NG-2500X型自升式平臺樁腿分段制作
2019-11-11 07:39:56孫文然
江蘇船舶 2019年4期
關鍵詞:檢測
孫文然
(招商局郵輪制造有限公司,江蘇 海門 226116)
0 引言
NG-2500X型自升式平臺入級美國船級社。該平臺型長61.0 m,型寬36.0 m,型深6.0 m,用于阿拉伯灣海域,最大作業水深70 m。樁腿是鉆井平臺最重要的結構,其尺寸精度和焊接質量的要求極高。為保證鉆井平臺交付以后的使用性能,需對樁腿分段的制作及焊接采取特殊的措施,因此業內對樁腿的制作及焊接一直在深入研究[1]。本文重點介紹了NG-2500X型自升式平臺的桁架式樁腿分段的制作方法,詳細描述了主舷管接長、單片預裝及大組裝配需采取的措施,通過所述措施順利完成了樁腿分段的制作。
1 樁腿介紹
該平臺由船體、4根樁腿及升降裝置等組成。樁腿為三角形桁架式結構,各樁腿齒條中心距為5 m,每根樁腿長為93.788 5 m(不包含樁靴),單根樁腿重量約為310.5 t。樁腿主舷管齒條板、半圓板及斜撐管的材質均為ABS EQ70,材料屈服強度不小于690 MPa。齒條板厚度為120 mm,半圓板厚度分別為25、30、40 mm,斜撐管有Φ168.3 mm×28 mm和Φ168.3 mm×20 mm兩種;內水平撐管材料屈服強度355 MPa,規格為Φ88.9 mm×8 mm。
2 樁腿建造流程
樁腿建造流程見圖1。
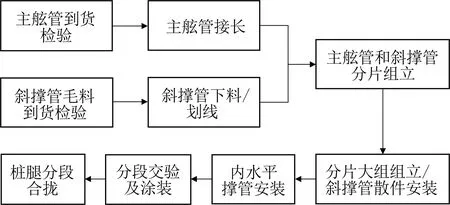
