轉角位移(rad)。
密度均勻的圓柱體繞其中心軸的轉動慣量為:
(2)
密度均勻的中空軸的轉動慣量為:
(3)
式中ρ——剛體密度(kg/m3);
l——剛體長度(m);
D——剛體外徑(m);
d——剛體內徑(m)。
形狀規則的階梯軸可簡化為幾個圓柱軸串聯。各圓柱軸轉動慣量的和即為階梯軸的轉動慣量。
2.2.2 轉動慣量的等效
在主傳動系統中,通過減速機和分速機來進行減速和分速,為簡化計算,適當調整分支系統的轉動慣量。保證系統調整前后動能不變,使主系統與分支系統具有相同轉速[4]。
根據上述等效原則,以工作輥轉速為基準,計算得到F2軋機主傳動動力學模型各集中質量的轉動慣量如表1。
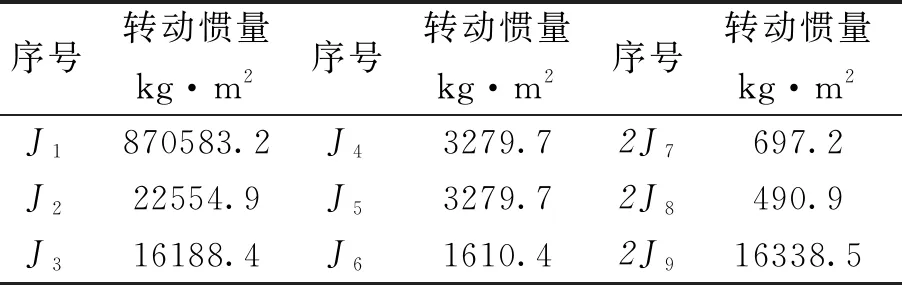
表1 F2軋機主傳動系統等效轉動慣量
2.3 等效扭轉剛度的計算
2.3.1 扭轉剛度的計算
使軸段兩端產生單位角位移所需的扭轉力矩定義為軸段的扭轉剛度K。軸段相對角位移Δφ為:
(4)
式中G——剪切模量(N/m2);
Ip——截面極慣性矩(m4);
M——力矩(N/m)。
由此可得,軸段的剛度系數為:
(5)
并聯軸的等效剛度:
(6)
串聯軸的等效剛度:
(7)
式中Ki——各軸段剛度(N/rad)。
2.3.2 扭轉剛度的等效
主傳動系統中有減速箱,使得連接在減速箱前后的部件具有不同轉速,為簡化計算,調整分支系統的剛度。保證系統調整前后彈性勢能不變,使主系統與分支系統具有相同轉速[5]。
根據上述等效原則,以工作輥轉速為基準,計算得到F2軋機主傳動動力學模型各部分的扭轉剛度如表2。
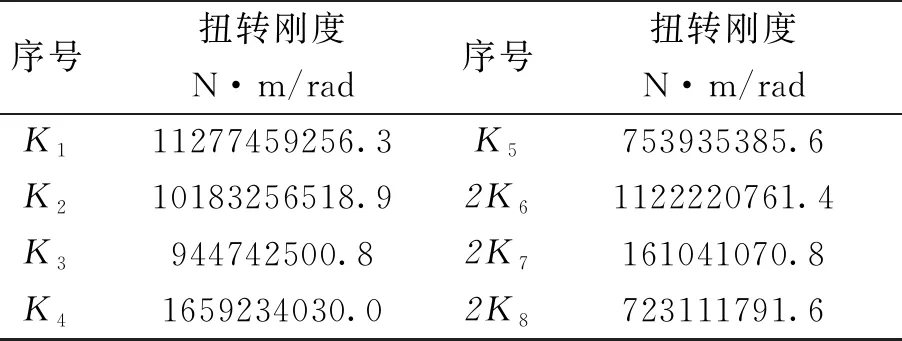
表2 F2軋機等效扭轉剛度
3 扭振系統數學模型的建立
3.1 數學模型的建立
采用保守系統的拉格朗日方程,建立主傳動系統的數學模型[3],扭振運動微分方程:

(8)
式中J——轉動慣量矩陣;
K——扭轉剛度矩陣;
C——阻尼矩陣;
{Q}——激勵函數;
{φ}——角位移響應;
F2主傳動系統可簡化為一個當量的直串模型。
3.2 系統固有頻率和主振型的計算
理想狀態下,扭振系統自由扭轉振動方程式為

