轉爐連接擋座失效動力學特性分析
2019-12-03 02:07:46張耀東
兵器裝備工程學報 2019年11期
關鍵詞:模型
張耀東,韓 天,秦 勤
(1.河鋼股份有限公司承德分公司, 河北 承德 067102; 2.北京科技大學 機械工程學院, 北京 100086)
隨著轉爐煉鋼技術的發展,轉爐設備不斷更新換代,以適應轉爐操作以及長壽命的要求。托圈及其連接裝置是煉鋼轉爐關鍵性設備之一,它們能否實現安全、高效、經濟地運行對煉鋼廠生產具有重大影響。轉爐托圈與爐殼的連接形式由傳統的三點球面支撐式逐步向連桿吊掛式和彈簧鋼板吊籠式發展,它代表了大型轉爐吊掛形式的發展趨勢[1]。國外奧鋼聯設計的VAI-CON連桿式下懸掛系統實現了把轉爐理想地以靜定方式懸掛于托圈內。第一套連桿式懸掛系統安裝在南非ISCOR Newcastle廠2座160 t的轉爐上,由于這種連接裝置有諸多優點,之后世界上許多鋼廠都采用了這種形式的轉爐托圈連接方式[2]。該種懸掛系統的優點有:允許爐殼自由、不受約束以及非對稱的變形,允許爐殼受熱膨脹會產生永久變形(蠕變)[3]。其設計使得懸掛裝置不會將變形而產生的附加應力傳遞給托圈,避免支撐構件間的界面間隙,在轉爐傾動過程中,無沖擊載荷,確保構件的穩定以及裝配不出現松動。由于整個裝置垂直吊掛點只有3個,作用在托圈和爐殼上局部力很大,對托圈和爐殼的材料和焊接質量要求較高。但是其結構在實際運行過程中可能出現連桿受力不均,任一構件的損壞將會導致整個結構失穩引發重大事故[4]。