淺談螺桿分裝機的裝量影響因素及應對策略
2019-11-06 10:28:14黎文聰張聯豪
人人健康 2019年19期
黎文聰 張聯豪
(1.海南通用三洋藥業有限公司;2.康芝藥業股份有限公司)
分裝機作為粉針劑生產中最為關鍵的設備之一,是把控分裝裝量命脈的設備,同時也是把控粉針制劑產品質量最關鍵的設備。螺桿分裝機是利用伺服電機控制螺桿的間歇旋轉將藥粉裝入瓶內,從而達到精確的定量分裝目的。其分裝原理實質是按體積定量的將藥粉旋轉至玻璃瓶中。和氣流分裝機相比,螺桿分裝機無需凈化的壓縮空氣及真空泵等附屬設備,再者它具有調節范圍大,原料損失小等優點,所以正逐步被應用于粉針生產中,并且應用越來越廣。
螺桿分裝機影響裝量的因素:
1、藥粉的物理性質:
①是藥粉的流動性。流動性好的藥粉易于分裝,裝量好且差異小。流動性差的藥粉,則不易于分裝,裝量也不好,差異大。但流動性過于大的藥粉,也不易于分裝。因流動性太好,順著螺桿的空隙向外漏等,并且開起機器來,漏粉現象嚴重影響裝量。
②藥粉的比容。比容小體積大的藥粉,不易分裝,裝量差異大。相反比容大體積小的藥粉,則易分裝,裝量差異小。因螺桿分裝機是按體積進行分裝裝量控制的,因此比容的影響很大。
③所使用的藥粉是否是單一的藥粉。此方面也涉及到比容。如混粉混的均一,則易于分裝,裝量差異小。若是混的不均勻,將影響裝量。
2、螺桿的安裝:螺桿的安裝位置是影響裝量的重要因素。螺桿的末端應與下粉杯(喇叭口)出口平行。螺桿偏上或偏下,分裝裝量都會有一定的影響。螺桿裝的偏上,容易造成裝量的波動大,超出控制的標準;螺桿裝得偏下,短期內可能不會造成裝量的波動,但是時間長了容易堵粉,造成裝量的慢慢變化,而且螺桿裝得偏下還有造成螺桿與下粉嘴摩擦產生金屬屑的可能,影響藥品質量。
3、下粉嘴的選擇:下粉嘴的孔徑太小,則容易造成藥粉壓縮比太大,藥粉出來瞬間噴粉,藥粉有可能會灑落在玻璃瓶以外,同時,高壓縮比的藥粉還會引起堵粉(堵下粉嘴),致使裝量不穩。下粉嘴的孔徑太大,收不住藥粉,藥粉不停歇的漏下來,起不到作用。一般可按下列系數選擇,流動性好的粉體取小值,流動性差的粉體取大值。
d1:d2=0.7~0.9
其中,d1——下粉咀出口直徑;d2——螺桿外徑
4、攪拌的頻率:對于流動性好的藥粉來說,攪拌頻率的大小的影響可能不大,但是對于流動性一般甚至是較差的藥粉來說,攪拌的頻率直接會影響視粉罩粉位的保證,從而會影響分裝過程的裝量,攪拌越快,視粉罩各處的粉位越均勻,裝量相對會更穩定。
5、視粉罩粉位的控制:對于松散且流動性好的粉體,粉斗料位應控制在中高位,即粉斗高度的1/2~2/3;對于蓬松、有粘性、流動性差的粉體,粉斗料位控制在中低位,即粉斗高度的1/2~1/3。