(9)
對方程組(9)求解可得到主傳動系統的固有頻率和振型。
假設方程組(9)特解(即主振動)為y=Asin(ωt+α),代入方程得:
(K-ω2J)A=0
(10)
上式有非零解的條件是其系數行列式等于零,即
|K-ω2J|=0
因此,動力矩陣G=J-1K的廣義特征值λi和特征向量A(i)(i=1,…,n)就得到系統各階固有頻率和主振型:
φ(i)=A(i),(i=1,…,n)
使用Matlab進行編程計算,程序框圖如圖3所示。F2軋機主傳動系統的各階固有頻率如表3所示。主傳動系統前4階主振型圖如圖4。
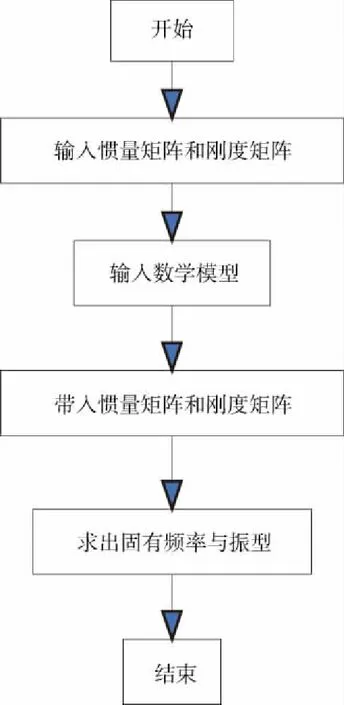
圖3 計算程序框圖

表3 F2軋機固有頻率
4 現場測試信號分析
在現場分別對軋輥的水平振動和軋輥聯軸器的扭振進行測試及信號采集,篩選出典型的振動信號進行對比分析。
過圖5和圖6分析得出,軋輥聯軸器的扭振經歷了比較明顯的四個階段,第一階段屬于穩定軋制階段,扭矩信號比較穩定。在第二階段,上下軋輥聯軸器扭振信號振幅明顯增大,振動信號接近正弦波,此時振動頻率約為18Hz。但現場設備沒有出現異常噪聲。由于18Hz頻率并不是主傳動系統的固有頻率,排除發生共振的可能。第三階段,上下軋輥聯軸器扭振信號出現擾動,現場出現無規律性的異常噪聲。扭振進入第四階段,現場振動噪聲呈現出明顯規律性,而且振動穩定,此時振動信號的頻率集中在10Hz、40Hz、80Hz附近。對比第二和第三階段,第四階段振動信號振幅有所減小且穩定。此時扭振信號頻率同主傳動系統的第2、第3、第4階固有頻率吻合,可斷定在第四階段主傳動系統發生共振。
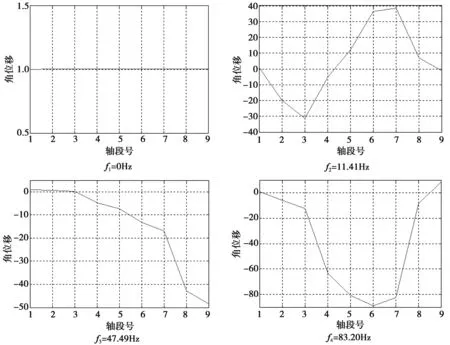
圖4 F2軋機各傳動部件振型圖