為了避免這一致命缺陷,國內某鋼廠采用了下連桿吊掛和爐體止動托架托圈擋座限位方式。為了合理設計,有必要對各相關零部件進行強度、剛度計算[5-6]。但在實際使用過程中出現了因爐殼竄動導致限位擋座失效的問題。本文以某鋼廠120 t轉爐連接裝置為研究對象,充分考慮轉爐的實際工作狀態,對其進行動力學分析,準確分析其失效原因,在此基礎上制定科學的修復方案,最大限度地減少設備故障、基本排除安全隱患、有效提高轉爐設備作業率。
1 轉爐傾翻力矩的計算
轉爐總裝模型如圖1所示,圖2為爐液切割模型。轉爐傾動力矩是轉爐傾動機構最基本、也是最重要的參數之一[7-9]。它不僅是轉爐傾動機構、爐殼、托圈設計、選型的重要依據,同時也是轉爐設備安全生產和維護檢修的重要參考。由于在轉爐運行過程中,爐液的變化、爐殼的變形、爐襯的損耗、爐口結渣等因素都會造成轉爐傾動力矩的變化。因此,轉爐傾動力矩實質上是一種動態的參量。對于一定條件下的裝入量和爐型來說,轉爐處在任意傾角位置的時候,對傾動中心(也就是耳軸)的傾動力矩可以看做3個基本部分組成的:空爐力矩、爐液力矩和摩擦力矩。

圖1 轉爐總裝模型
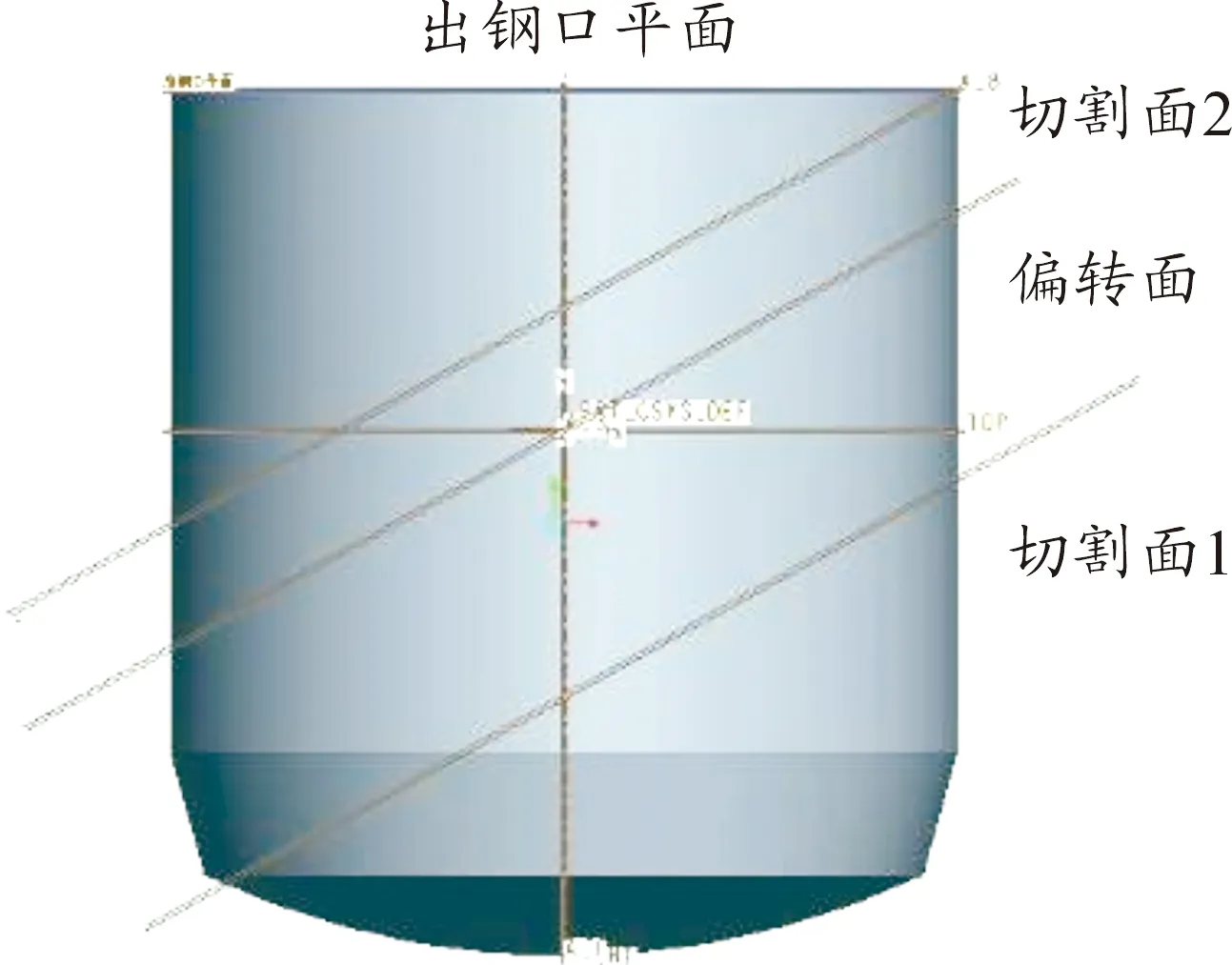
圖2 爐液切割模型
本文通過轉爐三維建模和圖紙上的總質量的對比調整,保證轉爐的質量的精度。完成裝配后可模擬出工作過程中各個角度下的轉爐形態,以滿足傾動力矩的計算。轉爐質量和密度信息見表1。
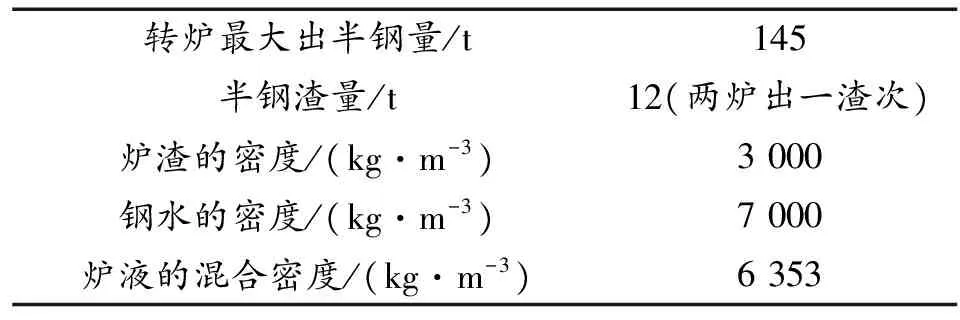