圖1 樁腿建造流程圖
3 來料情況
3.1 主舷管到貨情況
樁腿元件到廠為主舷管組合件,到貨長度分別為7 551.58、8 011.08、7 539.84、8 168.16、9 424.80、9 110.64 mm。主舷管及橫剖面見圖2。主舷管兩端端頭齒條和半圓板均已開完坡口。
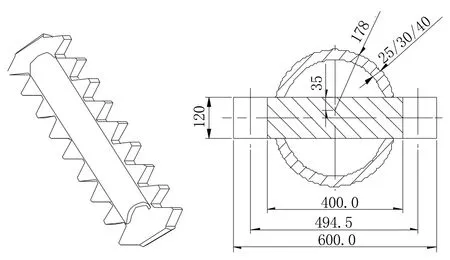
圖2 主舷管及橫剖面圖(單位:mm)
3.2 主舷管編號原則
每根主舷管的編號都是唯一的,它反映了該主舷管在整個樁腿上的位置,并且便于對材料進行跟蹤,具體編號原則參見圖3。圖中編號示例:1A-1表示艏部右舷1號樁腿A側主舷管第1節位置;2B-3表示艉部右舷2號樁腿B側主舷管第3節位置;3C-5表示艉部左舷3號樁腿C側主舷管第5節位置;4A-7表示艏部左舷4號樁腿A側主舷管第7節位置。
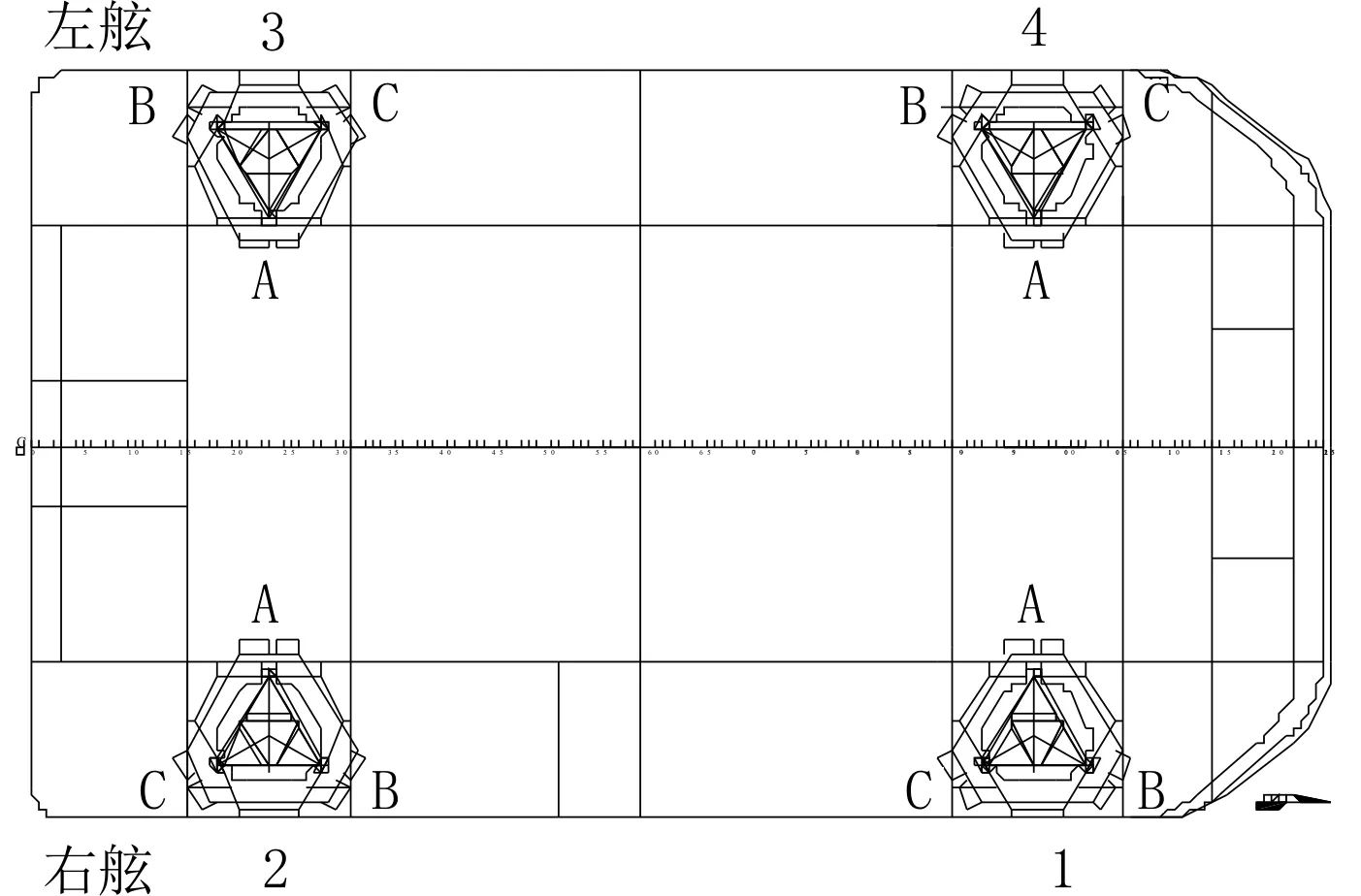
圖3 樁腿主舷管編號示意
3.3 主舷管精度要求
主舷管精度要求詳見表1。
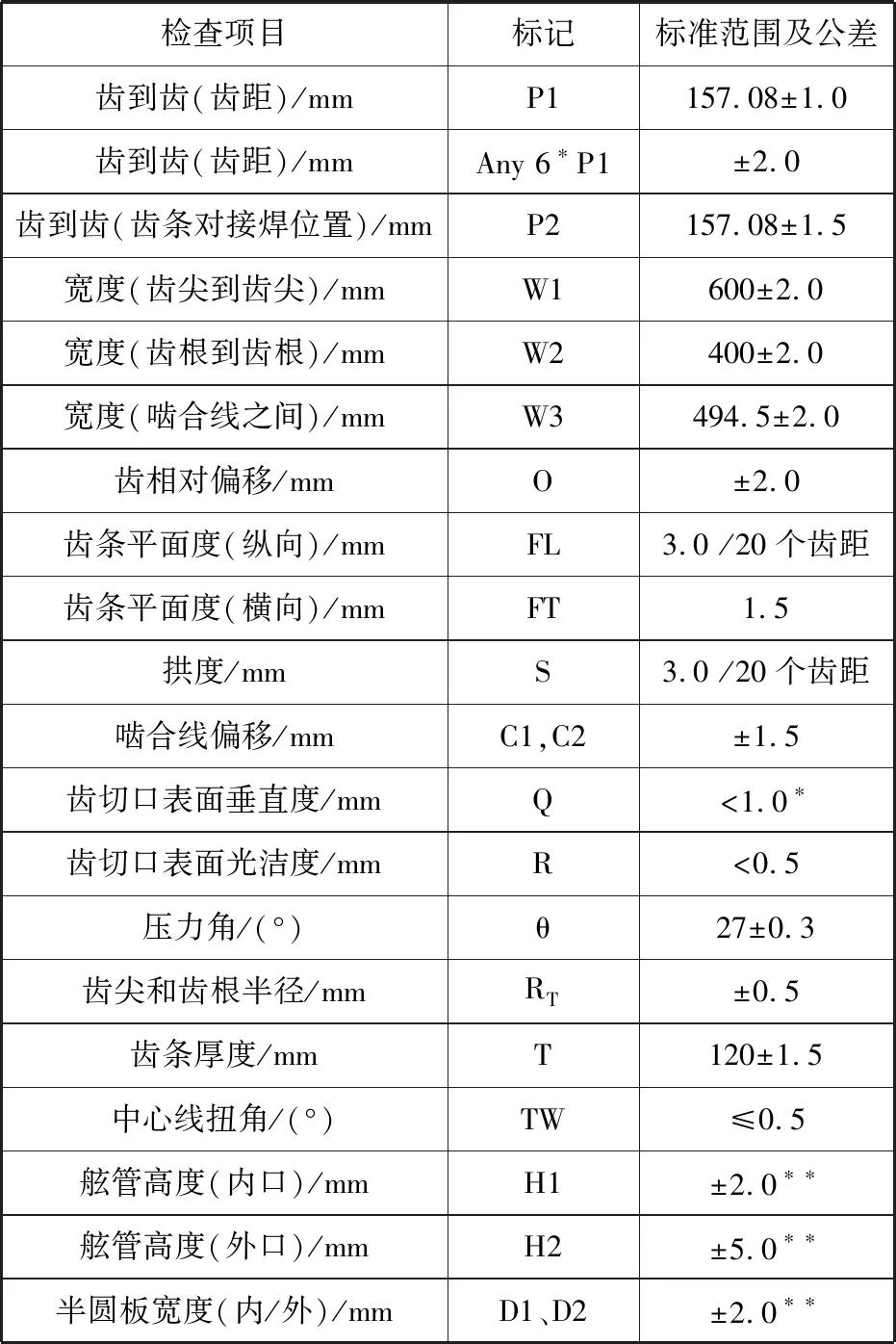
表1 主舷管精度要求表
注:1.*為 僅在齒輪嚙合處及齒尖位置。
2.**為 由主舷管供應商確定。
3.4 撐管到貨情況
