探析熱軋帶鋼翹皮缺陷的成因
2019-11-30 02:31:40焦瑞濤
市場周刊·市場版 2019年53期
摘?要:熱軋帶鋼的生產過程中,翹皮類缺陷是造成產品質量問題的主要缺陷之一。翹皮類缺陷形成的原因多種多樣,發生率較高,且不易控制,嚴重影響了產品的表面質量。通過對 1580 mm 熱軋生產線發生的質量問題的統計,發現翹皮類缺陷總占比17.3%,其中 IF 鋼產生翹皮類缺陷的比例占總比例的44.7%,情況比較嚴重。為了降低翹皮缺陷的產生比例,我們結合1580 mm 熱軋生產線的生產條件和缺陷的特征對翹皮類缺陷的成因進行探究分析,討論可能產生缺陷的幾種因素,為后續的生產和質量分析提供參考。
關鍵詞:翹皮;減寬;溫降
一、 缺陷的影響因素及預防措施
產生翹皮缺陷的原因有很多,有可能是上游煉鋼和連珠工序造成的夾渣、皮下氣泡、坯子角裂等,也有可能是軋制過程中由于立輥表面粘鋼、側導板磨損出深溝或者卷箱穩定器和層冷輥道粘鋼等因素對帶鋼造成了剮蹭而導致的。但不同原因造成的翹皮缺陷可以通過位置、形貌進行大致的判斷。
(一)連鑄工序的影響
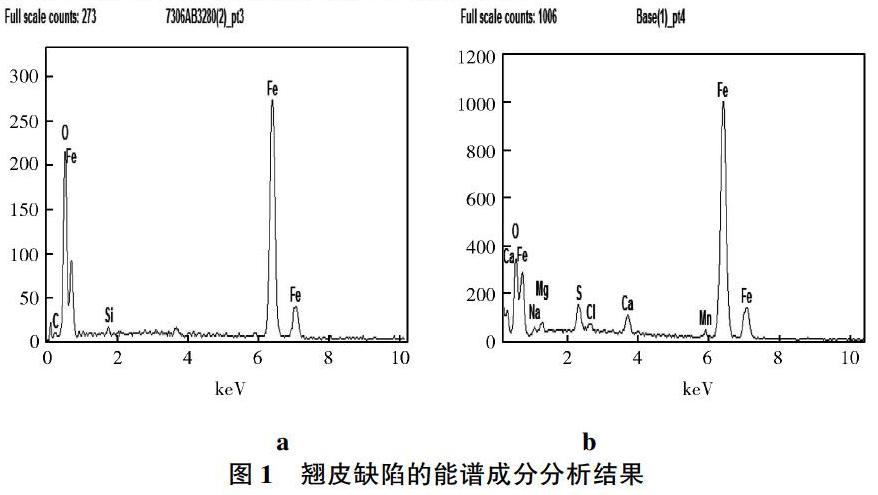
1. 通過圖1(b)可以看出,缺陷處的能譜成分主要是 Ca、Mg、Na、Fe 的氧化物,這種缺陷主要產生于連鑄生產工序的夾渣,無法通過后續軋制工藝消除此類翹皮缺陷的產生。因此此類缺陷要從連鑄 工序進行控制,需要經常檢查結晶器水口情況和連鑄保護渣的情況,防止因水口的損壞或保護渣質量問題造成的卷渣。
2. 因連鑄工藝控制不當造成的鑄坯角裂也會導致板帶鋼翹皮缺陷的產生,這種邊角部裂紋在加熱爐內加熱和保溫時,縫隙中殘留的空氣會與鋼坯中的 Si、Mn、Al 等易氧化元素發生氧化反應,因而在氧化鐵皮周圍出現二次氧化現象,產生氧化圓點,若溫度和保溫時間足夠長的話,在裂紋附近還會出現脫碳現象。對于鑄坯的邊部裂紋可以通過局部修磨和切除來避免對表面質量的影響。
(二)加熱爐工序的影響
有些鋼種在軋制時要求開軋溫度高,而且要均勻,這就需要提高加加熱爐的燒鋼溫度和延長加熱時間,如果操作不當,容易造成板坯在高溫區出現兩端彎曲,嚴重時可剮掉固定梁上面的滑塊,脫落滑塊的固定梁會劃傷后續板坯表面,造成成品翹皮缺陷。這種翹皮缺陷一般只發生在帶鋼表面,而且位置偏一側,可以和爐內滑塊掉落位置對應。
(三)軋線設備的影響