圖5 上接軸扭振時域圖和頻域圖

圖6 下接軸扭振時域圖和頻域圖
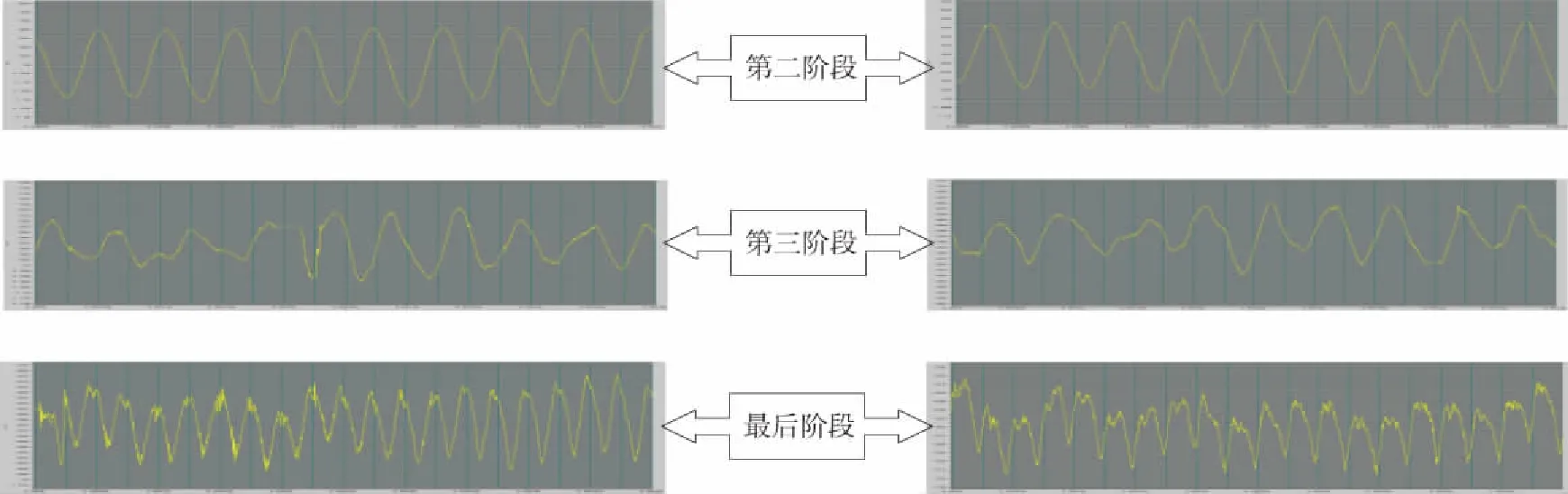
圖7 上、下接軸扭振時域圖(局部放大)
通過對測試信號進行分析,當聯軸器扭矩信號出現明顯波動時軋機開始振動。隨軋機振動噪聲增強,聯軸器扭矩信號波動的頻率開始加快。扭矩波動經歷由低頻向高頻變化的過程,直至穩定。
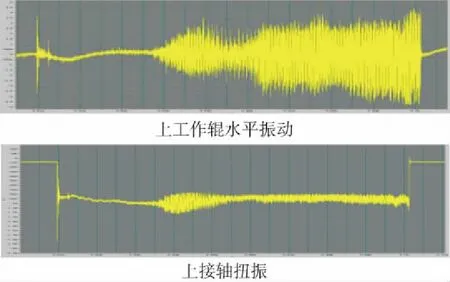
圖8 振動信號時域圖對比
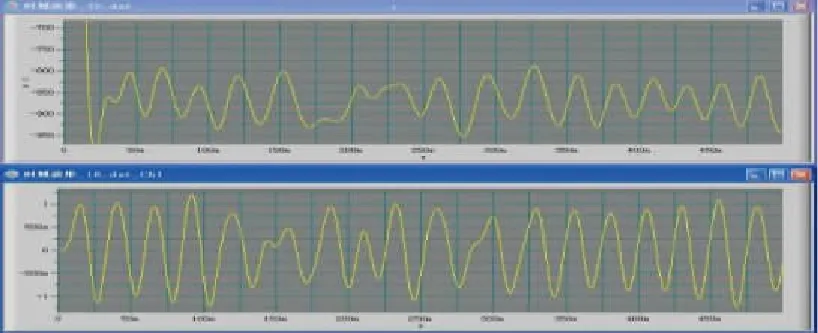
圖9 工作輥軸承座水平振動與主軸扭矩波動時域相位對比
將現場收集的軋輥水平振動信號和主傳動扭振信號進行對比分析,如圖8所示。得出軋輥水平振動和主傳動接軸的扭振具有相同的變化規律。二者時域圖相位對比如圖9所示。對于自激振動,同相位或反相位不會引起振動,90°相位差最易引起振動;對于強迫振動,同相位會引起振動,反相位也會引起振動。因此,可以得出軋輥水平振動和主傳動扭振發生了共振。
通過多組信號對比分析,軋輥水平振動信號與聯軸器上扭矩信號具有明顯一致性,如圖8所示。對兩者時域信號分析得出,扭振響應滯后水平振動響應0.02~0.04s。兩者具有相同的振動集中頻率。可以得出,軋輥水平振動是激勵源,引發主傳動系統扭振。當軋輥水平振動頻率和主傳動系統固有頻率相吻合時會引起主傳動系統共振,進而引起整個軋機系統劇烈振動。
5 結論
通過對某鋼廠1580熱連軋生產線F2機架主傳動系統建模,得到主傳動系統的動力學模型和數學模型,通過計算得出軋機主傳動系統的固有頻率和各階振型。
通過對現場測試信號的分析對比,得出主傳動接軸扭振信號可以分為明顯的四個階段,即穩定軋制階段、受擾振動階段、共振起振階段和共振階段。通過對軋輥水平振動信號和主傳動接軸的扭振信號對比分析,得出以下結論,軋輥水平振動信號和主傳動接軸的扭振信號具有明顯共性,兩者振動集中頻率保持一致。軋機系統振動的激勵源是軋輥的水平振動,軋輥的水平振動導致軋機主傳動系統發生共振,進一步引起整個軋機系統的劇烈振動。因此消除或減弱軋輥的水平振動是解決該1580熱軋生產線軋機振動問題的根本辦法。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國生殖健康(2019年3期)2019-02-01 06:12:26
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
