空氣散熱器成形工藝研究
2019-10-24 05:13:34劉金玲
產業與科技論壇 2019年17期
□劉金玲
空氣散熱器的主要制造方案是先熱成形零件,將零件焊接成兩個組件,兩個組件通過一個機加件螺栓連接而成,由于焊接變形導致焊接后經常出現尺寸不合格現象,裝配過程中出現階差大、對縫間隙大等現象,無法保證裝配質量。因此,對空氣散熱器成形工藝進行研究,通過重新劃分焊縫、焊接后進行無夾具熱處理、改螺接結構為焊接結構等措施突破原有的工藝技術,從根本上提高空氣散熱器的成形質量,降低空氣散熱器的裝配難度。
一、零件結構
空氣散熱器由唇口、殼體、罩通過機加帶板用螺栓連接而成,其中唇口、殼體分別由材料為TC2-M-δ1.5mm的鈦合金板料熱成形成不同形狀的蒙皮通過氬弧焊連接而成,結構如圖1所示。
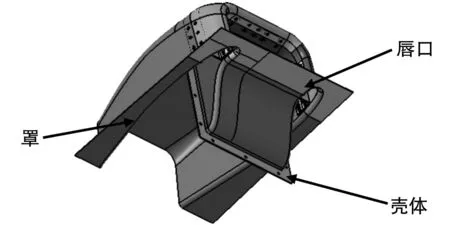
圖1 空氣散熱器
二、空氣散熱器成形工藝中存在的問題
(一)零件結構復雜,成形精度低。零件罩結構形式為“幾”字形結構,存在負角度現象,零件高度較高,工藝上采取熱拉深+手工校形的方案。零件拉深時為避免負角度導致的無法脫模現象發生,工裝設計時采取角度補償,利于零件脫模。零件拉深后采取人工校形,用噴燈加熱校正零件。由于拉深后零件多料,手工校形后零件貼胎度差,無法滿足裝配要求。
(二)唇口焊接變形大,穩定熱處理無法校正。唇口是由6個零件熱成形后焊接而成,如圖2所示。焊接后1號件與2、3、5、6之間的焊縫被焊絲填滿,無法保證半徑為8.5mm的R角。4號件與3、5號件焊接后熱收縮導致焊縫處不夠圓滑,有明顯凸起現象。由于唇口零件焊接后變形特別嚴重,穩定熱處理只能消除焊接應力,無法保證零件尺寸精度。
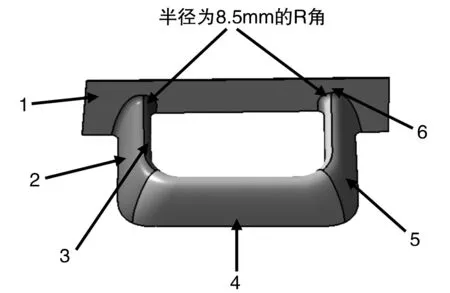
圖2 唇口
(三)配合關系復雜,裝配質量差。唇口與罩、殼體之間均存在裝配關系,裝配要求高。唇口與殼體之間的對縫間隙要求大于0.5mm,唇口與罩之間的對縫階差不大于0.2mm,三者之間用機加帶板螺接。
三、工藝方案
通過對罩零件結構及成形過程中的難點進行分析,初步確定將工藝方案改為熱拉深成形+熱校形來保證零件外形尺寸及消除回彈變形。對于唇口焊接后變形嚴重問題與設計部門溝通重新劃分焊道,避免焊道處于輪廓變形大的位置。對于唇口與殼體之間螺接質量差、對縫間隙大的問題,通過試驗將螺接改為焊接,在無穩定夾具的情況下,保證唇口外形。
(一)確定罩零件成形方案。罩零件結構為負角度“幾”字形結構,通過調整零件擺放角度可消除負角度,工藝方案采取熱拉深成形+熱校形。由于零件深度高、側面存在弧度,因此采用拉深的成形方案,避免零件成形后出現褶皺。由于零件按非負角度擺放后拉深模具及零件高度達到834mm,而機床上、下平臺間距為800mm,拉深后零件無法取出。為方便取件,零件以底邊為基準進行擺放來設計拉深模具,同時對拉深模具進行角度補償,保證零件順利脫模。拉深后零件與檢驗模單邊有約為4mm間隙,為消除間隙,對拉深后的零件進行熱校形,校形模設計時,零件調整擺放角度,避免負角度現象,同時保證零件成形精度。