通過圖 1(a)可以看出缺陷處的能譜成分主要是 O、Fe,主要是 Fe 的氧化產物,這種情況,缺陷主要是在熱軋的生產過程中產生的,多發生在帶鋼的邊部。常見的對帶鋼邊部造成影響的設備主要有飛剪前側導板、卷箱前側導板、卷箱穩定器、精軋入口側導板及立輥等。上述設備經過長期的使用,會產生嚴重的磨損,若未及時打磨或更換可能會造成粘鋼、掛絲,導致帶鋼邊部產生翹皮缺陷。因此要經常對上述設備進行檢查,發現問題要及時打磨或更換。
1. 熱軋過程中,立輥側壓量同樣對帶鋼邊部翹皮有嚴重影響。使用立輥進行調寬時,由于寬度調節量遠小于板坯寬度,因此變形不可能全部傳遞到板坯的中間位置,就會形成邊部偏厚的“狗骨頭” 形狀,粗軋中間坯邊部產生凸起,凸起部位在冷卻水的沖擊下溫度降低,進入低塑性區,在隨后的軋制時發生局部撕裂,表現為線性翹皮。調寬量較小或較大時缺陷發生率都比較低,主要原因是:調寬量較小時可以減少邊部凸起量;調寬量較大時,變形可進一步的傳遞到板坯的中間位置,也可以降低邊部凸起量;而調寬量在中間某一值時,缺陷發生率比較高。調寬量與翹皮缺陷之間整體趨勢呈正態分布。
因此,優化立輥側壓量是解決翹皮問題的一個手段,應針對不同鋼種制作立輥道次壓下量與邊部缺陷等級曲線,優化道次側壓量負荷分配,避開缺陷多發區。
2. 立輥兩側的對中度不一致也會因中心線偏差導致邊部翹皮質量缺陷。傳統的立輥標定方法是通過立輥夾持標準寬度板坯來進行標定,但無法確定立輥兩側的對中度。為確定立輥的對中度,可以先使用機前側導板夾持糾正板坯歪斜后,將立輥打到一定開口度,分別測量兩側立輥輥面距離板坯邊部的最小距離,兩側測量值加上標準坯一半寬度作為標定值,可提高立輥對中精度。
(四)溫度制度的影響
提高軋制溫度雖然可以提高板坯塑性,降低軋制力,減少邊部翹皮的產生,但是過高的溫度會增加加熱爐的負擔,浪費燃料、增加燒損,還會影響帶鋼的機械性能;若加熱溫度過高或者保溫時間過長,還有可能會造成過熱、過燒等加熱缺陷,極大的影響產品質量。因此制訂合適的溫度制訂是提高產品質量的一個重要方法。
1. 板坯的加熱溫度要控制在一定的范圍內,在保證邊部溫度的前提下不易過高,板坯的加熱時間也不宜過長,否則會使奧氏體晶粒粗大,導致帶鋼性能降低。
2. 選擇合理的軋制工藝來減少邊部的溫降。可以通過減少粗軋冷卻水的道次、使用熱卷箱、增加保溫罩或者邊部加熱器等設備來進行控制。
二、 結語
文章通過對熱軋帶鋼翹皮缺陷的形貌、能譜成分和生產線的實際狀況進行分析,發現了鑄坯本身質量、立輥減寬量、板坯加熱制度等因素在翹皮缺陷形成過程中的影響。并根據軋線實際情況提出了相應的預防和控制手段,為避免和減少翹皮缺陷積累經驗。
參考文獻:
[1]徐海衛,于洋,李飛,等.IF 鋼熱軋薄板邊部翹皮缺陷的產生原因及機制[J].鋼鐵,2017,47(9):53-56.
作者簡介:焦瑞濤,德龍鋼鐵有限公司。