6、螺桿的選擇:理論上說螺桿的螺距越小,則裝量相對于越好。但由于藥粉物理性質的影響,螺距越小,壓縮比越高,越容易造成堵粉,裝量差異反而更大。同時,堵粉意味著需要重新拆機裝機,這一風險對無菌產品的無菌保障來說也是一個致命的傷害,所以選擇螺桿時既需要考慮保證產品的裝量,同時還需要考慮適當的螺距來保持一定的壓縮比,做到既保證裝量,也保證不堵粉。對于一般粉體而言,選擇螺距為8一10mm的螺桿最為適宜。
提高螺桿裝量精度的途徑與方法
1、加大粉體密度,使其視比重趨于均一
眾所周知,螺桿式計量裝置是以容積為計量單位,然后換算成重量單位而進行分裝的,只有加大單位容積的密度,才能提高分裝速度;只有粉體的視比重趨于均一,裝量才能準,尤其是流動性差,壓縮比較大、視比重差異較大而又有粘性的粉體,其效果更為明顯。
2、比較常見的加大粉體密度后螺桿的設計方法
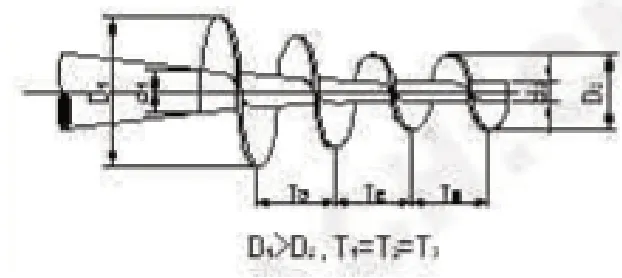
①將螺桿外圓設計成圓錐圓柱組合式等距螺桿(如下圖所示),其優點在于螺桿越往螺桿末端藥粉的壓縮比越高,高壓縮比可以獲得更準確的裝量,該螺桿適用于流動性一般的藥粉裝量穩定性的提高。
②將螺桿底徑設計成六棱柱型。由于底徑呈六棱柱型,在分裝過程中粉體不但受到撞擊,且其容積與速度不停地變化,使流動性差、吸濕性較大、且有粘性的粉體不易結成團粒,保證分裝的順利進行。
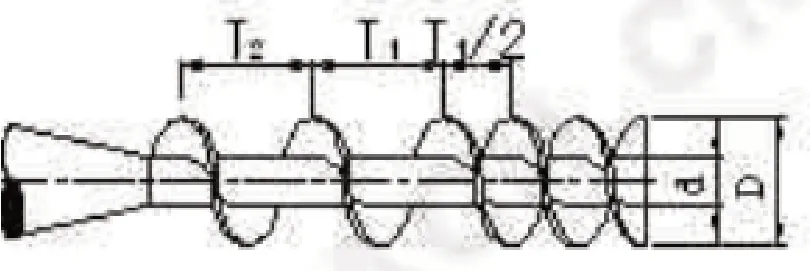
③通過選用“雙頭(螺旋)”或“多頭(螺旋)”螺桿(如下圖所示)來實現裝量的穩定,根據經驗,比例為5:1,尤其是對那些螺距相對外圓直徑而言,其比值較大時,設計成雙頭或者多頭很有必要。該種結構的螺桿可以在確保速度和裝量精度的綜合要求下,提高其裝量范圍。
3、減小棚架
所謂棚架,就是在分裝過程中,螺桿停轉的瞬間,下粉咀處所呈現的外凸或內凹的粉體,對流動性差的粉體,棚架對裝量精度影響更為明顯。
常見的減小棚架的方法
①將螺桿的尾部制成雙頭或多
②將下粉嘴孔徑做成倒角式的
③盡量減薄下粉咀出口處的厚度,尤其對于流動性差且有粘性的粉體,其效果更為明顯。
④合理選擇下粉咀出口直徑。
⑤將下粉咀制成帶分割刀樣式
結語
螺桿分裝機在粉針分裝領域里面日益重要,應用越來越廣泛,隨著螺桿分裝機的使用的日益廣泛,問題也越來越多,技術也越來越成熟,本文通過對螺桿分裝機的基本原理的介紹、影響分裝裝量波動因素及應對策略的分析匯總,為解決粉針分裝過程的裝量波動,提高分裝裝量穩定性提供建議和改進措施。