(二)重新劃分唇口焊道,減小焊接變形。唇口零件焊縫多,且多集中在變形劇烈區域,為減小焊接變形,與設計部門協商將唇口焊縫位置重新劃分,將變形劇烈區焊縫轉移到變形平緩區。取消2、3、5、6零件半徑為8.5mm的R角,將零件1增加兩個半徑為8.5mm的翻邊,翻邊高度10mm。將2、3、5、6零件對接部分延長至R角變形區結束,零件4相應縮短,零件更改前后如圖3所示。焊道重新劃分后,難度在于單個零件的制造精準上。1號件平板狀態下翻出直徑17mm,高度20mm的翻邊,其結構形式已經超出標準要求。2號件、5號件彎邊部分增大,會出現熱壓時褶皺增多現象,工藝上采取人工預彎+等溫成形+人工校形的方案保證零件合格。

圖3 唇口更改前后對比圖
(三)改變唇口、殼體的連接方式,提高裝配質量。唇口與殼體在螺接時,出現對縫間隙大、階差大現象,為從根本上解決裝配質量問題,將唇口與殼體焊接為一個整體組件。鈦合金零件焊接后存在焊接應力及焊接變形,為消除焊接應力及焊接變形需進行焊后熱處理。熱處理時將焊接組件放入熱處理夾具,人工將零件強行裝入夾具中,保證組件的內外形準確,消除焊接變形及焊接應力。
唇口與殼體焊接后,結構封閉,無法通過全型面穩定熱處理夾具消除焊接變形,只能保證開敞區零件外形尺寸。為驗證焊接后零件變形大小,特別是有裝配要求的部分是否變形,試制一件試驗件,利用已制造完成的唇口、殼體在組件的對縫處,從內側焊接,焊接方式手工氬弧焊,Ⅲ級焊接接頭。為減小焊接變形,焊接時采取斷續焊、定位焊方式,盡量使零件受熱均勻,減小變形。同時,利用三組切面樣板,對焊接前后的唇口裝配區進行檢驗,檢測焊接變形的大小。試驗結果表明,通過采取有效的焊接方式,遠離焊縫的封閉區域沒有焊接變形,對于有焊接變形的部分可通過穩定熱處理夾具來校形,更改前后對比如圖4所示。
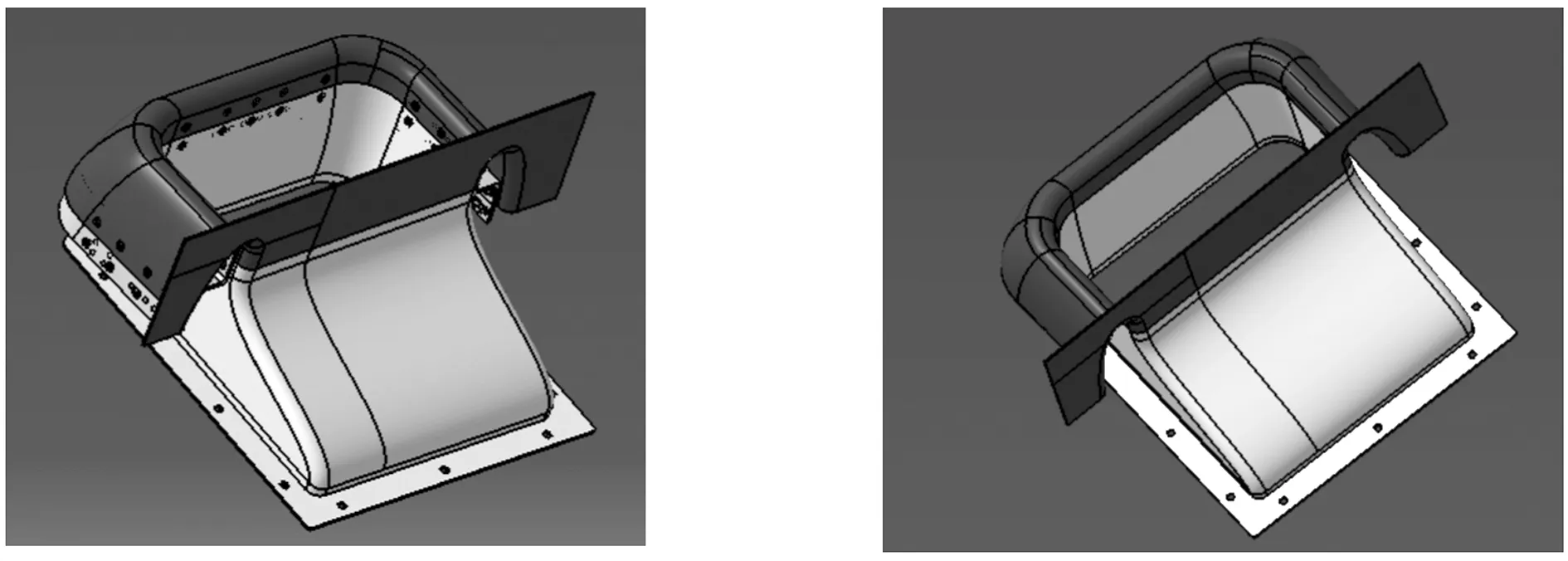
圖4 唇口、殼體連接方式對比圖
四、結語
通過選擇合理的熱成形工藝方案,優化模具結構設計,實現了鈦合金“幾”字形、負角度罩零件的加工制造,零件制造精度能夠保證貼胎度小于0.5mm,完全滿足要求。通過對唇口零件焊縫的重新劃分,使焊縫位于變形平緩區,減少了焊接變形,保證了唇口零件焊接后的精度。對于唇口單個零件的制造,工藝上采用人工預彎+等溫成形+人工校形的方案,保證零件的制造精準。通過改變唇口、殼體的螺接方式為焊接,不僅提高了焊接組件的整體成形精度,而且減小了裝配工作量,真正提高了空氣散熱器的整體裝配質量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