斜撐管和水平撐管到貨為毛料,需采用自動相貫線切割機按圖紙進行相貫線坡口切割。如切割后發現部分位置產生切割缺陷,需焊補、修磨后再安排上胎架進行裝配。為保證斜撐管相貫線切割精度,以及將來組立時的安裝精度,一定要保證來料斜撐管的直線度。斜撐管到貨后,可采用拉線的方法測量其直線度。拉線時以2 m為一檔進行測量。測量時,若發現部分主舷管直線度偏差超出標準,要標示出彎曲最大處的位置及偏差值,并逐個將其進行校直,待校直合格后再進行相貫線的切割。
校直采用大噸位油壓機進行壓制。為防止斜撐管被壓扁,校直采用專用模具,包括1個上模和2個下模,見圖4。壓制時要預壓反彈量,同時為避免壓制過度,壓制時采用點壓的方式。斜撐管校直后,測量圓管的直線度和圓度。直線度采用拉線測量,要求彎曲最大處不大于3 mm/2 m;圓度采用外卡規測量,壓制校直處圓度偏差不大于2 mm。
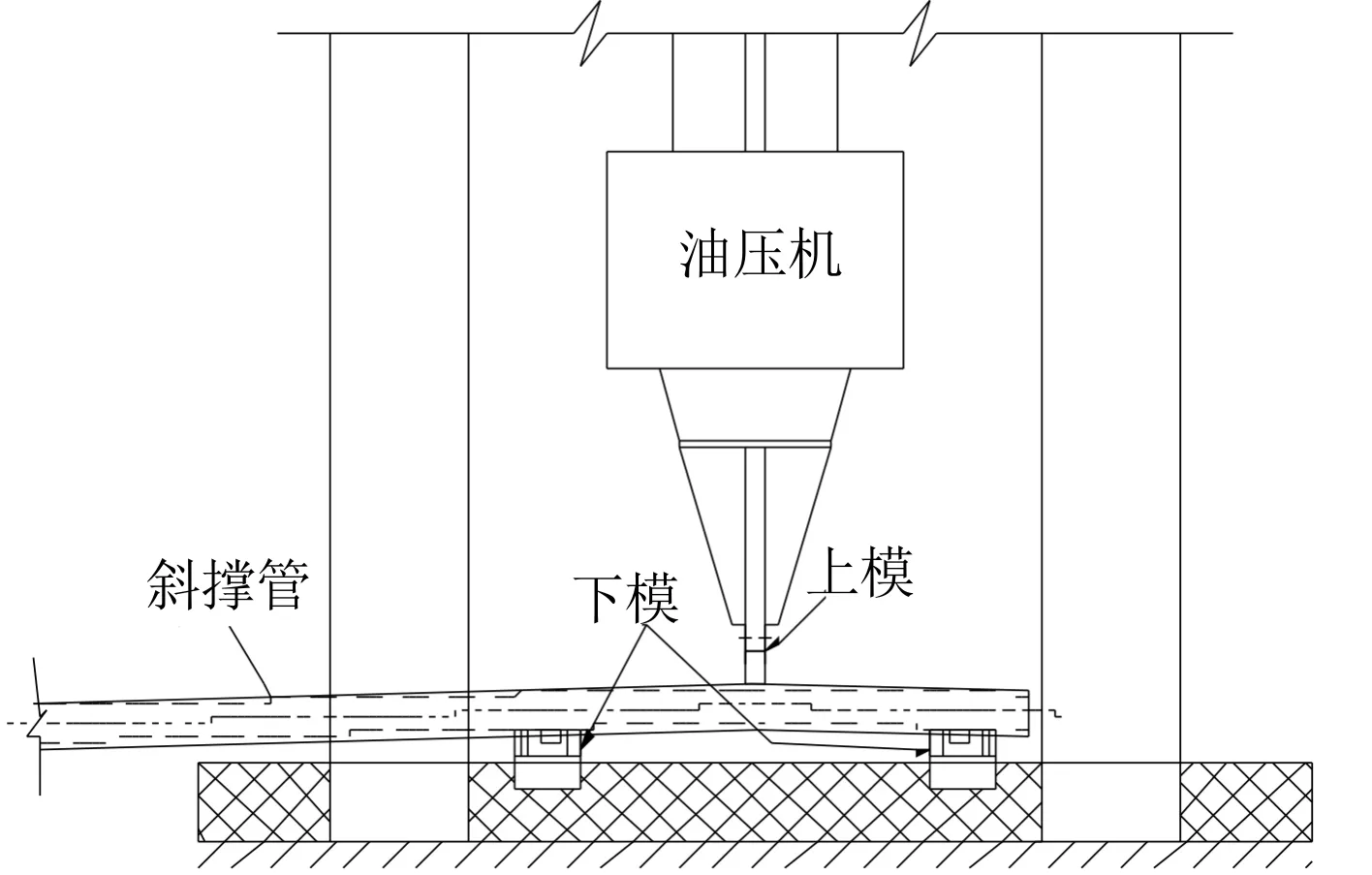
圖4 斜撐管校直圖
4 主舷管接長
(1)該項工作要求在內場制作,現場要有一定的保溫措施。
(2)接長制作在專用胎架上進行。
(3)按照主舷管上面的標識進行接長裝配,注意內外區別。
(4)對主舷管進行左右和水平定位,齒條板垂直于胎架基面。待定位完畢后,鎖緊工裝夾具將主舷管緊緊固定到胎架上。
(5)主舷管對接焊接順序:齒條板對接焊→半圓板對接焊→齒條板和窗戶板焊接。
(6)主舷管對接焊嚴格按照焊接工藝執行:齒條對接焊預熱溫度150~180 ℃、層間溫度150~200 ℃;半圓板對接焊預熱溫度110~150 ℃、層間溫度110~200 ℃;齒條和窗戶板焊接預熱及層間溫度要求同齒條對接焊。另外,為防止產生冷裂紋的情況,除了預熱外,還要求焊后進行200 ℃/2 h的后熱消氫處理。