表1 轉爐質量和密度信息
通過模擬出鋼的過程,計算并比較分析了新爐無結渣、新爐15 t結渣、舊爐無結渣和舊爐15 t結渣4種工況下的轉爐傾動力矩,見圖3:① 轉爐的最大傾動力矩出現在無結渣新爐的形態下,最大值為2 736.22 kN·m,傾動角度約為62°;② 轉爐的最小傾動力矩出現在15 t結渣新爐的形態下,最小值為431.24 kN·m,傾動角度約為93°。
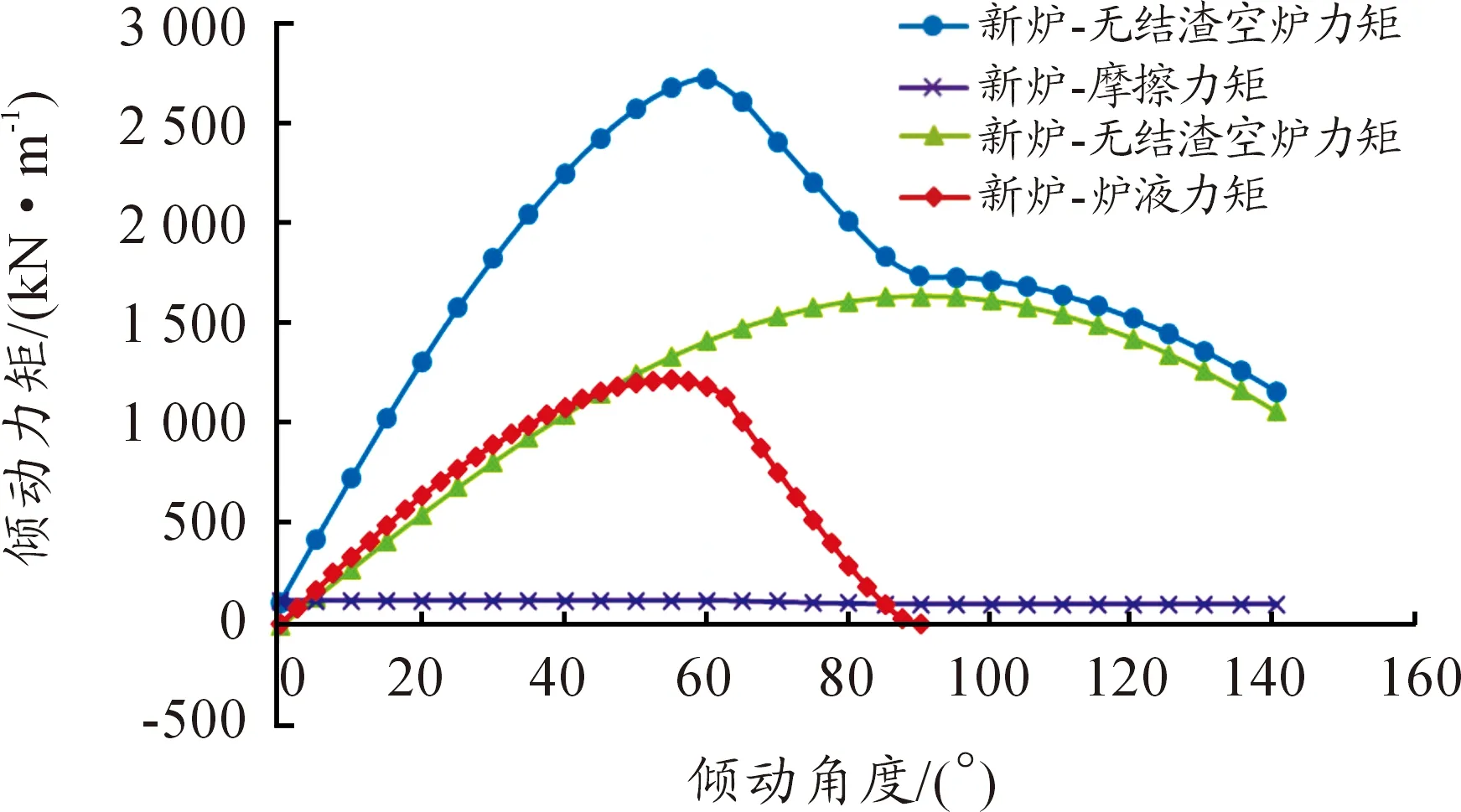
圖3 轉爐傾動力矩
2 轉爐動力學分析
文獻[10-11]為提高全懸掛轉爐傾動機構的運行可靠性,對傾動機構運行過程中發生振動的動因進行了分析。轉爐在工作過程中變化復雜,難以通過理論計算分析出其變化趨勢,以及具體的數值,故在采用動力學分析軟件進行仿真處理。轉爐爐體和托圈部分上的零部件、特征細節很多,在動力學仿真的過程中省略無關的細節,便于后期添加約束以及提高運算速度。因此,轉爐爐體只保存爐殼各部分、爐磚、上下托架,采用布爾運算,將各部分添加成為一個整體;再將托圈部分的傳動軸、托圈本體、托架擋座等部件布爾運算到一起,簡化模型。同時將實體轉爐中存在的倒角、螺栓連接和連桿等省略,含有爐殼、爐襯、托圈、連桿和擋渣板的仿真分析模型,見圖4。
前面傾動力矩的計算結果表明爐液力矩對傾動力矩影響很大,因此在動力學仿真的過程中要考慮到爐液的作用。120 t 轉爐最大爐液重量為145 t,約為空爐重量的四分之一。裝入爐液后連桿載荷會比空爐時增大。