鉗工訓練中工序安排對規范動作形成的影響
2019-12-02 03:33:10計順強
產業與科技論壇 2019年20期
□計順強
一、引言
鉗工是機械制造不可或缺的重要技術工種之一,往往是針對一些很難實現機械化、自動化的零部件生產或維修。鉗工技術的突出特點是以手工作業為主的金屬加工技術,訓練勞動強度大,環境等方面也不是很好,致使很多學生對鉗工訓練興趣不高,教學效果不理想。以往的傳統教學模式中理論課與實踐課脫節,實踐訓練時間短,學生技能掌握得不夠扎實。針對傳統教學模式弊端,隨著教學模式不斷創新,理實一體化教學模式比較適合當前的人才培養。因此,在學院職業素質技術教育改革的背景下,鉗工訓練實施“做中學,學中做”的一體化教學模式。
鉗工教學采用項目教學模式,鍛煉學生劃線、銼、鋸、鏨、刮、鉆、攻、套等技術技能;采用項目化教學,能夠激發學生的學習興趣,使得學生有壓力感、成就感,從而在思想上重視每一項技能的學習。具體工件的制作,掌握鉗工的基本技能。工件制作,需要一定的加工工藝。合理的加工工藝,對于保證產品的質量、提高效率有很大的影響。在考慮加工工藝的基礎上,是否也得思考鉗工操作技能的工序(針對學習鉗工是零基礎的學生),對于學生技能掌握程度存在著差異。
二、工序安排對教學效果的影響
(一)鏨口錘圖樣及加工流程。原先在鉗工教學中,例如加工鏨口錘。如圖1、圖2所示。
技術要求:一是材料:45鋼。二是兩端表面淬火,硬度HRC56~59。三是錘頭加工表面上,不應有劃痕、擦傷等損傷,紋理一致。
教學使用棒料(45號圓鋼)加工錘頭,它的加工流程為:一是下料,二是鋸削長方鐵,三是銼削長方鐵,四是劃線,五是加工斜面和圓弧面,六是加工階梯孔,七是加工棱柱倒角,八是加工端面倒角。

圖1 鏨口錘圖樣
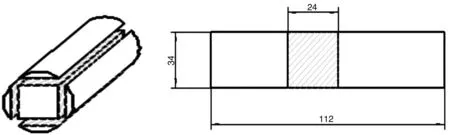
圖2 任務示圖
(二)鉗工鋸削操作要點。從上文的加工工藝過程,可知操作技能中的鋸削在前,銼削在后。盡管先前在講授鋸削技能時,強調學生操作姿勢要領的重要性并作演示。鋸削的姿勢要領為:身體與虎鉗的距離約一臂長,面對虎鉗成45°方向站立,左腳向前邁出半步,此時左腳與虎鉗垂直方向約成30°,右腳與虎鉗垂直方向約成75°角,兩腳跟的距離約為250~300mm。右手握住鋸柄,食指伸直扶住弓架,使其穩當;左手輕扶在鋸弓的前端。左腿在前彎曲,右腿伸直在后,身體向前約10°,重心落在左腿上。鋸削時,兩腿站穩不動,靠左膝的屈伸使身體做往復運動,手臂和身體的運動要相互配合,并要使鋸條全齒的2/3參與切削。注意在鋸削時,控制鋸條要垂直向下,左右手及肘關節的運動要保持在一個平面內。
(三)訓練效果。學生在領悟學習上述動作要領時,盡管反復強調把姿勢要領帶入鋸削練習中,但由于鋸削動作在學生練習時,不好規范,難以做到整體與分步合成練習,實際做時就走了樣。什么樣的姿勢狀況都有:有站立不動,不知屈腿,光用手臂的力量鋸削;有僅用鋸條中間部分鋸削的;有鋸削時手臂左右偏擺的;有鋸削時頻率不是40次/分鐘,頻率過快的等,造成上述鋸削效果原因是多方面的。有學生上課時溜號的、或有意而為之的,也有教師管理要求不到位的現象等,但筆者認為最主要的原因有兩點:一是鋸削這項操作技能的動作,不便于規范分步練習;二是訓練時間有限,沒有足夠的時間來熟練鋸削技能。此種鋸削不良習慣一旦養成后;到銼削時,再進行動作規范教學就很難了。這樣到實訓結束,即使也能交上工件,那么工件質量、技能動作等過程要領的掌握程度都將大打折扣。