(7)齒條板對接焊接過程中,隨時檢測對接口處的齒距、直線度和水平度(齒條板的平面度和拱高)。
(8)齒條板對接焊完畢后,割除引弧板,并打磨光順,焊后72 h向質量部報尺寸精度檢驗和焊接質量檢驗。
(9)待質量部對齒條對接焊焊后精度和焊接質量檢驗完畢后,現場開始焊接半圓板和窗戶板的對接焊縫。最后焊接齒條板和窗戶板的連接焊縫。
(10)焊接完畢72 h后對半圓板和窗戶板的對接焊縫、齒條板和窗戶板的連接焊縫進行100%的MT、UT檢測[4]。
(11)探傷合格后,對主舷管接長尺寸精度進行復核。
5 主舷管和斜撐管單片預裝
為保證樁腿分段制作精度,減少合攏工作量,在樁腿分段組立前,需將主舷管和斜撐管預裝成片體,見圖5。
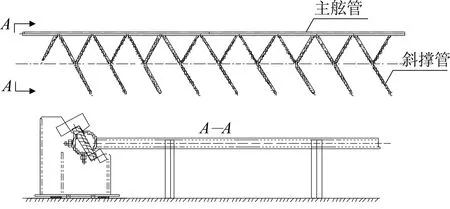
圖5 單片預裝圖
預裝要求如下:
(1)規劃片體預裝場地、劃地樣線。為方便樣線檢測,除應當劃出各種位置線、對位線以外,還應當在主舷管一端劃出各監測點的投影線。
(2)預裝前需要支胎并交驗,胎架模板需進行數控加工及劃線,預裝胎架精度須進行復查。
(3)齒條中心與斜撐管中心無法檢測,故利用其外壁母線進行裝配定位。主舷管與斜撐管的連接焊縫均為TKY全熔透節點。
(4)主舷管定位時舷管中心線應和胎架上檢查線以及地樣線對齊,舷管和胎架及斜撐管和胎架均不可以用點焊固定,自由端在焊前需與胎架進行連接固定。