而在轉爐工作過程中,爐液的液面始終保持水平,在出鋼之前爐液質量保持不變,在出鋼后爐液質量不斷減少,直至為零。因為轉爐傾動過程中爐液的體積形狀隨傾動角度改變,爐液模型的質量和重心位置均呈現不規則變化,所以對爐液的仿真處理是個較復雜的問題。本文處理方法為:
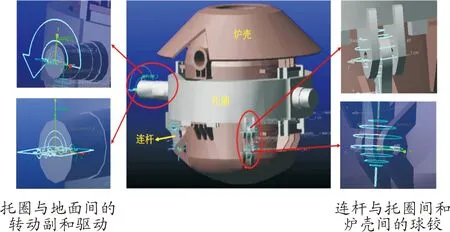
圖4 轉爐動力學模型及主要約束
1)在計算爐液力矩的過程中,切分了大量的爐液三維模型,通過CAD軟件內置的插件可計算出對應的質心坐標,將這些點的坐標輸入到ADAMS模型中,并構建樣條曲線,將這些離散的點連接到一起(如圖5)。并將樣條曲線添加到轉爐爐體模型上,可隨轉爐爐體一起轉動。
圖5 爐液質心位置樣條曲線
2)真實的爐液模型在轉爐工作過程中,爐液形狀無規則的不斷變化,很難做出動態的爐液模型。故采用繪制一個球體,通過高副定義其在樣條曲線上運動(如圖6)。在球體模型上定義驅動,參照爐液質心位置曲線,使球體在指定時間運動到指定位置處。
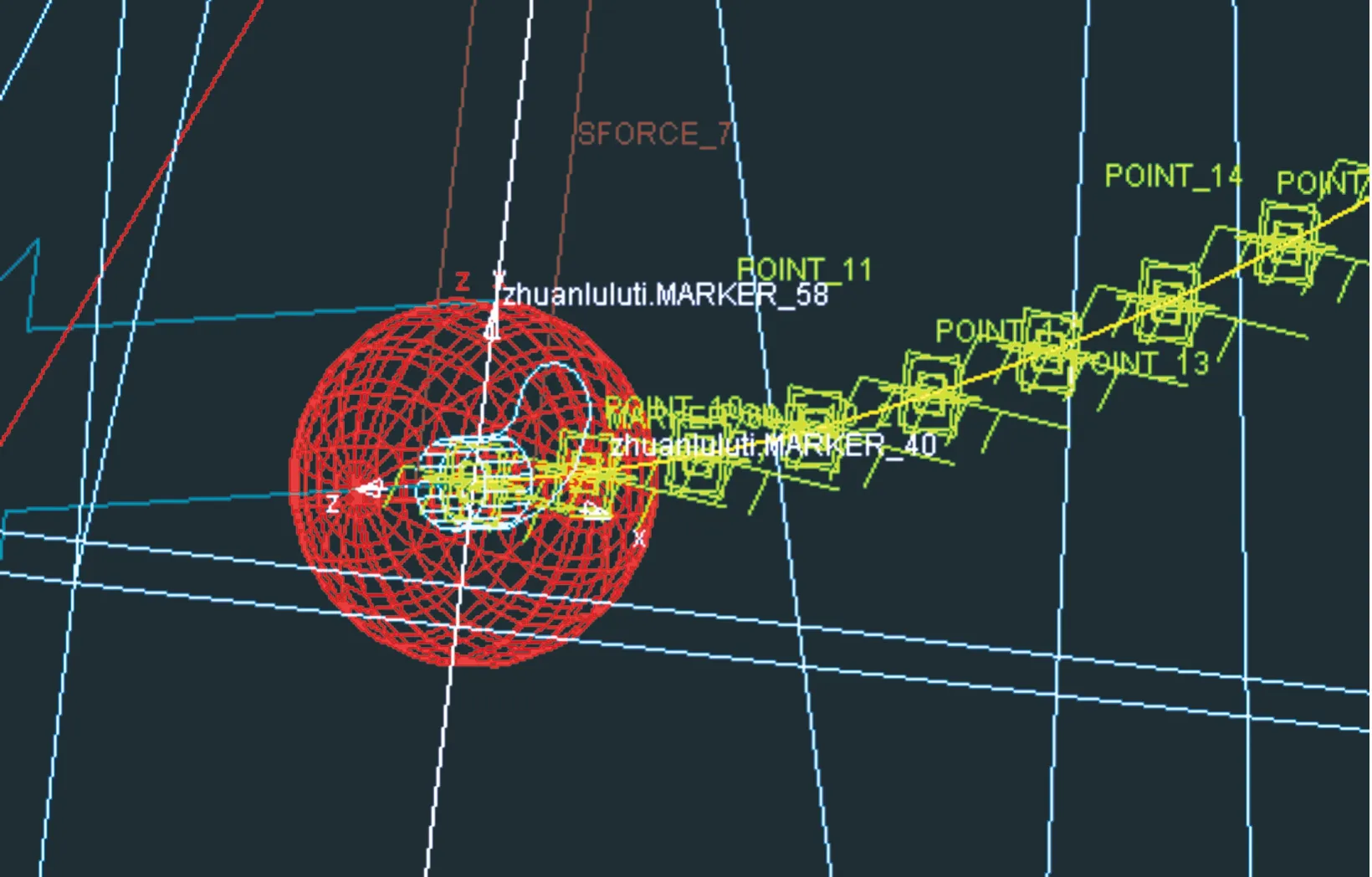
圖6 球體模型及高副約束
3)對樣條曲線進行多項式擬合(見圖7);最后將爐液質心用一球體模型代替,設置球體在擬合后的曲線上運動完成轉爐傾動過程中爐液重心與爐體的相對位置變化的模擬。
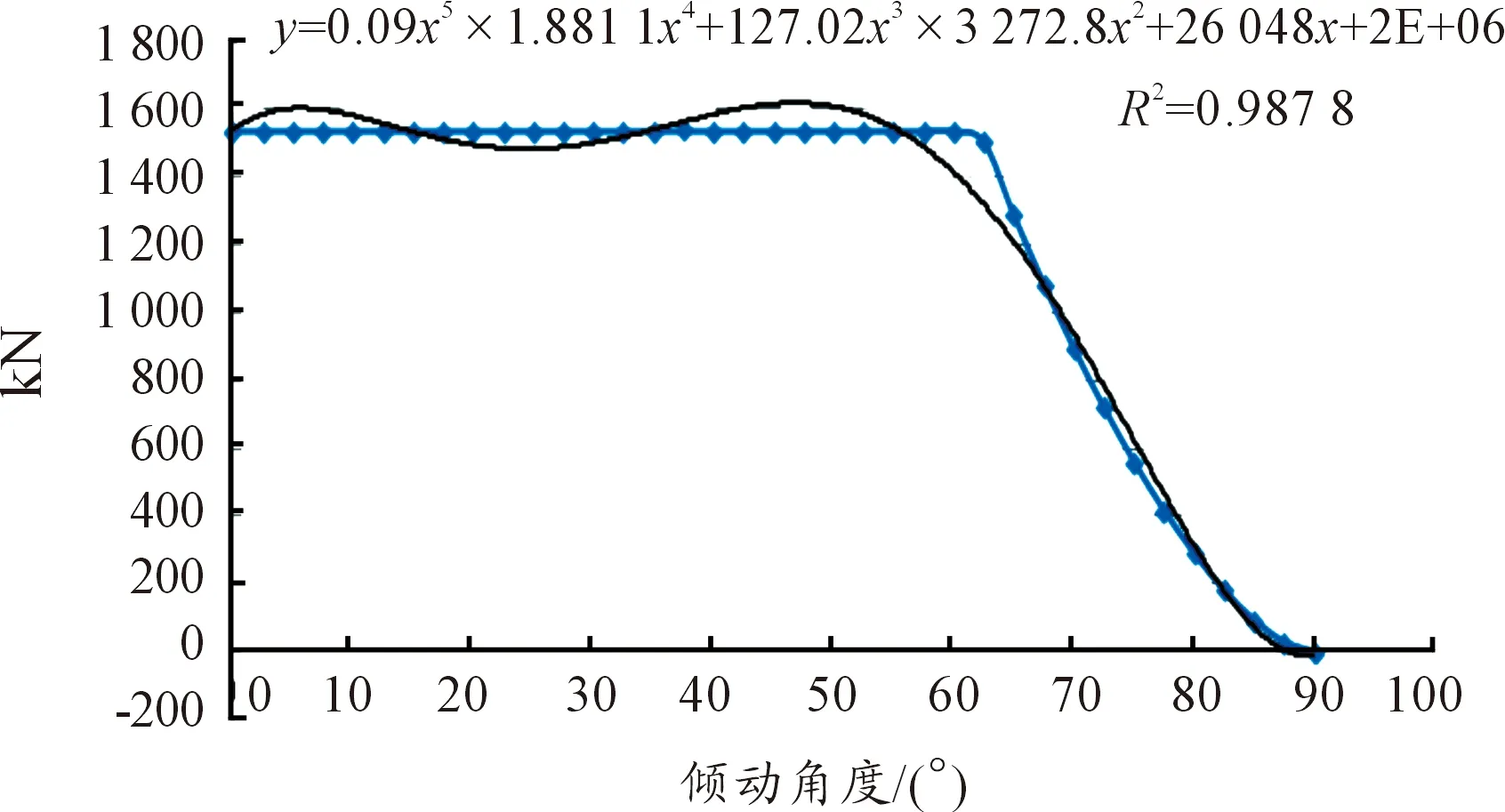
圖7 爐液質量-傾動角度關系曲線