三、調整技能工序學習鉗工
在教學時,將鋸削與銼削兩者的工序作一下改動。先講銼削,后學鋸削,那情況又會如何呢?在講銼削時,先介紹銼削的定義、特點,銼刀的組成、種類、規格、選用,接著是銼削時銼刀的握法,著重講授銼削的操作要領。銼削的動作與鋸削相似。將銼削動作分步練習,共分三步。
(一)屈腿蹬地。左腿在前成弓步,右腿伸直在后;以左膝的屈伸帶動身體作往復運動。著重讓學生練習屈腿蹬地的動作,而兩臂自然下垂不做任何要求。不斷重復此動作,等熟練后,再練習下一步。
(二)擺臂動作。身體面對虎鉗45度方向自然站立,左腳在前,右腳在后。兩臂的動作是:兩手握住銼刀放在工件上面,左肘彎曲,右肘向后,但不要太大,右小臂與工件銼削面的前后方向保持平衡。在學生將上述動作準備好時,教師開始喊口號。當喊“1”時,運用兩臂將銼刀緩慢地向前銼到頭(銼齒的有效長度);喊“2”時,將銼刀稍稍抬起拉回,此時回程動作較推程稍快。也反復地練習,直至動作熟練。
(三)腿臂結合。此練習也分為分步與結合。當教師喊準備時,學生做好站立姿勢,左腿弓右腿繃,兩臂按規范動作將銼刀放在工件上。當教師喊“1”時,學生腿臂結合,將銼刀向前銼削,直至銼到頭。喊“2”時,學生伸腿及利用銼削時的慣性將銼刀抬起拉回。反復練習“1”、“2”,而后可將“1、2”連貫練習,即教師喊“1、2”時,學生由準備的起始動作,完成一次銼削往返行程。
當然上述銼削動作的練習,通過教師的示范演示,學生在練習時教師及時糾正錯誤,并要經幾節課反復不斷地強化,學生就會將此動作牢記于心,從而將姿勢動作固化,形成自然習慣。倘若學生把銼削的動作做規范了,那么銼平工件就不是什么難事了。再學習鋸削技能時,學生的屈腿蹬地動作已是熟練;銼削時兩臂的平直運動,對于鋸削時防止鋸弓左右偏擺也是很有幫助的。此時學習鋸削技能,對于教師的講授及學生的領悟也就不難了,從而水到渠成。
(四)改動后的效果。對于教學改動,針對學生實踐情況(比較前后),達到的效果是明顯的。此外,規范性的動作,是有別與半路出家最明顯的標志。它不僅有利于工件的加工,也是展現勞動之美,體現職業技能的最好詮釋。
四、結語
在鉗工教學上,要讓學生學好鉗工的基本操作技能,不能隨意安排單相技能,在考慮工件加工先后的同時,也要充分考慮技能工序合理安排對于學生接受程度的影響。從而提高學生的動手能力,為鉗工技能等級考試打下堅實的基礎,才能為社會培養更多高素質技能人才。
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
少男少女·教育管理(2022年3期)2022-05-12 23:54:31
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
中國公路(2017年19期)2018-01-23 03:06:33
學苑創造·A版(2017年6期)2017-06-23 14:10:46
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
新課程研究(2016年21期)2016-02-28 19:28:26
Coco薇(2015年11期)2015-11-09 13:03:51
學習月刊(2015年18期)2015-07-09 05:41:22