(5)樁腿片體預裝過程中,需要進行尺寸檢測。尺寸檢測分別為地樣線尺寸檢測、胎架尺寸檢測、裝配定位(焊前)尺寸檢測、焊接過程中尺寸檢測及焊后尺寸檢測等幾個階段。
(6)嚴格按照焊接工藝執行,包括預熱溫度、層間溫度、后熱消氫、焊條擺幅等要求。施焊焊工需持有美國船級社(ABS)認可的6GR焊工證書。
(7)焊接過程中隨時測量結構主尺寸,包括舷管中心線及角度、斜撐管中心線,以及斜撐管自由端的變化,并通過調整焊接順序隨時進行修正。
(8)待樁腿片體預裝后報焊接和尺寸檢驗。
6 樁腿分段大組裝配
(1)樁腿單片報驗通過后,對樁腿單片進行翻身大組,見圖6。吊裝時采用吊帶或帶有保護的吊繩進行。
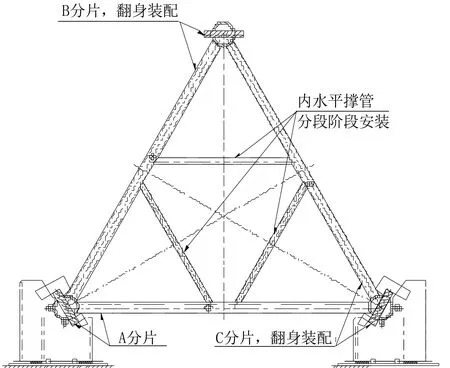
圖6 樁腿分段大組示意圖
(2)分段大組裝配順序:劃地樣線交驗→支胎→胎架定位交驗→上樁腿片體A→上樁腿片體C→上樁腿片體B→上散裝斜撐管→上內水平撐管→焊前主尺寸及裝配檢驗→焊接。
(3)劃地樣線時,需劃出主舷管中心線、胎心線及各種構件的位置線、對位線在地面的投影線等。
(4)分段大組在專門的胎架上進行。胎架模板需進行數控加工及劃線。
(5)分段地樣線劃線及胎架精度要求如下:
胎架(主舷管)中心線 ±0.5 mm
胎架水平線 ±1.0 mm
地樣中心線 ±1.0 mm
主舷管中心線相對胎心 ±1.0 mm
對角線偏差 ±1.0 mm
(6)樁腿分段大組場地搭設腳手架施工平臺,用于裝配焊接內水平撐管等構件。