轉爐在運行過程中出現了擋座斷裂失效的問題,斷裂位置為轉爐耳軸游動端、驅動端加料側,見圖8。為了分析其失效原因,在建立的轉爐動力學模型的基礎上分析連桿在不同工況下的受力,查找導致擋座斷裂的根本原因。

圖8 擋座斷裂
為便于分析,對連桿和擋座進行編號(如圖9):連桿1位于轉爐的加料口一側,連桿2位于出鋼口的左側,連桿3位于出鋼口的右側;擋座1位于傾動側的上面,擋座2位于傾動側的下面,擋座3位于游動側的上面,擋座4位于游動側的下面,擋座5位于出鋼口的對側,托圈的下側,擋座6位于出鋼口的一側,托圈的下側。
2.1 連桿受力分析
轉爐下懸掛支承裝置,由3組連桿和托圈上的6副擋座組成。在轉爐工作過程中,連桿主要承受轉爐系統的軸向力,并承擔比較微弱的切向力;轉爐系統中絕大部分的切向力由擋座來承擔,其中擋座5、6用于平衡沿耳軸方向的切向力,其他4個擋座用于平衡轉爐沿出鋼口方向的切向力。
圖9 連桿和擋座的位置
連桿受力仿真曲線見圖10,出鋼口左側連桿2、右側連桿3的受力曲線重合,它們的受力情況相似,加料口側的連桿1受力情況相近,變化趨勢相。三組連桿所承受的軸向力變化趨勢一致。在初始位置,連桿2、3的受力都約為2 120 kN,連桿1受力約為2 960 kN。包括爐磚、各部件在內,轉爐系統質量為586 t,爐液及結渣總質量為157 t,總質量約為7 281 kN,與3個連桿受的合力7 200 kN相近。說明在ADAMS建模過程中,模型尺寸是正確的,添加的約束、驅動是有效的。
圖10 各個連桿受合力情況
2.2 擋座受力分析
托圈上部有兩組擋座,托圈下部有兩組擋座,因此總共產生了4個很大的接觸力(其中2個為1 890 kN,另外2個為1 270 kN),見圖11。分析接觸力數據,擋座5和6沒有產生接觸力,托圈上部擋座1、3的最大接觸力約為1 890 kN,托圈下部擋座2、4的最大接觸力約為1 270 kN,上部的接觸力比下部要大一些。接觸力在開始階段會有很大的波動,是由于爐體的擋座與托圈的擋座相撞,產生沖擊力。
圖11 各個擋座所受到的接觸力
2.3 止動托架與驅動側兩個擋座間隙的影響
當爐體止動托架與托圈的擋座驅動端擋座1、2產生間隙時,托圈與爐殼的接觸力僅存在于托圈游動側的兩個擋座3、4上,接觸力會比較大,而托圈驅動側的擋座由于未接觸,而沒有接觸力產生,轉爐左右受力不對稱,使得擋座5、6產生沿耳軸方向的接觸力。以下分別是驅動端擋座間隙為5 mm、10 mm、20 mm、30 mm、40 mm時擋座所受到的隨傾動角度變化接觸力情況,其中40 mm為現場實際間隙測試距離(如圖12)。
圖12 間隙為5~40 mm擋座所受接觸力變化情況
由不同間隙情況下的仿真結果來看,說明沖擊力主要作用在托圈的擋座上面。對連桿的受力影響根據實際現場測試,這里僅列出間隙為40 mm時各個連桿受力隨著傾動角度變化情況(如圖13)。擋座所受的接觸力與連桿受力總結如表2。
圖10中重合兩條曲線表示的是擋座5和擋座6的接觸力隨傾動角度變化的情況,由于耳軸方向只有游動端的兩個擋座在起作用,爐體受力不平衡,擋座5和擋座6產生接觸力,使得爐體平衡,由于兩組擋座處于對稱位置,所受的接觸力也大致相同。對圖10和表1分析可得,存在間隙情況下,托圈上部擋座3受力大于托圈下部擋座4。隨著間隙的增大,擋座3受力大于擋座4,而擋座5和擋座6的接觸力大致相等,隨著間隙的增大而增大,擋座3最大受力為425 kN。