(7)裝配定位時主舷管和胎架及斜撐管和胎架均不可以用點焊固定。
(8)焊接嚴格按照焊接工藝執行。
(9)先焊接主舷管和斜撐管的連接焊縫,再焊接單根斜撐管,最后焊接內水平撐管。
(10)焊接過程中隨時測量結構主尺寸[5],包括舷管中心線及角度、斜撐管中心線,以及斜撐管自由端的變化,并通過調整焊接順序隨時進行修正。
(11)分段大組過程中需進行尺寸檢測,尺寸檢測分為地樣線尺寸檢測、胎架尺寸檢測、焊前裝配定位尺寸檢測、焊接過程中尺寸檢測及焊后尺寸檢測等幾個階段。考慮到大組焊接收縮[6],焊前裝配尺寸每個端口預留3 mm焊接收縮量。
(12)焊后樁腿分段要滿足圖7的要求。圖中,L1、L2、L3為齒條板中心距,L1=L2=L3=(5 000±10) mm,∣L1-L2∣、∣L2-L3∣、∣L3-L1∣≤6 mm;LA、LB為樁腿在不同高度時的中心距,∣LA-LB∣≤6 mm。
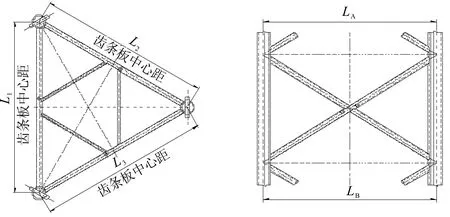
圖7 樁腿分段精度要求
7 結語
樁腿結構是海洋平臺建造中最為重要的部分,對尺寸精度和焊接質量有著近乎苛刻的要求。樁腿分段制作是樁腿合攏的前一道工序,其制作情況直接關系到后道合攏能否順利進行,對縮短合攏周期、減少分段吊裝時間、樁腿總體建造精度控制均有著重大的意義。因此,施工中一定要嚴格按照建造工藝要求執行,按部就班,避免造成無法挽回的損失。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48