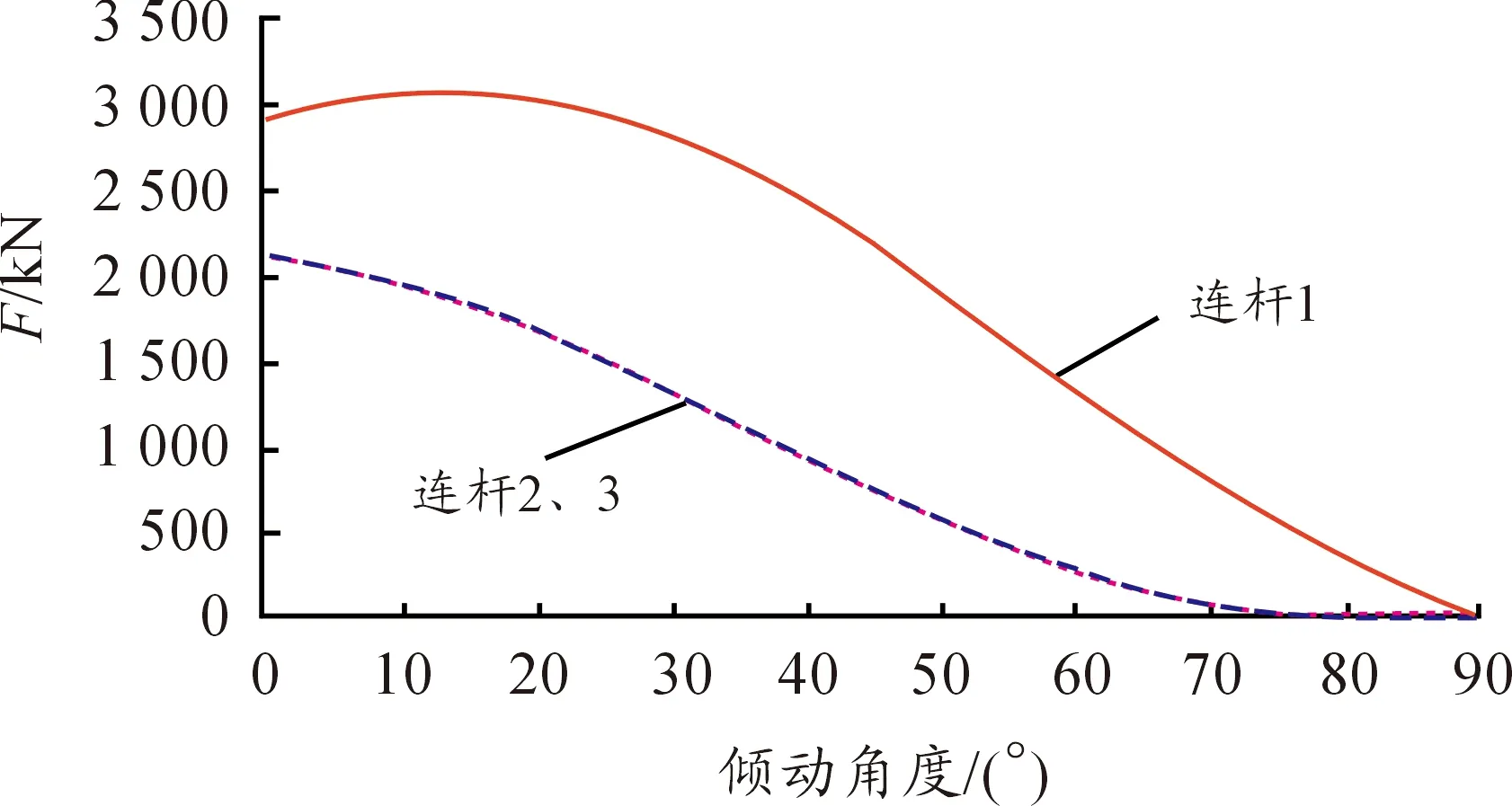
圖13 間隙為40 mm時各個連桿受力情況
表2 驅動側擋座有間隙,游動側擋座受接觸力
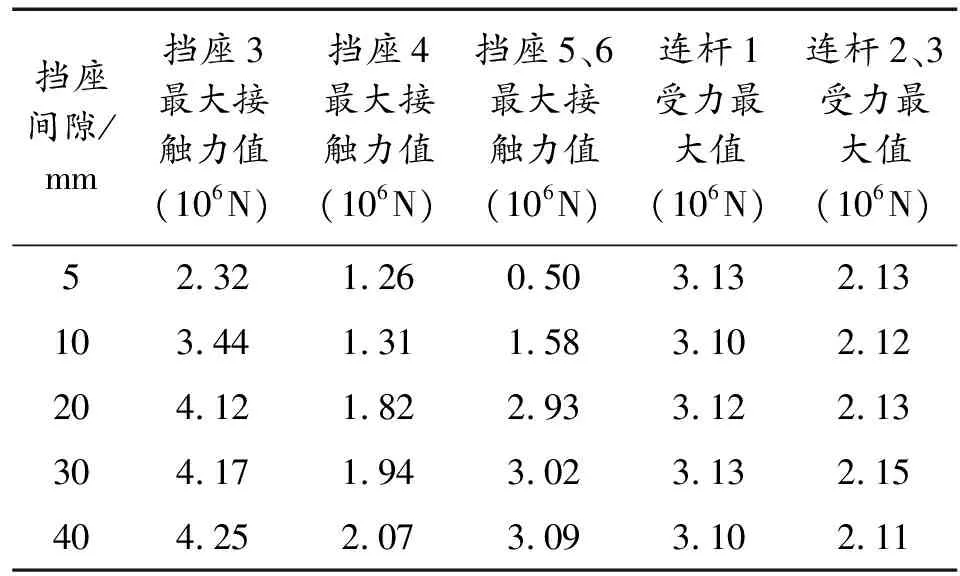
擋座間隙/mm擋座3最大接觸力值(106N)擋座4最大接觸力值(106N)擋座5、6最大接觸力值(106N)連桿1受力最大值(106N)連桿2、3受力最大值(106N)52.321.260.503.132.13103.441.311.583.102.12204.121.822.933.122.13304.171.943.023.132.15404.252.073.093.102.11
3 托圈擋座強度分析及改進措施
實際連接中擋座常與托圈焊接至一起,因此添加約束將擋座與托圈的下平面平動和轉動限制住。根據動力學分析的止動托架與托圈擋座間的接觸力,計算出接觸面的均布力,添加到接觸面上。擋座模型比較規整,特征不復雜,故采用六面體單元C3D8R進行網格劃分,劃分得的單元數 28 672個,見圖14。
計算結果顯示,應力最大的部分產生在擋座下方與托圈固定處,最大值為191.6 MPa(圖15),止動托架材料為16MnR,其屈服強度為398 MPa,未達到屈服極限。

圖14 擋座有限元模型和網格劃分
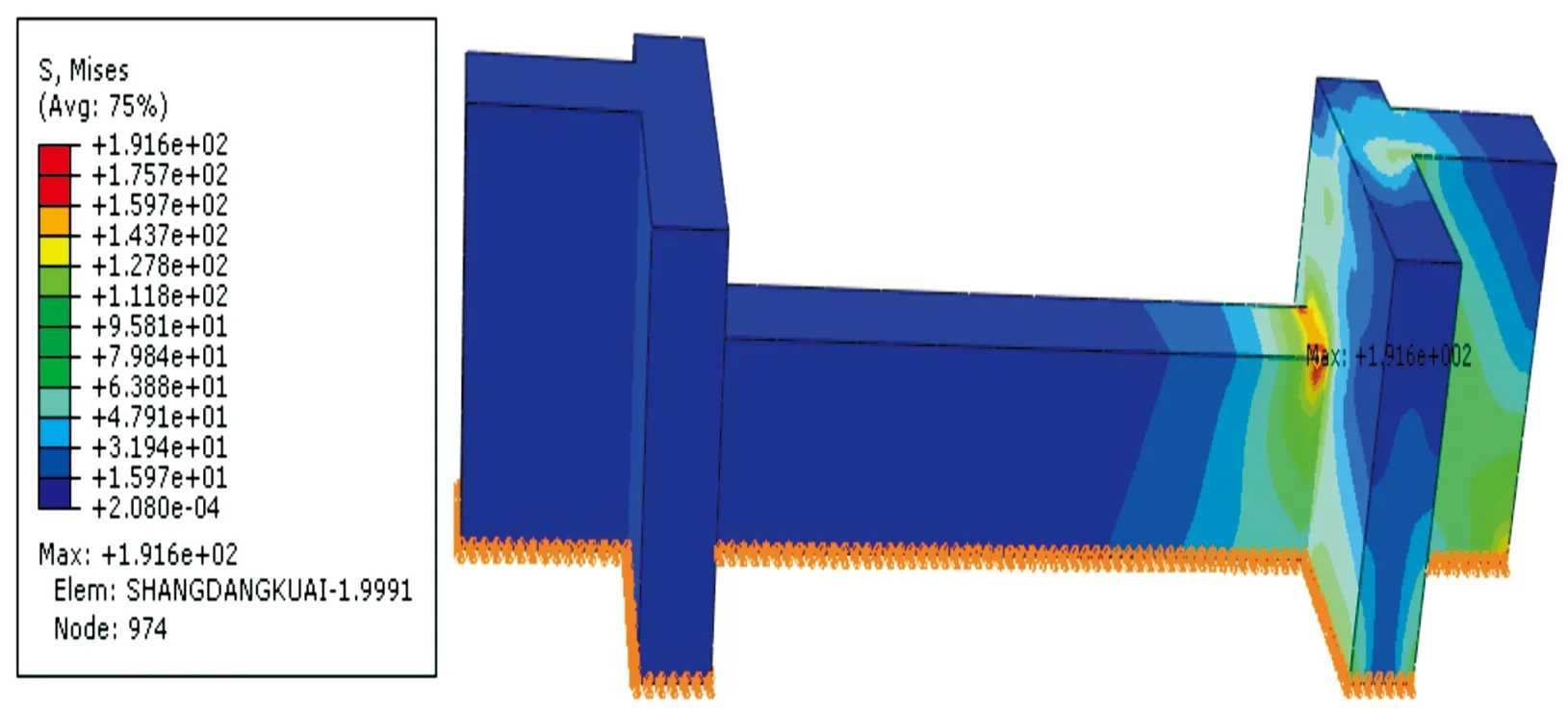
圖15 止動托架與驅動側有40 mm間隙時擋座3的應力
盡管未超過擋座材料的屈服極限398 MPa,但考慮到轉爐間隙的持續加大及反復的啟停加料出鋼,并存在熱應力問題,會對擋座產生持久的影響,長時間作業之后會引起疲勞破壞。這也正好解釋了轉爐剛工作時不會破壞,工作1年后出現擋座被撞偏或者撞斷的現象。
為避免止動托架與擋座產生間隙應采取相應的措施。最重要的是提高零部件在制造、裝配過程中的精度,有效的控制誤差;其次,在轉爐周期性的工作過程中,定期檢測止動托架與擋座的間隙,在達到臨界間隙前就要及時檢修,避免造成更大的損失;再就是改進擋座與托圈部分的連接方式,擋座大多直接與托圈焊接至一起,可以通過改進焊接坡口、使用性能更好的焊條,提高許用應力,或修改擋座結構(如增加立筋)來提高強度,也可在連接處采用圓角過渡等方法,減小擋座根部的應力集中[12]。
4 結論
1)連桿受力基本不隨著間隙的變化而變化,沖擊力主要作用在托圈的擋座上面,對連桿的受力影響不大;2)擋座最大應力隨著間隙增大而增大,在托圈擋座與爐體止動托架之間有間隙40 mm的情況下,擋座最大應力為191.6 MPa;3)擋座最大應力雖未達到屈服極限,但結合現場運行時間和工況,依然可以得出間隙導致的沖擊是擋座斷裂失效的主要原因。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19